In the field of fertilizer processing, dry granulation technology using fertilizer compaction machines has become a key link in promoting green industrial upgrading and improving production efficiency, thanks to its unique advantages. Compared to wet granulation, this technology does not require the addition of water and binders, achieving raw material shaping through mechanical extrusion. Its importance is reflected in several core dimensions, including environmental protection, raw material adaptability, and product quality.
Environmental upgrading is one of the core values of dry granulation. Wet granulation requires a subsequent drying process, which consumes a lot of energy and easily generates exhaust gas pollution. Dry granulation, however, eliminates the need for drying, significantly reducing energy and water consumption while minimizing pollutant emissions, perfectly aligning with green production policies.
Expanding the range of adaptable raw materials enhances industrial flexibility. Dry granulation is more compatible with varying raw material moisture content and composition. Whether it’s organic raw materials such as livestock and poultry manure compost or straw powder, or inorganic raw materials such as chemical fertilizer intermediates, efficient shaping can be achieved through fertilizer granules compaction machines.
Ensuring product quality enhances application value. The dry granulation process is gentle, preserving the nutrient components in the raw materials to the greatest extent possible, avoiding nutrient loss caused by high-temperature drying. At the same time, the granules formed by fertilizer extrusion technology have uniform hardness and good solubility, facilitating storage, transportation, and application. This technology is suitable for large-scale planting scenarios such as mechanical fertilization, improving fertilizer application efficiency and nutrient conversion rates, and providing support for improving the quality and efficiency of agricultural production.
The quality of fertilizer granules (forming rate, uniformity, strength, etc.) directly determines the fertilizer’s effectiveness and market competitiveness, and all of this highly depends on the performance and suitability of the compound fertilizer production equipment. From raw material mixing to finished product screening, the operating status of each piece of equipment directly affects the entire granule production process.
Production equipment is the core guarantee of granule quality. The mixing uniformity of the fertilizer mixer determines the consistent distribution of nitrogen, phosphorus, potassium, and additives in the material, preventing nutrient segregation in the granules; the parameter accuracy of the NPK fertilizer granulator (such as rotation speed and pressure) directly affects the granule forming rate and strength; and the fertilizer screener machine accurately screens qualified granules, removing impurities and unqualified products, ensuring that the finished product meets the required particle size.
Equipment performance determines production efficiency and stability. Efficient complete sets of production equipment can achieve continuous operation of raw material processing, mixing, granulation, and screening, significantly increasing the granule output per unit of time; at the same time, the stability of the equipment directly affects production continuity, reducing downtime losses caused by equipment failures.
Rational equipment configuration is key to cost control. Suitable production equipment can accurately control raw material usage and energy consumption, reducing material waste; high-quality equipment has lower maintenance costs and a longer service life, reducing long-term investment. In addition, equipment that meets standards can ensure that granule quality meets requirements, avoiding additional costs caused by rework due to unqualified products, and indirectly improving production efficiency.
Under the global trend of green agricultural transformation and solid waste resource utilization, the horizontal mixing extrusion granulation production line has become the mainstream equipment for organic fertilizer and bio-fertilizer production due to its core advantages of no drying, low energy consumption, and wide adaptability. This production line adopts a cold granulation process, eliminating the need for external heat sources and excessive binders. Through mechanical mixing and extrusion, the raw materials are directly agglomerated and shaped, perfectly matching the characteristics of high-moisture, high-viscosity organic fertilizer raw materials, effectively solving the industry pain point of poor adaptability of traditional granulation processes to organic fertilizer raw materials.
Its core adaptability lies in its broad coverage of fertilizer categories. It primarily produces pure organic fertilizer, bio-organic fertilizer, and refined organic fertilizer, and can process various organic composting materials such as livestock and poultry manure, straw, mushroom residue, and kitchen waste. It is especially suitable for bio-organic fertilizer production—the entire process involves low-temperature granulation without damaging the activity of biological bacteria, resulting in a live bacteria survival rate of over 95%. Meanwhile, through process fine-tuning, it can also be compatible with the production of organic-inorganic compound fertilizers, micronutrient fertilizers, and other types, significantly improving equipment utilization and adapting to different fertilization needs for field crops and fruit and vegetable cultivation. It is worth noting that this production line is not suitable for high-concentration compound fertilizers, pure inorganic fertilizers, or other low-viscosity raw materials that require drying; precise matching of production requirements is necessary when selecting the model.
High efficiency, energy saving, and environmental protection are its core competitive advantages for global promotion. The production line eliminates the need for a drying section, consuming only 20-30 kWh per ton of fertilizer, only one-fifth of traditional rotary drum granulation lines, significantly reducing production energy consumption and costs; it can directly process raw materials with a moisture content of 25%-45% without pre-drying, saving investment and energy consumption in drying equipment. In terms of environmental protection, the accompanying pulse dust collector effectively controls dust emissions, meeting environmental standards worldwide, while also promoting the resource utilization of organic solid waste, aligning with green agricultural development policies.
Flexible capacity configuration adapts to different scales of production needs. From 1-3 t/h production lines suitable for small farms, to large-scale lines of 8-15 t/h required by large enterprises, and customized lines of 15-25 t/h for group-scale mass production, the equipment can precisely match the production scale of different regions worldwide. The equipment has a simple structure and low maintenance costs; a medium-sized line requires only 500-800 square meters of plant space, and can be put into operation within 15-20 days after installation and commissioning. This lowers the entry barrier for small and medium-sized organic fertilizer enterprises and provides a high-efficiency mass production solution for large enterprises.
The efficient and stable operation of the horizontal mixing extrusion granulation production line relies on scientific technical principles, reasonable process configuration, and standardized operation management. As the core equipment of the organic fertilizer cold granulation process, its core technology lies in achieving raw material agglomeration and shaping through mechanical force. Simultaneously, its modular process design adapts to different production needs. Mastering its technical points and practical operating procedures is key to ensuring production efficiency and product quality.
The core working principle is simple and efficient. A double-helix stirring shaft inside the horizontal main unit is driven by a motor to rotate at high speed. The raw materials are vigorously stirred and kneaded within the cylinder to form a uniform material agglomeration. Under axial thrust, this agglomerate moves towards the discharge port and is ultimately forced through the screen openings by radial pressure applied by the extrusion scraper and discharge screen, forming cylindrical granules. The particle size can be adjusted via the screen (2~12mm). The entire granulation process is cold-granulation without heating or the addition of additional binders, perfectly adapting to the physical characteristics of organic fertilizer raw materials. This is its core advantage, distinguishing it from other granulation processes.
The production line adopts a modular process design, offering two flow options: a basic flow and a high-end flow. The basic flow covers core steps such as raw material crushing, mixing, granulation, screening, and packaging, meeting production standards at a low cost. The high-end flow adds equipment such as a drum polisher, air cooler, and palletizer, improving granule roundness and storage and transportation stability, adapting to large-scale mass production needs. The core equipment includes a horizontal mixing and extrusion granulation unit (accounting for 60% of the equipment investment), a pre-treatment crusher and mixer, and a post-treatment vibrating screen. Auxiliary equipment can be selected as needed to avoid ineffective investment.
Scientific equipment selection and standardized operation are key to successful production. Equipment selection should be based on production capacity and product positioning. For production lines primarily focused on bio-organic fertilizer or those pursuing low-cost production, this production line should be prioritized. Medium-sized lines can be equipped with polishing machines to improve granule quality, offering the best cost-effectiveness. During operation, raw material control is paramount. The organic fertilizer compost must be crushed to ≤5mm, with a moisture content controlled between 30% and 35%, and the coarse fiber content not exceeding 30%. Equipment operation requires adjusting the mixing shaft speed according to the raw material type and regularly checking screen wear. Simultaneously, environmental protection equipment is necessary to ensure that dust and odor emissions meet standards.
In the future, the production line is being upgraded towards intelligence and integration, realizing automatic parameter adjustment and remote monitoring through a PLC control system, integrating multiple processes to improve production efficiency, and expanding the processing capacity of raw materials such as municipal sludge and kitchen waste, further aligning with the global trend of solid waste resource utilization and green agricultural development.
Diverse Granulation Pathways in Modern Fertilizer Plants
The horizontal mixing extrusion granulation line exemplifies one of several fertilizer granulation processes within a professional fertilizer manufacturing equipment portfolio. This method is ideal for high-moisture organic materials and is central to a dedicated bio organic fertilizer production line, where it preserves microbial viability. For mineral-based production, a different set of technologies is employed. An npk fertilizer production line typically starts with a npk blending machine for powder formulation, followed by granulation. Here, a disc granulation production line using a disc granulator is a common wet agglomeration method, or a double roller press granulator for dry compaction.
Selecting the right fertilizer raw material processing machinery and equipment is fundamental to plant design. An integrated fertilizer manufacturing plant equipment setup may include both organic and NPK lines. For instance, raw materials might first be processed in an organic fertilizer production line fed by a windrow composting machine, while a parallel npk fertilizer line handles inorganic blends. The key is matching the granulation technology—whether extrusion, disc granulation, or roller pressing—to the physical and chemical properties of the feedstock to optimize efficiency, product quality, and energy consumption.
This technological diversity allows manufacturers to build versatile facilities capable of producing a wide range of organic, bio-organic, and compound fertilizers, meeting the specific nutritional and logistical demands of different agricultural markets.
Double roller press granulators, with their advantages of dry granulation, no drying required, and low energy consumption, are commonly used equipment in fertilizer production lines. Achieving a high molding rate and stable particle strength is crucial, and this depends on controlling raw material suitability, parameter adjustment, and standardized operation.
Raw material pretreatment is fundamental. The moisture content of the raw materials should be controlled between 8% and 12%; too high a moisture content can lead to roller sticking and clumping, while too low a moisture content makes molding difficult. After crushing and screening, ensure the particle size is ≤2mm, and thoroughly mix the materials using a fertilizer mixer machine to avoid uneven composition. Coarse fiber and high-hardness raw materials need to be softened in advance to reduce the extrusion load.
Precise parameter adjustment is key. Adjust the roller gap (0.5-2mm) according to the target particle size; a gap that is too large results in loose particles, while a gap that is too small leads to high energy consumption and easy wear of the roller surface. Match the appropriate roller pressure and rotation speed according to the characteristics of the raw materials—increase the roller pressure and decrease the rotation speed for high-hardness materials, and vice versa for lightweight materials, ensuring a molding rate of ≥90%.
Standardized operation and maintenance are essential. Before starting, check the flatness of the roller surface and the lubrication of the transmission system to avoid idling wear; during operation, observe the particle morphology in real time and fine-tune the parameters; after shutdown, clean the residue on the roller surface, regularly polish the roller surface and tighten the connecting parts, and strictly prevent metal impurities from scratching the roller surface.
By mastering these techniques, you can fully utilize the advantages of the double roller press granulator, produce high-quality and stable fertilizer granules, extend equipment life, and adapt to various granulation needs such as NPK compound fertilizers, contributing to improved quality and efficiency in fertilizer production.
Organic fertilizer, a cornerstone of sustainable agriculture, derives its effectiveness from three core “ingredients,” a concept defined by two complementary perspectives: the essential nutrients it provides for plant growth and the primary raw materials that form its composition. These ingredients work in synergy to nourish plants and improve soil health, and their transformation into high-quality fertilizer is largely dependent on fermentation—a vital microbial process that breaks down raw materials into stable, nutrient-dense forms. Understanding both the key ingredients and the role of fermentation is essential to grasping the value and production logic of organic fertilizer in 2026.
From the perspective of essential nutrients, the three main ingredients of organic fertilizer align with the universal NPK framework that categorizes all fertilizers. Nitrogen (N), the first core nutrient, is critical for promoting lush, green foliage growth as a key component of chlorophyll, which drives photosynthesis. Phosphorus (P) focuses on underground and reproductive growth, stimulating robust root development and encouraging the production of flowers, fruits, and seeds—directly enhancing crop yield and quality. Potassium (K), the third essential nutrient, acts as a “health booster,” strengthening plants’ disease resistance and their ability to withstand environmental stresses such as cold, drought, or salinity. Unlike synthetic fertilizers that deliver these nutrients in concentrated chemical forms, organic fertilizer provides NPK through natural, slow-release compounds that nourish both plants and soil microbes.
From a manufacturing standpoint, the three primary raw material classes constitute the physical “ingredients” of high-quality organic fertilizer in 2026. The first class is animal by-products, which are rich in nitrogen and phosphorus. Common examples include cattle and poultry manure, bone meal, and blood meal—materials that are nutrient-dense but require thorough treatment to eliminate pathogens and odors. The second class is plant-based materials, which offer a balanced nutrient profile and play a key role in improving soil structure. Compost, alfalfa meal, cottonseed meal, and seaweed/kelp meal fall into this category, providing not only NPK but also organic matter that enhances soil aeration and water-holding capacity. The third class is carbon sources, essential for feeding beneficial soil microbes and regulating nutrient release rates. In 2026, common carbon sources include straw, biochar, and sawdust—materials that extend the fertilizer’s effectiveness by supporting microbial activity in the soil.
A critical link between these raw materials and usable nutrients is fermentation, a microbial process that transforms bulky, potentially harmful organic wastes into stable, plant-friendly fertilizer. Fermentation in organic fertilizer production primarily relies on four main biochemical pathways, each contributing to the decomposition and nutrient transformation of the three core raw material classes. Alcoholic fermentation, driven by yeasts like Saccharomyces cerevisiae, initiates the breakdown of carbohydrate-rich plant materials (such as straw and grain residues) by converting sugars into ethanol and carbon dioxide, serving as a transitional stage for further decomposition. Acetic acid fermentation, an aerobic process carried out by Acetobacter bacteria, oxidizes ethanol into acetic acid, which helps break down complex organic matter like lignin in plant residues and adjusts the fermentation environment’s pH to suppress pathogenic bacteria—critical for processing plant-based materials safely.
Butyric acid or alkali fermentation plays a key role in processing animal by-products. Clostridium bacteria and proteolytic microbes drive this anaerobic process, breaking down proteins and fats in manure, bone meal, and blood meal into amino acids, ammonia, and other alkaline compounds. This not only eliminates odors and pathogens but also converts unstable nitrogen and phosphorus into forms that plants can absorb gradually. Lactic acid fermentation, though less direct, contributes by adding probiotic lactic acid bacteria that improve the microbial balance of the fermentation matrix, indirectly enhancing nutrient conversion efficiency.
In 2026, industrial organic fertilizer production primarily adopts solid-state fermentation (SSF), a cost-effective process where microbes grow on moist solid substrates (the three raw material classes) with little to no free water. This method efficiently converts bulky raw materials into granular or powdered fertilizer, realizing resource recycling. For gardeners and small-scale farmers, specific raw materials can be selected to target nutrient needs: blood meal, feather meal, and composted poultry manure are top sources for boosting nitrogen; bone meal and rock phosphate excel at increasing phosphorus; and kelp meal, wood ash, and naturally mined sulfate of potash are ideal for enhancing potassium levels—all of which require appropriate fermentation to unlock their full potential.
In summary, the three main ingredients of organic fertilizer are dual-faceted: NPK as the essential nutrient core and animal by-products, plant-based materials, and carbon sources as the primary raw material foundation. Fermentation acts as a bridge between these raw materials and usable nutrients, leveraging microbial activity to decompose, purify, and transform ingredients into stable, effective fertilizer. As sustainable agriculture advances in 2026, the rational matching of these three core ingredients and the optimization of fermentation processes remain key to maximizing the value of organic fertilizer, fostering healthy soil ecosystems, and ensuring long-term agricultural productivity.
Mechanized Production Systems for Commercial Organic Fertilizer
The transition from fermented raw materials to a commercial product requires a dedicated organic fertilizer manufacturing system. A standard organic fertilizer production line integrates several stages. Following fermentation, which is often accelerated by equipment like a large wheel compost turning machine or a chain compost turning machine for aeration, the cured material is ready for shaping. The core process of organic fertilizer production granulation offers multiple technological paths. A traditional and effective method is the organic fertilizer disc granulation production line, which forms spherical pellets through a tumbling action.
For different product specifications, alternative granulation equipment is available. A flat die press pellet machine for sale produces dense cylindrical pellets via extrusion. For operations seeking process integration and space savings, a new type two in one organic fertilizer granulator combines mixing and granulation in a single unit. More complex organic fertilizer combined granulation production line setups may sequentially employ different granulators to achieve optimal particle structure. When incorporating specific microbial consortia post-fermentation, the system evolves into a specialized bio organic fertilizer production line, where gentle granulation is crucial to preserve microbe viability.
This mechanized organic fertilizer manufacturing approach ensures the efficient transformation of locally sourced, fermented organic ingredients into standardized, easy-to-apply fertilizers, closing the loop in sustainable nutrient management and adding significant value to agricultural by-products.
In large-scale organic fertilizer production systems, the compost turning machine is a key piece of equipment supporting the efficient operation of aerobic fermentation. The core requirement of aerobic composting is to decompose organic waste through the aerobic metabolism of microorganisms, converting it into stable humus. This process has strict requirements for oxygen supply, material uniformity, and temperature and humidity control. Compost turning machines achieve multiple functions through mechanized operation, including windrow ventilation, material mixing, and precise temperature and humidity control. This not only significantly improves fermentation efficiency but also guarantees compost quality, serving as an important bridge connecting organic waste resource utilization with the production of high-quality organic fertilizer. It is widely used in large-scale farms, agricultural waste treatment centers, and organic fertilizer production enterprises.
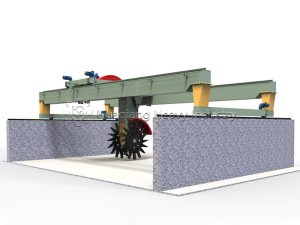
Aeration and oxygen supply are the most critical functions of the compost turning machine, directly determining the success of aerobic fermentation. The metabolic activity of aerobic microorganisms depends on sufficient oxygen. If the oxygen supply is insufficient, the compost pile can easily enter an anaerobic state, which not only slows down the decomposition rate but also produces malodorous gases such as hydrogen sulfide and methane, polluting the environment and reducing compost quality. The turning machine uses hammers, augers, and other components on the rotating drum to turn the compost pile, forcing air into the gaps between the materials and simultaneously expelling harmful gases from inside the pile, creating a beneficial gas circulation. Different models of turning machines have different emphases on aeration efficiency. The drum speed of the gantry-type turning machine is adjustable, usually controlled at 20-30 revolutions per minute, allowing for adjustment of the aeration depth according to the density of the compost pile. The trough-type turning machine utilizes a closed trench environment and ventilation pipes to achieve coordinated aeration and turning, increasing oxygen utilization by more than 30% compared to open windrows.
Material mixing and temperature and humidity control functions are crucial for ensuring the uniformity and stability of the compost. During the composting process, different areas of the material may have differences in temperature, humidity, and nutrient content. If the mixing is uneven, it can lead to incomplete fermentation in some areas, resulting in “partially fermented piles.” During the turning process, the compost turning machine thoroughly mixes the materials from the surface, middle, and bottom layers of the compost pile. It also uniformly blends conditioning agents such as straw and oil palm empty fruit bunches with raw materials like manure, ensuring the carbon-to-nitrogen ratio remains within the optimal range of 25:1-30:1. Most compost turning machines have a built-in intelligent watering system that uses sensors to monitor the pile’s humidity in real time. When the humidity drops below 50%, the nozzles automatically activate to add water; when the humidity exceeds 60%, enhanced turning and ventilation accelerate water evaporation, precisely controlling the pile’s humidity within the ideal range of 55%-60%. Simultaneously, the turning process effectively dissipates the heat generated by fermentation, preventing localized overheating (above 70℃) that could deactivate beneficial microorganisms. This stabilizes the pile temperature at 60-65℃, killing pathogens and weed seeds while maintaining microbial activity.
The pile shaping and auxiliary functions further enhance the continuity and convenience of compost production. While turning the material, the machine shapes the loose pile into uniform trapezoidal windrows, typically 1.5-2 meters high and 3-5 meters wide. This facilitates subsequent monitoring and secondary turning, while also ensuring the pile’s breathability and insulation. Some high-end models are equipped with hydraulic lifts that adjust the roller’s working depth according to the pile height, adapting to different windrow sizes; protective covers prevent material splashing during turning, reducing raw material loss and environmental pollution. The synergistic effect of these functions allows the compost turning machine to not only perform basic turning operations but also integrate material conditioning and pile shaping, significantly improving production efficiency.
The application of compost turning machines brings significant economic and environmental benefits. In terms of efficiency improvement, a medium-sized straddle-type compost turner can process 50-80 cubic meters of material per hour, equivalent to the workload of 30-50 people. This shortens the fermentation cycle of traditional composting from 45-60 days to 20-30 days. Regarding quality assurance, uniform aeration and mixing increase the organic matter content of the compost by 10%-15%, resulting in more balanced nutrients. In terms of cost control, automated operation significantly reduces labor costs and minimizes environmental treatment costs associated with odor emissions, promoting the efficient, green, and sustainable utilization of organic waste resources.
Integrated Systems: From Composting to Formulated Fertilizer
The high-quality compost produced by advanced fermentation composting technology for organic fertilizer is a primary raw material for downstream value addition. This technology is executed by various machines: a large wheel compost turner or windrow composting machine for open windrows, a chain compost turner for robust mixing, or a sophisticated self propelled compost production machine. For controlled, high-intensity decomposition, trough-type aerobic fermentation composting technology is employed. This entire machinery suite, often called an agriculture waste compost fermentation machine, represents the pinnacle of fermentation composting turning technology.
The stabilized compost can then be channeled into a broader equipments required for biofertilizer production. It can be used directly, blended with mineral fertilizers using a npk blending machine to create organic-inorganic compounds, or granulated into a premium product. For granulation, a disc granulation production line is often the ideal choice to shape the compost into uniform, spherical pellets. The integration of efficient turning equipment—whether a versatile large wheel compost turning machine or a precise chain compost turning machine—with these downstream processing lines creates a seamless, value-added production chain from waste to fertilizer.
This holistic approach maximizes resource recovery, allowing producers to create a diverse product portfolio ranging from pure organic compost to blended and granulated biofertilizers, meeting the specific needs of modern, sustainable agriculture.
NPK blending, a crucial process in fertilizer production, involves mixing pre-manufactured solid fertilizer particles to create customized nutrient formulations tailored to specific soil and crop needs. Unlike synthetic NPK production that involves chemical reactions, the raw materials for NPK blending are finished granules or prills that undergo no further chemical transformation. These materials are systematically categorized based on the nutrients they provide, supplemented by additives and fillers to optimize performance. Understanding the composition of these raw materials and their quality requirements is essential for producing effective, stable NPK blends.
The core raw materials for NPK blending are classified by their primary nutrient contribution: nitrogen (N), phosphorus (P), and potassium (K). Nitrogen sources form the foundation of many blends, with urea being the most widely used due to its high nitrogen content (46%), making it cost-effective and efficient for boosting foliage growth. Ammonium sulfate is a popular alternative, especially for sulfur-deficient soils, as it provides both nitrogen and sulfur. Ammonium nitrate, though common for its high nutrient density, requires careful handling due to safety considerations. Ammonium chloride serves as another nitrogen source option in pellet form, suitable for specific crop and soil conditions.
Phosphorus sources often double as dual-nutrient ingredients, enhancing the versatility of blends. Diammonium Phosphate (DAP) is a staple, offering both nitrogen and a high concentration of phosphorus, ideal for supporting root development and reproductive growth. Monoammonium Phosphate (MAP) is another widely used dual-nutrient granular material, valued for its stable properties and balanced nutrient ratio. For phosphorus-focused formulations, Triple Superphosphate (TSP) provides a concentrated phosphorus supply, while Single Superphosphate (SSP) offers lower phosphorus levels alongside additional sulfur, addressing multiple nutrient needs simultaneously.
Potassium sources are selected based on cost and crop sensitivity. Muriate of Potash (MOP), or potassium chloride, is the most common and economical option, providing roughly 60% potassium. However, for chloride-sensitive crops such as strawberries, potatoes, and citrus fruits, Sulfate of Potash (SOP) is preferred, as it delivers potassium without the harmful effects of chloride, ensuring crop health and quality.
To address specific soil deficiencies and improve overall plant health, blenders frequently incorporate secondary and micronutrients. Secondary nutrients include magnesium sulfate (kieserite), which supports chlorophyll formation; gypsum (calcium sulfate), which enhances soil structure and provides calcium; and dolomitic limestone, which regulates soil pH while supplying calcium and magnesium. Micronutrients, added in trace amounts, are critical for balanced plant growth, with common options including zinc, iron, manganese, boron, and copper—each playing a unique role in enzyme function and nutrient uptake.
Additives and fillers are essential for fine-tuning NPK blends and improving their physical properties. Fillers such as limestone, dolomite, and bentonite adjust the final product’s weight to meet target NPK ratios and regulate soil pH, ensuring compatibility with different growing environments. Coating agents are applied to prevent moisture absorption and clumping, enhancing the storage stability and handling efficiency of the blend, which is particularly important for bulk transportation and long-term storage.
Critical quality factors ensure the effectiveness of NPK blends, with physical compatibility being paramount. All raw material granules must be roughly the same size (typically 2–4mm) to prevent segregation during transport and application, ensuring uniform nutrient distribution. Moisture content is another key requirement—materials must be dry to avoid unwanted chemical reactions, clumping, or nutrient loss in the mix. These quality standards guarantee that the final blend performs consistently, delivering the intended nutrient benefits to crops.
In summary, NPK blending relies on a diverse range of finished fertilizer particles, secondary nutrients, micronutrients, and additives. The careful selection and combination of these raw materials, based on nutrient needs and physical compatibility, enable the production of customized blends that support sustainable agriculture. By adhering to strict quality requirements and tailoring formulations to specific soil and crop conditions, NPK blending ensures that plants receive balanced nutrition, maximizing yields and promoting long-term soil health.
From Blending to Integrated Granulation Production
The physical blending of pre-granulated materials is executed using specialized equipment like a npk bulk blending machine or a standard npk blending machine. These machines, which are essentially high-capacity fertilizer mixer machine units, homogenize different granular components without chemical change, relying on the uniform size and moisture of the raw materials. This process is distinct from the integrated npk fertilizer manufacturing process that involves chemical granulation. For producing chemically homogeneous NPK granules from raw powders, the industry relies on advanced npk fertilizer production technology, which centers on an npk granulation machine.
This granulation stage is the core of a complete npk fertilizer production line. The npk granulation machine technology can vary, commonly utilizing a rotary drum or pan agglomeration process where a liquid binder is sprayed onto tumbling powder. The entire suite of npk fertilizer granulator machine equipment, including mixers, granulators, dryers, and coolers, transforms raw materials into uniform, durable pellets. While a bulk blending fertilizer machine creates a physical mixture, the sophisticated npk fertilizer machine for chemical granulation creates a single, integrated granule where all nutrients are fused together, often resulting in better physical properties and nutrient synchronization.
Therefore, the choice between using blending equipment or a full granulation line depends on the desired product characteristics, raw material availability, and investment scale. Both are essential npk fertilizer production technology pathways serving different market segments within the compound fertilizer industry.
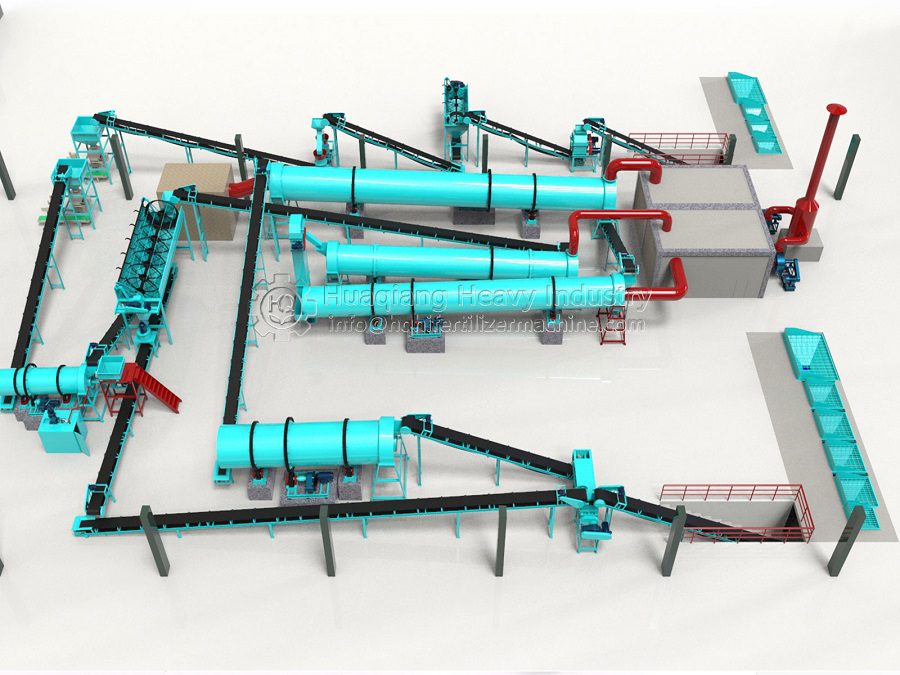
Springtime brings good news. In March 2025, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. (hereinafter referred to as “Huaqiang Heavy Industry”) successfully completed the installation and commissioning of a 30,000-ton extrusion granulation production line project tailored for a Malaysian client, officially entering the production phase. The successful completion of this project not only demonstrates Huaqiang Heavy Industry’s core strength in fertilizer equipment manufacturing but also signifies the continued improvement in the company’s product recognition in overseas markets, adding another bright spot to the “going global” strategy of China’s equipment manufacturing industry.
As a modern enterprise integrating R&D, production, sales, and after-sales service, Huaqiang Heavy Industry has always focused on the innovation and upgrading of complete sets of equipment for organic fertilizer and bio-organic fertilizer. With strong technical capabilities, a highly qualified workforce, and a professional CAD design center, the company can provide global clients with comprehensive one-stop services, from plant design, process improvement, equipment manufacturing to installation and commissioning, and formula optimization. For this Malaysian project, the client, based on local fertilizer production needs and raw material characteristics, specifically requested the construction of a highly efficient, stable, and environmentally friendly extrusion granulation production line. Huaqiang Heavy Industry, leveraging its extensive project experience and customized service capabilities, successfully won the client’s trust and cooperation.
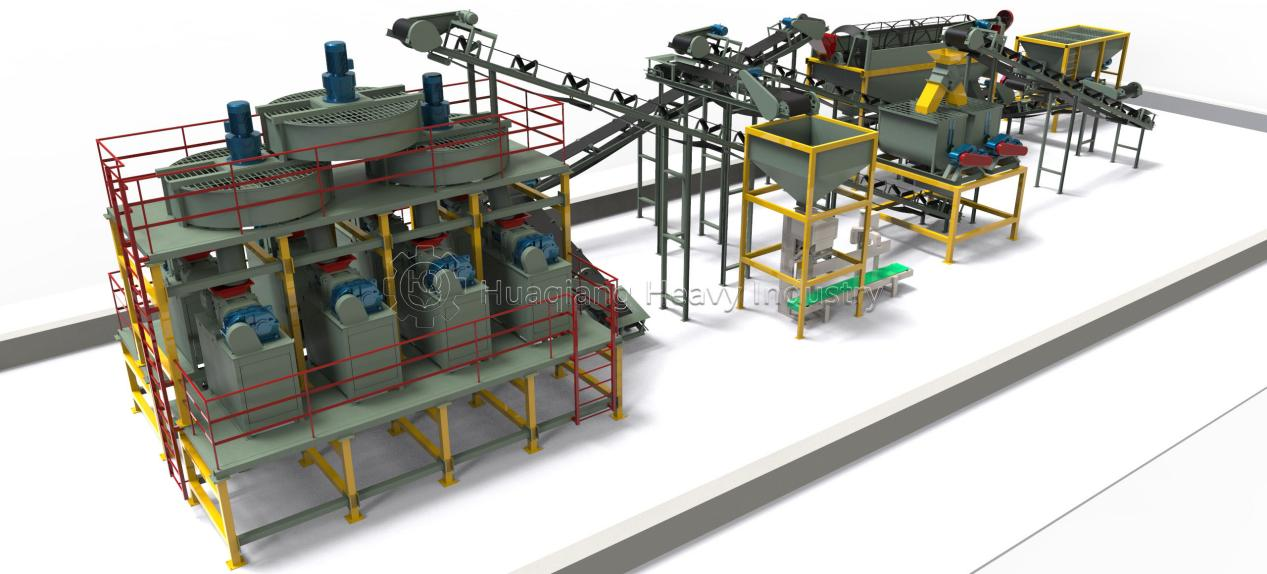
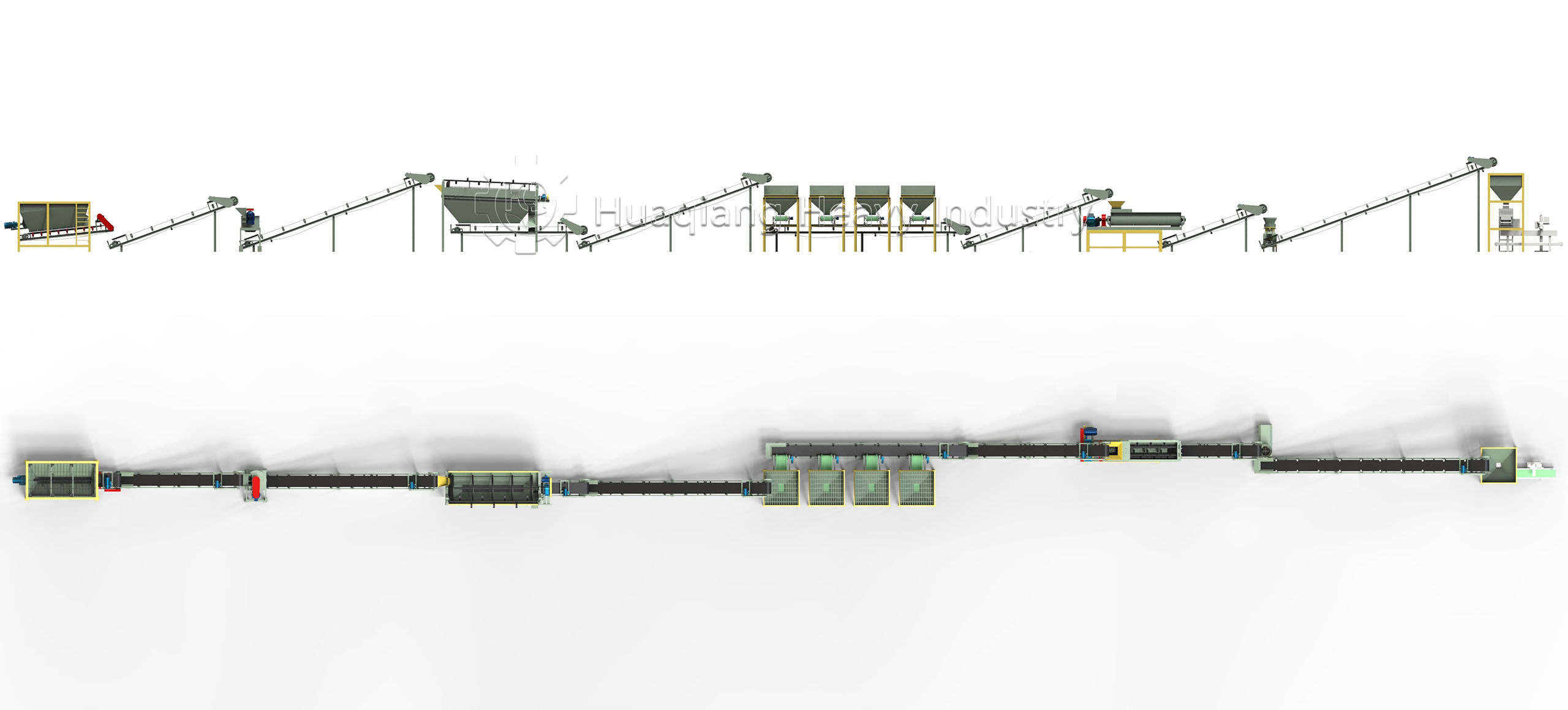
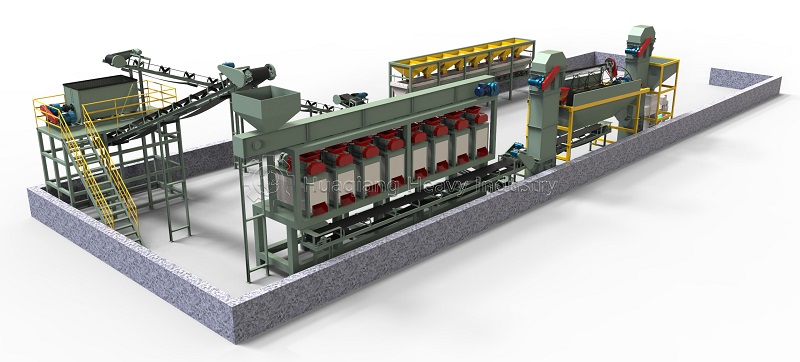
To ensure the smooth progress of the project, Huaqiang Heavy Industry assembled a professional project team, rigorously controlling every step from initial communication and solution design to equipment production and on-site installation. The extrusion granulation production line features a scientifically sound configuration. Its core equipment consists of four 2.0-meter extrusion granulators, coupled with a 120×250-meter double-screw horizontal mixer, a granulator feed buffer silo, and a 1.5×4.0-meter drum screen, among other key equipment. Efficient material transfer is achieved through belt conveyors of different specifications (2.14 meters, 4 meters, and 9 meters), while 7-meter and 9-meter return conveyors form a closed-loop production system, effectively improving raw material utilization and product qualification rates. The production line also incorporates core technologies from Huaqiang Heavy Industry’s self-developed multi-functional compound fertilizer equipment, boasting significant advantages such as compact structure, small footprint, reliable operation, and low dust entrainment, fully meeting Malaysia’s stringent environmental protection requirements.
During project implementation, Huaqiang Heavy Industry’s technical team transcended national borders, overcoming numerous challenges including geographical differences and complex construction environments. They provided on-site professional installation, commissioning, and technical guidance services, ensuring the production line was successfully put into operation according to the established timeline. During trial operation, all performance indicators of the production line met or exceeded customer expectations, demonstrating high material processing efficiency, excellent pelletizing effect, and stable product quality, earning high praise from the customer. “Huaqiang Heavy Industry’s equipment is not only technologically advanced, but their after-sales service is also very thorough. They follow up throughout the entire process from scheme design to implementation and commissioning, giving us no worries,” a customer representative said during the production line acceptance.
Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd.’s products already cover all parts of China. The success of this Malaysian extrusion granulation production line project represents another significant breakthrough in the company’s overseas market expansion. The company’s main products include ground-mounted compost turners, trough-type compost turners, crushers, dryers, coolers, screening machines, packaging machines, and customized organic fertilizer production lines ranging from 10,000 to 500,000 tons. These products have provided effective solutions for the harmless treatment of organic waste to numerous organic and inorganic bio-fertilizer plants and wastewater treatment plants worldwide. In recent years, some of the company’s products have been exported to multiple countries and regions, earning a good reputation in overseas markets thanks to reliable quality, advanced technology, and comprehensive after-sales service.
Adhering to a market-oriented approach, seeking development through innovation, striving for survival through quality, and gaining customer trust through comprehensive after-sales service are the core principles that Huaqiang Heavy Industry has always upheld. The successful commissioning of the Malaysian extrusion granulation production line project has not only accumulated valuable experience in implementing large-scale overseas projects for the company but also laid a solid foundation for future expansion into the global market. In the future, Huaqiang Heavy Industry will continue to deepen its focus on fertilizer equipment manufacturing, continuously increase investment in research and development, constantly enhance the core competitiveness of its products and its customized service capabilities, actively expand into overseas markets, and provide more international customers with high-quality complete sets of equipment and professional services, allowing “Made in China” to shine even brighter on the global stage.
Versatile Equipment for Diverse Fertilizer Production Needs
This successful Malaysian project exemplifies Huaqiang Heavy Industry’s expertise in extrusion granulation, a process centered on fertilizer granules compaction. The roller press granulator production line utilizes a high-pressure fertilizer compactor to form granules, which is a distinct technology within the broader npk fertilizer manufacturing process and organic fertilizer production. Beyond extrusion, the company’s portfolio encompasses a wide range of fertilizer production machine technology. For conventional npk manufacturing process involving wet granulation, a rotary drum granulator is often the core fertilizer processing machine.
The complete suite of equipments required for biofertilizer production extends further upstream. It includes aerobic fermentation equipment such as a large wheel compost turning machine for open windrows or a chain compost turning machine for efficient mixing. Following granulation, whether by extrusion or disc (as in an organic fertilizer disc granulation production line), a rotary screener is a critical fertilizer production machine for grading finished pellets. This diverse technological arsenal allows Huaqiang Heavy Industry to provide tailored solutions for every stage of fertilizer compaction and production.
Therefore, a manufacturer’s capability lies not in a single machine, but in mastering and integrating multiple production pathways—from composting and blending to various granulation and finishing technologies—to meet the specific formulation, capacity, and quality requirements of clients worldwide.
We warmly welcome people from all walks of life to visit us, provide guidance, and discuss business with us, joining hands to create a new future for green agricultural development!
In numerous industries such as mining, building materials production, chemical processing, and grain storage, vertical material lifting is a crucial link connecting different production stages. As a mechanical device specifically designed for the continuous vertical conveying of bulk materials, the bucket elevator, with its unique bucket-type conveying structure, can efficiently lift bulk or small-piece materials such as coal, ore, cement, and grain from low to high places, becoming a core piece of equipment in industrial production for bridging vertical heights and optimizing material flow. Its continuous and stable lifting capacity solves the problem of conveying materials with high drops, providing reliable vertical conveying guarantees for large-scale production.
The stable and efficient operation of the bucket elevator relies on a scientifically sound structural design, with each core component working in tandem to form a complete lifting system. The buckets (barrels) are the core components that carry the materials, and their shape and size are precisely designed according to the material characteristics—deep buckets are used for granular materials, while shallow buckets or buckets with pointed bottoms are used for powdery materials, ensuring stable loading and thorough unloading. The traction component comes in two types: chain and belt. It connects the buckets and provides lifting power. The chain type is suitable for heavy-duty and high-temperature conditions, while the belt type is suitable for conveying lightweight materials. The drive unit consists of a motor, reducer, and drive sprocket (or drive roller), providing stable driving force to the traction component. The speed is adjusted by the reducer to adapt to different lifting rhythms. The feed inlet is located at the bottom of the equipment, facilitating smooth material entry into the buckets; the discharge outlet is located at the top, ensuring accurate discharge of the lifted material. The support and frame provide stable structural support for the entire equipment, resisting vibration and load during the lifting process and ensuring stable operation. The tensioning device can flexibly adjust the tension of the traction component to prevent slippage or slack during operation; guiding devices such as guide wheels and guide rails guide the buckets to rise and fall smoothly along a fixed trajectory, preventing deviation and collision.
The bucket elevator operates on a simple and efficient principle, achieving continuous conveying through a cyclical process of “loading-lifting-unloading-returning.” During operation, material first enters the waiting hopper through the bottom feed inlet, completing the loading process. Then, the drive unit starts, using a traction component to propel the hopper smoothly upwards along the guide rail or groove, with the material rising synchronously. During this process, the enclosed lifting space effectively prevents material spillage. When the hopper reaches the upper part of the equipment, it automatically tilts under gravity or centrifugal force, emptying the material through the discharge port to a designated location. The empty hopper then returns along the other guide rail to the bottom feed inlet, ready for the next loading cycle. The entire process is continuous and uninterrupted, ensuring both lifting efficiency and orderly material transfer.
The unique structure and working principle give bucket elevators many significant advantages, making them adaptable to the vertical conveying needs of various industries. High lifting height is its core competitive advantage, enabling it to achieve significant vertical lifting heights, perfectly suited for conveying scenarios requiring traversing large height differences, such as high-rise buildings and elevated silos. With outstanding high-efficiency lifting capacity, bucket elevators achieve highly efficient vertical material transfer through continuous bucket circulation, far exceeding the efficiency of traditional vertical conveying equipment and adapting to large-scale production rhythms. They are highly adaptable, handling various bulk or small-piece materials such as coal, ore, cement, and grain. By changing the bucket type and traction components, they can flexibly adapt to different material characteristics and operating conditions. Excellent sealing performance is another major highlight; the enclosed lifting channel effectively reduces material loss and dust emission, making it particularly suitable for dust-sensitive industries such as chemicals and grain processing. The vertical layout makes it compact, occupying only 1/5 to 1/3 of the floor space of horizontal conveying equipment, greatly saving space and making it suitable for production environments with limited space. Furthermore, the equipment structure is relatively simple, core components are easy to inspect and replace, daily maintenance is convenient, and long-term operating costs are low.
From ore lifting in mines to cement transfer in building material plants, from raw material transportation in chemical plants to grain storage in grain warehouses, bucket elevators, with their core advantages of high efficiency, stability, and compactness, provide strong support for vertical material conveying in various industries. Against the backdrop of industrial production transforming towards intensification and efficiency, this core equipment focused on vertical conveying not only optimizes the production process layout and improves production efficiency, but also aligns with the development trend of environmentally friendly production, becoming an important basic equipment for promoting the upgrading of material conveying systems in various industries.
Material Flow and Granulation in Fertilizer Manufacturing
Bucket elevators are a quintessential example of the essential conveying equipment in fertilizer production line. They form a vital link within a complete professional fertilizer manufacturing equipment setup, vertically transferring raw materials like crushed ore, powdered fertilizers, or pre-processed compost between different stages. For instance, in an npk fertilizer production process, a bucket elevator may lift blended powder from a npk bulk blending machine to the feed hopper of a granulator. Similarly, in an organic fertilizer production line, it can convey cured compost from a windrow composting machine (or windrow machine) to the granulation unit.
This reliable vertical transport enables efficient feeding into the core shaping equipment. The material may be directed to a disc granulator (part of a disc granulation production line), where the disc granulator for shaping forms spherical pellets. Alternatively, it could feed a double roller press granulator in a roller press granulator production line for compaction granulation, or even a flat die pelleting machine. These fertilizer raw material processing machinery and equipment units—whether for an npk fertilizer production line or a bio organic fertilizer production line—rely on seamless material handling to ensure continuous, high-volume output.
Therefore, the integration of robust conveying systems like bucket elevators with specialized granulators such as the disc granulator machine is fundamental. It creates a synchronized, automated flow that maximizes the efficiency of the entire fertilizer manufacturing operation, from raw material intake to finished product dispatch.
In the context of energy and materials transformation, the high-value utilization of lignocellulosic waste has become a research hotspot. Oil palm empty fruit bunches (OPEFB), as a major byproduct of the oil palm industry, have great development potential due to their rich lignocellulosic components that can be converted into biofuels or cellulose fibers. However, the complex three-dimensional structure of lignocellulose, particularly the content and distribution of lignin, greatly limits its degradation efficiency. Therefore, pretreatment is a crucial step in unlocking its value. Various pretreatment methods exist for oil palm empty fruit bunches, encompassing biological, physical, chemical, and physicochemical approaches. Among these, chemical pretreatment, due to its stable delignification efficiency and wide applicability, has become the most commonly used technical route. It mainly includes alkaline pretreatment, dilute acid pretreatment, and organic solvent delignification. Different methods have their own characteristics, and combinations of multiple methods can achieve efficient delignification.
Alkaline pretreatment is one of the most widely used methods in the chemical pretreatment of oil palm empty fruit bunches. Its core principle is to break the ester bonds between lignin and hemicellulose using alkaline reagents, promoting the depolymerization and dissolution of lignin, while simultaneously removing some hemicellulose. This exposes the cellulose structure and improves the accessibility for subsequent enzymatic hydrolysis. Commonly used alkaline reagents include sodium hydroxide and potassium hydroxide. Potassium hydroxide is particularly suitable because it aligns with the high potassium content of oil palm empty fruit bunches, enabling nutrient recycling. The advantages of this method are relatively mild reaction conditions, minimal damage to cellulose, and good preservation of the target product yield, making it suitable for large-scale application in biofuel production.
Dilute acid pretreatment, on the other hand, focuses on breaking down hemicellulose, indirectly achieving an auxiliary delignification effect. Using dilute acids such as sulfuric acid and hydrochloric acid under heating conditions, hemicellulose can be rapidly hydrolyzed to produce pentose sugars, disrupting the integrity of the lignocellulosic structure and loosening the bond between lignin and cellulose, facilitating subsequent separation. The outstanding features of this method are its fast reaction rate, significant improvement in raw material digestibility, and lower reagent costs, making it suitable for processes that prioritize the recovery of hemicellulose. However, it should be noted that dilute acids may cause corrosion to the equipment, and excessive acid can damage the cellulose structure; therefore, reaction conditions need to be strictly controlled.
Organic solvent delignification is a highly selective pretreatment method that uses organic solvents such as ethanol and acetone to selectively dissolve lignin under certain temperatures and pressures, achieving efficient separation of lignin from cellulose and hemicellulose. The advantages of this method include high delignification efficiency, the ability to recover high-purity lignin byproducts, and minimal damage to cellulose and hemicellulose, which is beneficial for the subsequent preparation of high-quality cellulose fibers or bio-based chemicals. However, the high cost of organic solvent recovery and the toxicity and flammability of some solvents limit its large-scale application, and it is currently more often used in the research and development of high-value-added products.
Single chemical pretreatment methods often have limitations; for example, alkaline pretreatment has limited effectiveness in removing hemicellulose, and dilute acid pretreatment can easily damage cellulose. Therefore, combining different chemical methods, or combining them with physical and biological methods, can achieve complementary advantages and significantly improve delignification efficiency. For example, removing hemicellulose with dilute acid first, followed by alkaline pretreatment to remove lignin, can significantly improve the subsequent enzymatic hydrolysis effect. In the future, by optimizing pretreatment process parameters and developing green and environmentally friendly chemical reagents, the chemical pretreatment technology of oil palm empty fruit bunches will develop towards efficiency, low cost, and sustainability, laying a solid foundation for its high-value utilization.
From Pretreatment to Pellet: The Fertilizer Production Pathway
Following effective chemical pretreatment, OPEFB becomes a valuable carbon-rich component for organic fertilizer. To be integrated into a commercial organic fertilizer manufacturing system, the processed fibers often require composting. This can be efficiently managed using a large wheel compost turning machine or a chain compost turning machine to aerate windrows, ensuring thorough biological stabilization. Once cured, this compost forms the base material for the granulation stage, a critical phase of organic fertilizer production granulation. The choice of granulation technology is diverse: for spherical granules, an organic fertilizer disc granulation production line is common, while an organic fertilizer combined granulation production line might integrate multiple shaping methods.
The selection of specific fertilizer raw material processing machinery and equipment depends on the desired final product form. For dense, cylindrical pellets, a flat die press pellet machine for sale offers an efficient extrusion solution. For operations seeking space and process efficiency, a new type two in one organic fertilizer granulator that combines mixing and granulation in a single unit can be highly effective. This integrated approach ensures that pretreated lignocellulosic materials like OPEFB are transformed into consistent, easy-to-handle fertilizer products with improved nutrient delivery and soil amendment properties.
This complete pathway—from chemical delignification and composting to precision granulation—demonstrates how agricultural byproducts can be systematically upgraded into standardized, high-value organic fertilizers, contributing to a circular economy in agriculture.