The selection of a fertilizer granulator directly impacts production efficiency, product quality, and overall costs. The key is to match the granulator to your specific production needs. Consider key dimensions such as fertilizer type, production capacity, and finished granule requirements.
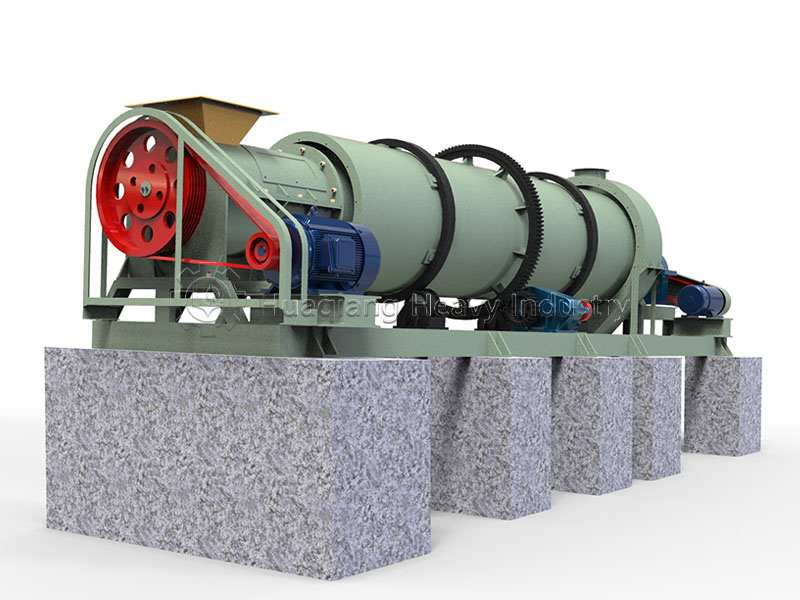
Prioritize based on fertilizer type. For organic fertilizers, rotary drum granulators or disc granulators are recommended. Both are suitable for fermented and composted organic materials such as livestock manure and straw. Rotary drum granulators are better suited for large-scale production, while disc granulators are suitable for small to medium-sized production capacities and scenarios requiring high granule uniformity. For compound fertilizers, consider rotary drum granulators or double roller press granulators. Rotary drum granulators are suitable for multi-material mixing and granulation, while double roller press granulators do not require additional water and are suitable for heat-sensitive and water-soluble raw materials.
Refine your selection based on production capacity. For small to medium capacities (50-200 tons per day), a disc granulator is a good choice due to its small footprint, simple operation, and low investment cost. For medium to large capacities (over 200 tons per day), a rotary drum granulator is recommended due to its strong continuous production capacity and high stability, and it can be integrated into a complete production line for automated operation. For small-batch trial production or processing of special materials, the flexibility of a double roller press granulator is more advantageous.
Consider finished granule requirements and costs. If high granule strength and uniform particle size are required, rotary drum granulators and double roller press granulators perform better; for high granule roundness requirements, a disc granulator is the preferred choice. Also consider energy consumption and environmental requirements, prioritizing models with good sealing and effective dust control to reduce future environmental investment. By considering all these dimensions, you can select a granulator that perfectly matches your production needs.
In the field of organic fertilizer production, equipment integration has become a key trend for reducing costs and increasing efficiency. The emergence of the new type two in one organic fertilizer granulator is fundamentally changing traditional production models. This equipment, which integrates mixing and granulation functions, not only solves the problem of high material transfer losses in traditional production lines but also becomes the preferred choice for small and medium-sized fertilizer plants seeking intensive production.
Compared to single-function fertilizer granulators, the two-in-one equipment seamlessly connects the mixing and granulation stages, eliminating the need for intermediate conveying equipment. Material loss rate is reduced from the traditional 5%-8% to 1%-2%, while saving 30%-50% of floor space. Its core advantage lies in its strong adaptability; whether processing livestock and poultry manure, straw, or other organic waste, or producing bio-organic fertilizers, parameters can be flexibly adjusted through the PLC control system without requiring large-scale equipment modifications.
In terms of production efficiency, a single machine can produce 1-5 tons of granular organic fertilizer per hour, an increase of 20%-40% compared to traditional separate equipment. The granules have a sphericity of over 85% and a strength of 10-30N, meeting the transportation and application needs of farmland and orchards. Even more noteworthy is the 15%-25% reduction in energy consumption per unit of product, reducing the number of motors and labor costs, perfectly aligning with the current pursuit of low cost and high output in fertilizer plants.
For companies planning to expand their organic fertilizer production lines, this equipment can also be integrated with NPK fertilizer production lines to process organic-inorganic compound fertilizers. Today, more and more fertilizer plants are incorporating this two-in-one granulator into their production upgrade plans, promoting the resource utilization of organic waste while injecting new impetus into the development of green agriculture.
Composting is the core process in the production of bio-organic fertilizers. High-quality compost relies on scientific operation and the rational use of bio-organic fertilizer composting equipment. In practice, many misconceptions can lead to composting failure and reduced fertilizer efficiency. Understanding common mistakes and how to avoid them is crucial.
The primary mistake is an imbalance in raw material ratios. Blindly piling up a single raw material leads to an imbalance in the carbon-to-nitrogen ratio, resulting in either slow decomposition or the production of foul odors. Solution: Mix raw materials at a ratio of 25:1-30:1, such as livestock manure mixed with straw, and use a fertilizer mixer to ensure thorough mixing, guaranteeing balanced nutrients and supporting microbial activity.
Improper moisture control can easily cause problems. Excessive moisture leads to oxygen deficiency and foul odors in the compost pile, while insufficient moisture results in insufficient microbial activity. Correct practice: Control the moisture content at 50%-60%, ideally when the material can be squeezed into a ball without dripping water between the fingers. Add water when dry and add dry straw to adjust moisture when too wet.
Infrequent or improper turning of the compost pile is a key problem. Lack of turning easily leads to anaerobic fermentation, while shallow turning results in uneven oxygen supply to the materials. Recommendation: After the pile temperature reaches above 60℃ and is maintained for 3-5 days, use a compost turning machine for deep turning to ensure that the materials are fully exposed to oxygen.
In the entire organic waste treatment process, screening is a core pre-treatment step, requiring specialized equipment such as drum screener machine or vibration screener machine. Its core value lies in removing impurities and optimizing material characteristics through physical classification, laying a solid foundation for subsequent processes such as fermentation and resource utilization.
The primary function is to remove impurities and ensure the safe and smooth operation of equipment. Inert impurities such as stones, metals, and plastics mixed in organic waste can easily wear and clog equipment such as fermentation tanks and mixers. Precise screening with a fertilizer screener machine effectively separates impurities, reduces operating and maintenance costs, and ensures a continuous and stable treatment process.
Secondly, it involves material classification to optimize the effectiveness of subsequent processes. Organic waste of different particle sizes has significantly different fermentation efficiencies. Screening can classify materials by particle size: fine materials can fully contact microorganisms and oxygen, improving the speed and uniformity of composting; coarse materials can be returned to the crushing system for reprocessing, preventing incomplete fermentation and uneven nutrient distribution in the final product.
Furthermore, screening improves the quality of resource-recovered products. When producing organic fertilizer from organic waste, fine screening with a fertilizer screener machine removes uncomposted coarse particles and residual impurities, ensuring uniform particle size and purity of the organic fertilizer. At the same time, the materials classified by drum screener machine and vibration screener machine can be adapted to different resource utilization pathways, improving resource utilization efficiency.
In summary, screening is a crucial link connecting the pre-treatment and deep treatment of organic waste, playing an irreplaceable role in improving treatment efficiency, reducing costs, and ensuring resource utilization value.
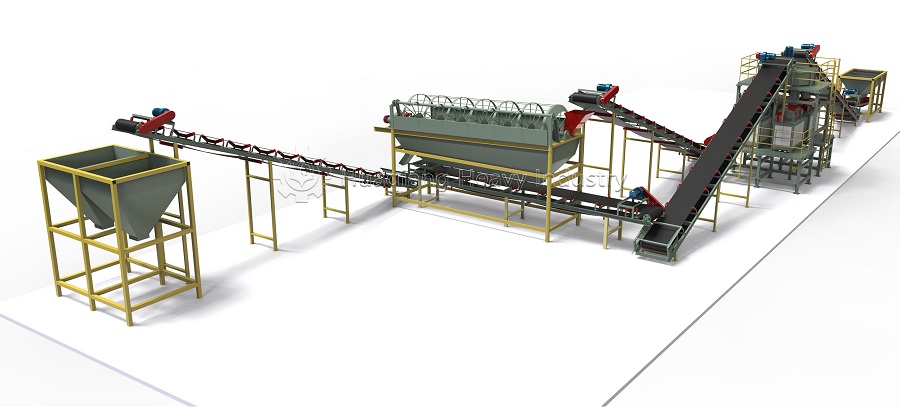
Modern fertilizer production is transforming towards high efficiency and diversification. The organic fertilizer disc granulator, as a core organic fertilizer production equipment, has become the preferred choice for small and medium-sized organic fertilizer production lines due to its simple structure, flexible operation, and wide adaptability. It is widely used in the granulation of various organic raw materials.
Its technical characteristics precisely match modern production requirements. The equipment adopts an inclined rotating disc structure, and the particle size of 2-6 mm can be precisely controlled by adjusting the rotation speed and inclination angle. The formed granules have high sphericity and uniform strength, meeting commercial fertilizer standards. It also features low energy consumption and a small footprint, eliminating the need for complex organic fertilizer production equipment. It can be used to build simple production lines or integrated into segmented processes of large-scale production lines.
Its application scenarios are diverse, adapting to the granulation needs of various organic fertilizer production lines. For conventional raw materials such as livestock and poultry manure and straw fermentation materials, it can directly granulate without excessive pre-treatment; in organic-inorganic compound fertilizer production, it can precisely mix raw materials to achieve uniform nutrient encapsulation; for special waste residues such as mushroom residue and pharmaceutical residue, it can efficiently granulate after simple pre-treatment.
The widespread application of this equipment lowers the operating threshold for small and medium-sized organic fertilizer production lines and promotes the transformation of fertilizer production towards green and low-carbon practices. As a key organic fertilizer production equipment, it maximizes the retention of nutrients in raw materials and reduces losses. The resulting organic fertilizer is suitable for planting a variety of crops, providing crucial support for the development of ecological agriculture.
Fermentation, a vital biochemical process driven by microorganisms, is widely applied in food production, energy generation, and agriculture. In 2026, fermentation is typically classified by its primary end products or industrial technical methods. Based on biochemical pathways, there are four main types of fermentation: lactic acid fermentation, alcoholic (ethanol) fermentation, acetic acid fermentation, and butyric acid/alkali fermentation. Beyond these well-known categories, fermentation also plays a foundational role in organic fertilizer production, converting organic wastes into nutrient-rich, plant-friendly fertilizers through microbial decomposition. Understanding these fermentation types and their agricultural applications is key to leveraging microbial activity for sustainable production.
Lactic acid fermentation is dominated by lactic acid bacteria, such as Lactobacillus, which convert sugars like glucose or lactose into lactic acid. This process is anaerobic, meaning it occurs without oxygen, and the resulting lactic acid lowers the environment’s pH, inhibiting harmful microbes—making it ideal for food preservation. Its most common applications include the production of dairy products like yogurt and cheese, as well as fermented vegetables such as sauerkraut, kimchi, and pickles. In the human body, lactic acid fermentation also takes place in muscle cells during intense exercise when oxygen supply is insufficient, producing lactate that causes muscle fatigue. While less directly used in organic fertilizer production, lactic acid bacteria are occasionally added as probiotics to improve soil microbial balance, indirectly enhancing fertilizer efficiency.
Alcoholic (ethanol) fermentation is primarily carried out by yeasts, especially Saccharomyces cerevisiae, or certain bacteria. These microbes break down sugars into ethanol and carbon dioxide (CO₂) in anaerobic conditions. This process is the backbone of the alcoholic beverage industry, used to make beer, wine, and spirits. In baking, the CO₂ produced causes dough to rise, creating the light texture of bread. In organic fertilizer production, alcoholic fermentation can occur during the initial decomposition of carbohydrate-rich organic wastes, such as crop straw or grain residues. However, it is often a transitional stage, as subsequent microbial communities convert ethanol and other intermediates into more stable organic compounds that serve as plant nutrients.
Unlike the previous two anaerobic processes, acetic acid fermentation is aerobic, requiring oxygen. It involves Acetobacter bacteria oxidizing ethanol into acetic acid, the main component of vinegar. This process remains critical in 2026 for food preservation and the production of fermented beverages like kombucha. In organic fertilizer production, acetic acid fermentation can occur in well-aerated compost piles or fermentation systems. The acetic acid produced helps decompose complex organic matter, such as lignin in plant residues, and adjusts the pH of the fermentation matrix, creating a favorable environment for other beneficial microbes involved in nutrient transformation. Additionally, the acidic environment can suppress pathogenic bacteria in organic wastes, improving the safety of the final organic fertilizer.
The fourth main type is context-dependent, categorized as either butyric acid fermentation or alkali fermentation. Butyric acid fermentation is performed by Clostridium bacteria, which convert sugars into butyric acid under anaerobic conditions. It is used in the production of specific cheeses and as a precursor for biofuels. Alkali fermentation, common in Asian condiments, involves the breakdown of proteins and fats into ammonia and alkaline compounds, such as in the production of natto or fermented fish. In organic fertilizer production, this category aligns with the decomposition of protein-rich organic materials, such as animal manure or food waste. Microbes like Clostridium and proteolytic bacteria break down proteins into amino acids, ammonia, and other alkaline compounds, which are then further converted into stable nitrogen-containing nutrients essential for plant growth. This process is particularly important in the fermentation of animal-derived organic wastes, transforming potentially odorous and harmful substances into safe, nutrient-dense fertilizer.
It is worth noting that in industrial manufacturing contexts, such as biofertilizer production, fermentation is also classified by physical state: submerged fermentation (SmF), where microbes grow in liquid nutrient broth, and solid-state fermentation (SSF), where microbes grow on moist solid substrates with little to no free water. SSF is particularly widely used in organic fertilizer production, utilizing solid organic wastes like crop straw, manure, and agricultural by-products as substrates. This method is cost-effective and efficient, as it directly converts bulky organic wastes into granular or powdered fertilizers, realizing resource recycling. In 2026, the application of SSF in organic fertilizer production is increasingly optimized, with locally available biomass resources being used to cultivate beneficial microbes, reducing production costs and supporting a circular bioeconomy.
In summary, the four main types of fermentation based on biochemical pathways each have unique microbial drivers, end products, and applications. Beyond food and beverage production, these fermentation processes are integral to organic fertilizer production, enabling the transformation of organic wastes into valuable agricultural inputs. By harnessing microbial activity through fermentation, the organic fertilizer industry not only addresses waste management challenges but also promotes sustainable agriculture by reducing reliance on chemical fertilizers.
Scaling Fermentation: Industrial Composting and Granulation Systems
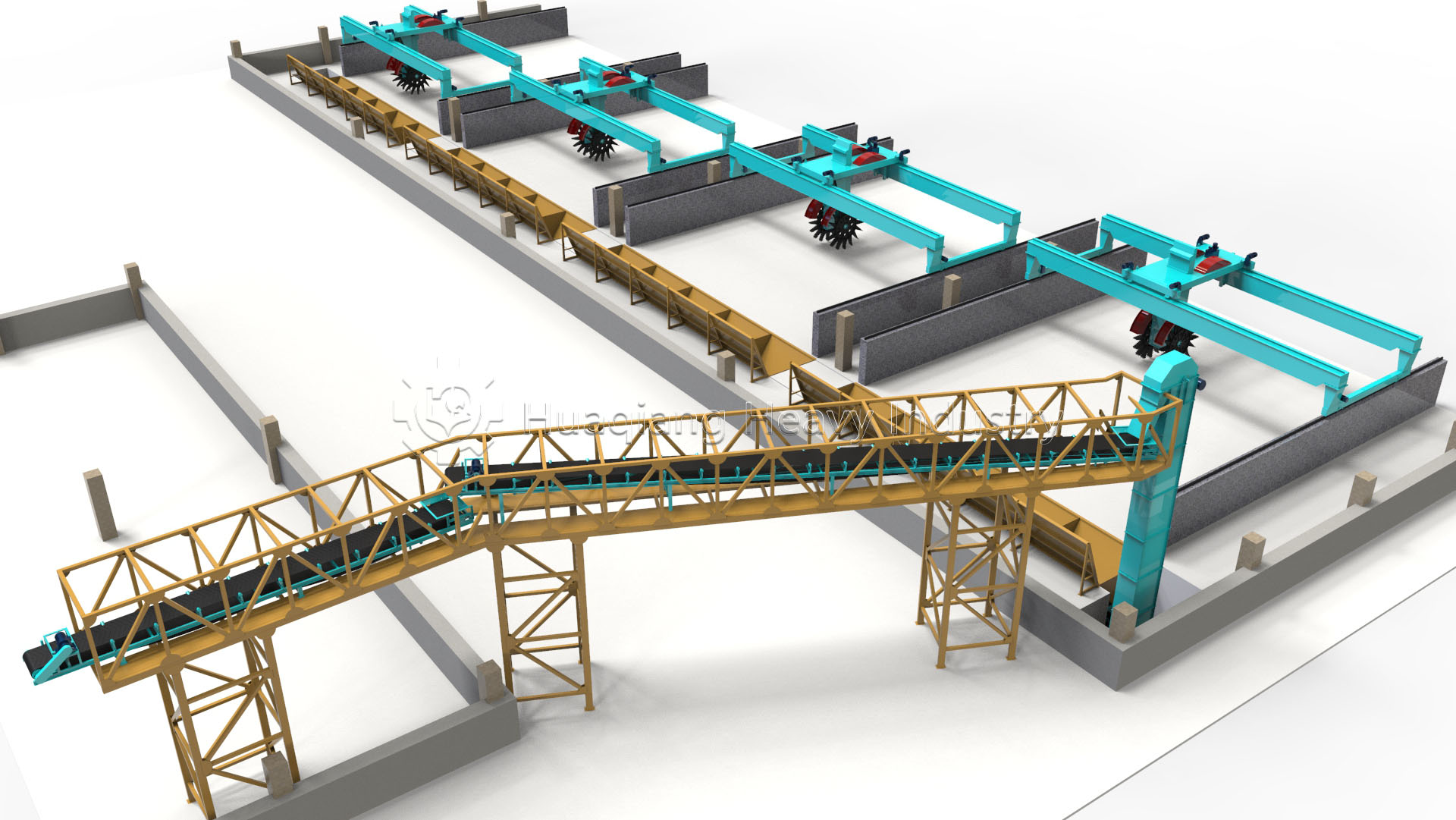
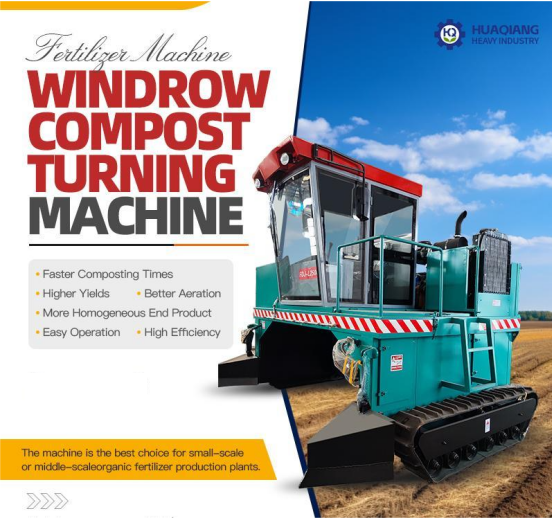
To industrialize the organic fertilizer fermentation process and manage the complex interplay of microbial activities, specialized mechanical systems are essential. Advanced fermentation composting technology for organic fertilizer relies on equipment that ensures consistent aeration, temperature control, and homogenization. In windrow systems, a windrow composting machine or a robust chain compost turner moves along elongated piles, providing the necessary turning. For more controlled, high-intensity processing, trough-type aerobic fermentation composting technology is employed, where a trough-type compost turner or a high-capacity large wheel compost turner operates within a concrete channel, optimizing oxygen supply and accelerating decomposition. This entire mechanical framework is the cornerstone of modern fermentation composting turning technology.
Following successful fermentation, the cured compost enters the next phase of the equipments required for biofertilizer production. This includes a multiple silos single weigh static batching system for precisely blending the compost with other powdered amendments. The blended material is then shaped using fertilizer granulation technology, often via a disc granulation production line, to create uniform, market-ready pellets. The integration of efficient turning machinery—from a simple chain compost turning machine to sophisticated trough systems—with downstream processing equipment creates a seamless, scalable production chain that transforms raw organic waste into a stable, high-value agricultural input.
Thus, the biochemical principles of fermentation are physically enabled and scaled by these specialized machines. The choice of composting technology directly influences the efficiency of the microbial process, the quality of the organic base, and ultimately the performance of the final granulated biofertilizer, closing the loop in sustainable nutrient management.
When it comes to using Diammonium Phosphate (DAP) fertilizer, a common question among growers is “How long does DAP stay in the soil?” The answer is not one-dimensional, as DAP’s two key components—Nitrogen (N) and Phosphorus (P)—behave drastically differently in the soil environment. While the nitrogen in DAP is short-lived, lasting only days to weeks before being used up or lost, phosphorus binds tightly to soil particles and remains for months to years. Understanding this stark contrast is essential for optimizing DAP application timing and method, ensuring crops can access these nutrients when needed most.
The nitrogen component in DAP is characterized by quick conversion and short-term availability. Once DAP is applied to the soil, it dissolves rapidly, releasing ammonium ions (\(NH_{4}^{+}\))—a form of nitrogen that plants can absorb. However, soil microbes quickly convert ammonium into nitrate ions (\(NO_{3}^{-}\)), another absorbable form but one that is highly mobile. This mobility means nitrogen does not stay in its plant-available state for long. Within just a few days to a couple of weeks, most of the nitrogen from DAP is either taken up by growing plants, leached away with water, or converted into forms unavailable to plants. This short retention period explains why the nitrogen in DAP is primarily a source of immediate nutrition for crops in their early growth stages.
In sharp contrast, phosphorus from DAP has a much longer presence in the soil but with decreasing availability over time. Unlike nitrogen, phosphorus binds tightly to soil particles, particularly in soils with high clay or iron oxide content. This strong binding prevents phosphorus from leaching, making it stay in the soil for months to even years. However, this stability comes at a cost: over time, phosphorus reacts with other soil elements to form less soluble compounds, significantly reducing its availability to plants. Soil pH further amplifies this effect— in soils with a pH above 7.5, phosphorus availability drops drastically, as it forms insoluble precipitates that roots cannot easily absorb. Thus, while phosphorus remains in the soil long-term, its ability to nourish crops diminishes steadily unless replenished.
These differing behaviors of nitrogen and phosphorus in DAP dictate critical application considerations. Timing is paramount: since nitrogen is only available short-term and phosphorus needs time to become accessible to roots, applying DAP at planting or shortly before sowing ensures crops get the immediate nitrogen boost they need while allowing phosphorus to start breaking down into absorbable forms. Placement also matters greatly. As phosphorus moves very slowly in the soil, broadcasting DAP across the entire field is less effective than banded application—placing the fertilizer near the root zone, as recommended by Titan Pro. This targeted placement ensures young roots can easily reach both the quick-acting nitrogen and the slowly available phosphorus, maximizing nutrient uptake efficiency.
In summary, the retention time of DAP in the soil hinges on its two main nutrients: nitrogen persists for days to weeks, while phosphorus remains for months to years but becomes less available over time. This difference is not a flaw but a characteristic that growers can leverage with proper management. By aligning application timing with crop growth stages and using targeted placement methods, farmers can fully utilize DAP’s nutrient potential, ensuring both immediate and long-term nutrition for healthy, high-yielding crops.
From Raw Materials to Balanced NPK Granules
The distinct behaviors of nutrients like those in DAP underscore the value of balanced NPK formulations. To produce these, the npk fertilizer manufacturing process begins with precise formulation. Ingredients like DAP, urea, and potash are accurately proportioned using a npk bulk blending machine for physical mixes or fed as raw powders for chemical granulation. The core of the manufacturing of npk fertilizer is the granulation stage, where advanced npk fertilizer production technology integrates all nutrients into each pellet. This is achieved through an npk granulation machine, which applies specific npk granulation machine technology, such as rotary drum agglomeration with a liquid binder or dry compaction.
The selection of the right npk fertilizer machine is critical. A complete npk fertilizer production line might use a fertilizer roller press machine for dry compaction, ideal for moisture-sensitive blends. Alternatively, other npk fertilizer granulator machine equipment like a rotary drum or pan granulator is chosen for wet processes. This sophisticated npk fertilizer granulator machine system ensures that the short-term nitrogen and long-term phosphorus from components like DAP are uniformly locked into a single, durable granule, providing synchronized nutrient release tailored to crop uptake patterns.
Thus, modern production moves beyond simple blending with a bulk blending fertilizer machine to create chemically homogenous products. This industrial process allows for the creation of specialized NPK grades that manage the contrasting soil behaviors of individual nutrients, delivering them in a more efficient and predictable package for the farmer.
At the end of August 2025, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd.’s customized 8-ton/hour extrusion granulation production line for a Malaysian client completed full-process commissioning and officially entered the mass production stage. With its core advantages of high capacity, high precision, and low energy consumption, this production line perfectly adapts to local raw material characteristics and environmental standards. Its modular design and intelligent configuration have become a typical model for high-end extrusion granulation equipment exported overseas.
Production Line Core Configuration and Process Link
The entire production line follows a closed-loop process design of “pre-treatment – mixing – granulation – post-treatment – finished product packaging.” Each unit of equipment is precisely matched and works in synergy for high efficiency, achieving an automation level of over 90%.
Raw Material Pre-treatment and Mixing Unit
The raw material conveying system uses three belt conveyors of different specifications, respectively responsible for raw material transfer, intermediate material connection, and return material conveying. The conveyor belt width is adapted to the 8-ton/hour capacity requirement, ensuring smooth operation without material spillage, and improving conveying efficiency by 15% compared to conventional equipment.
The core mixing equipment uses two 1.2×3.0 meter twin-shaft horizontal mixers with counter-rotating blades, ensuring a mixing uniformity error of ≤3%. The equipment is equipped with a variable frequency speed control system, allowing for flexible speed adjustment based on raw material moisture content and proportions, ensuring the moisture content of the mixed materials is stably controlled within the optimal granulation range of 28%-32%.
The core granulation unit utilizes four 2.5-type double-roller extruders operating in parallel. Each machine has a capacity of 2.2 tons per hour, achieving a total designed capacity of 8 tons per hour when operating together. The rollers are made of high-chromium alloy, achieving a hardness of HRC60 or higher after quenching treatment, resulting in three times the wear resistance of ordinary materials and extending the service life to over 8000 hours.
The granulators employ a hydraulic pressure regulation system, allowing for precise control of the extrusion pressure within the range of 5-15 MPa, suitable for granulating various materials such as organic fertilizers and compound fertilizers. The roller surface features a customized serrated design, effectively enhancing material gripping force and maintaining a stable granulation rate above 92%. Particle size is uniformly controlled within 3-5mm, meeting customers’ standardized production requirements.
Post-processing and Environmental Protection Unit: The screening stage is equipped with one 1.8×6.0 meter double-layer drum screen. It employs a grading design; the upper screen separates large pieces of material, while the lower screen filters qualified particles. Unqualified material is directly returned to the mixer for regranulation via a return conveyor belt, achieving a material utilization rate of 98%.
The environmental protection system integrates a pulse-jet dust collector and exhaust gas treatment device. Through a negative pressure dust collection design, dust generated during production is collected and treated centrally, with dust emission concentration ≤10mg/m³, fully complying with local Malaysian environmental regulations. Equipment operating noise is controlled below 75dB, achieving green and low-carbon production.
Finished Product Storage and Packaging Unit:
The finished product silo has a capacity of 20 cubic meters and is equipped with a material level monitoring system to provide real-time feedback on material levels, preventing spills or shortages.
The packaging process utilizes a fully automated quantitative packaging machine. Packaging specifications can be flexibly adjusted within the range of 25-50 kg/bag, with a packaging error of ≤±0.2 kg and a packaging speed of 120 bags/hour, meeting the needs of large-scale shipments.
Core Technological Advantages of the Production Line:
Modular design is used throughout the entire process. Each equipment unit can be independently disassembled and maintained, significantly reducing downtime for maintenance and achieving an overall equipment uptime of over 95%.
An intelligent control system is adopted, integrating a PLC touchscreen operating interface. This allows for real-time monitoring of the operating parameters of each piece of equipment (speed, pressure, temperature, etc.), supports automatic fault alarms and data logging, facilitating remote management and process optimization for customers.
The overall layout of the production line is compact, requiring only 800 square meters of space, saving 20% of space compared to conventional production lines with the same capacity. Simultaneously, optimized material conveying paths shorten transfer distances, and energy consumption is reduced by 12% compared to the industry average.
The successful commissioning of this 8-ton-per-hour extrusion granulation production line once again demonstrates Huaqiang Heavy Industry’s technological strength in the field of high-end fertilizer equipment manufacturing. In the future, the company will continue to focus on equipment performance upgrades and process optimization to provide global customers with more competitive customized production line solutions.
Comparative Granulation Technologies in Fertilizer Manufacturing
This Malaysian project highlights the efficacy of extrusion-based fertilizer compaction technology. The roller press granulator production line operates on the principle of dry fertilizer granules compaction, where the fertilizer compactor applies high pressure to form dense granules. This method is a key part of modern npk fertilizer manufacturing process and organic fertilizer manufacturing process when dealing with dry powders. In contrast, the npk manufacturing process often employs alternative technologies like the rotary drum granulator, which uses a wet agglomeration method with a liquid binder. For organic systems, a dedicated organic fertilizer disc granulation production line is common, where the disc granulator for shaping forms granules through a tumbling and layering action.
The choice of fertilizer production machine technology—be it a fertilizer compaction machine for dry compaction or a drum/disc for wet agglomeration—fundamentally shapes the entire organic fertilizer manufacturing system. Extrusion offers advantages in energy efficiency (no drying needed) and granule hardness, while rotary methods often provide higher capacity and spherical shape. The optimal selection depends on raw material properties, desired product characteristics, and overall production economics.
Therefore, a comprehensive fertilizer equipment supplier must master these diverse granulation technologies to provide truly customized solutions, matching the precise mechanical, chemical, and economic requirements of each client’s operation, whether for NPK or organic fertilizer production.
We warmly welcome people from all walks of life to visit, guide, and discuss business with us, and work together to create a new future for green agricultural development!
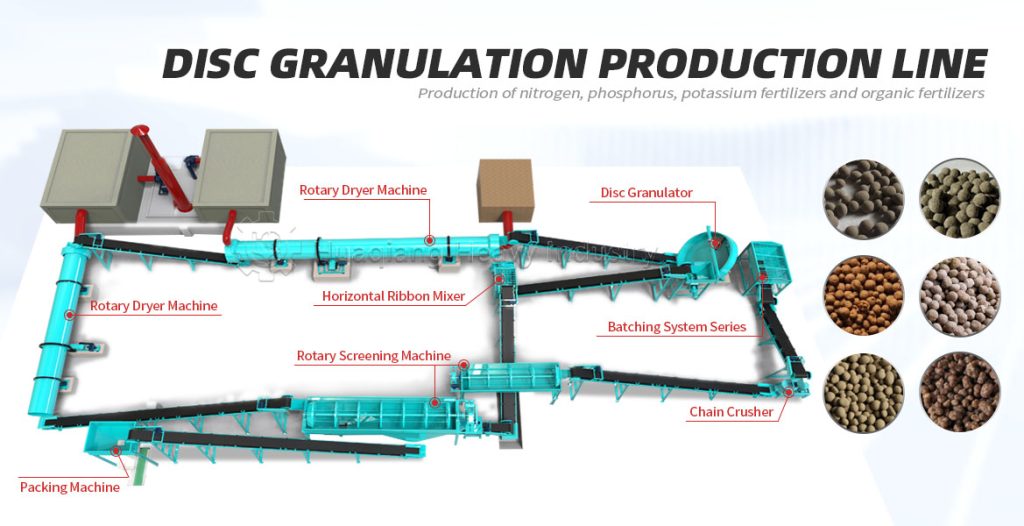
Disc granulation production lines, with their advantages of uniform granulation, high molding rate, and simple operation, are widely used in the production of organic fertilizers and compound fertilizers. The core requirement for raw materials is suitable viscosity and moisture content.
Organic fertilizer raw materials are the core suitable category, mainly consisting of fermented and decomposed organic materials. Common examples include fermented animal manure (chicken manure, pig manure, cow manure, etc.), which, after decomposition, has a loose texture and natural viscosity, allowing for molding without excessive binders; fermented agricultural waste is also suitable, such as crushed and fermented corn stalks, wheat stalks, and rice husks, which need to be mixed with manure-based materials to increase viscosity; in addition, industrial organic waste such as distiller’s grains, vinegar residue, and pharmaceutical residue, after pretreatment to adjust moisture content, can also be adapted to the disc granulation process.
Compound fertilizer raw materials mainly consist of inorganic fertilizers, and are compatible with various basic fertilizers and trace element fertilizers. Basic fertilizers include urea, monoammonium phosphate, diammonium phosphate, potassium chloride, potassium sulfate, etc. These raw materials need to be mixed and their moisture content adjusted to a suitable range, utilizing the centrifugal force and friction of the rotating disc granulator to achieve granulation; trace element fertilizers such as magnesium sulfate, zinc sulfate, and borax can be mixed into the basic fertilizers as auxiliary nutrient raw materials to complete granulation and improve the overall nutrient content of the fertilizer.
Auxiliary raw materials are used to optimize the granulation effect. Common examples include binders (such as bentonite and humic acid), which are added to raw materials with insufficient viscosity to improve particle strength; fillers (such as fly ash and zeolite powder) can adjust the moisture content and specific gravity of the raw materials, preventing particles from becoming too large or too small. When selecting raw materials, it is necessary to reasonably proportion the moisture content and composition of the raw materials according to the type of finished fertilizer and the requirements of the disc granulation process to ensure granulation efficiency and product quality.
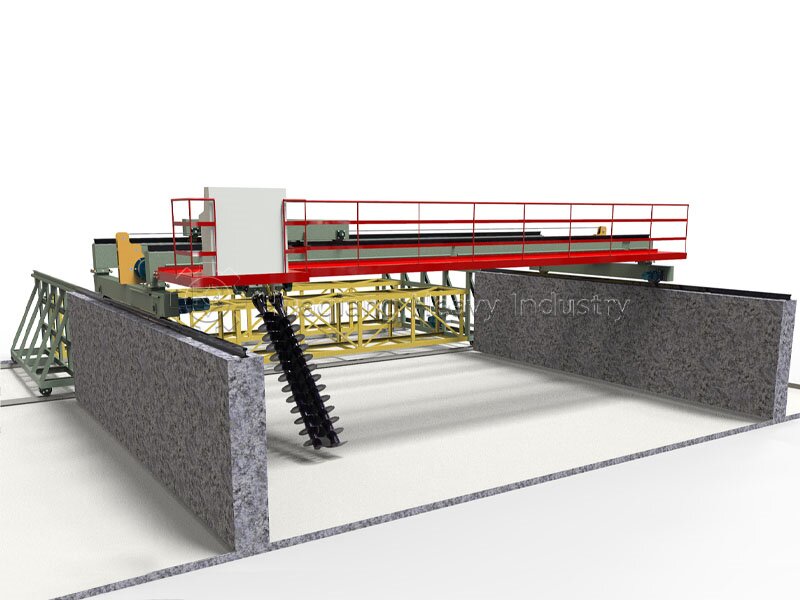
In modern composting and fermentation processes, whether the materials can achieve sufficient and uniform contact with oxygen is crucial in determining the efficiency of decomposition and the final quality. The double screws compost turning machine, with its unique design and working method, is becoming a key technological equipment to solve this core problem, providing a stable and efficient solution for large-scale organic waste treatment.
The core value of this equipment lies in its excellent mixing and homogenization effect. During the turning process, the double helix structure not only breaks up caked materials but also thoroughly exchanges and mixes the surface and bottom layers, as well as the internal and external materials. This three-dimensional mixing method allows moisture, temperature, and microorganisms to quickly become uniform within the compost pile, greatly improving the stability and controllability of the fermentation process.
In a complete organic fertilizer production line, the double screws compost turning machine is usually deployed in the core section of windrow composting or trough composting. As the “main force” in the entire organic fertilizer production equipment system, it works closely with the front-end system and the back-end discharge system, achieving continuous operation from raw material entry to the completion of primary fermentation, significantly shortening the fermentation cycle and improving site utilization and production efficiency.
With its reliable and efficient performance, the double screws compost turning machine provides a solid process guarantee for the resource utilization of organic waste and the stable production of high-quality organic fertilizer.