With the widespread adoption of environmental protection concepts, mushroom mycelium residue and traditional Chinese medicine residue can be transformed into practical granules for use in agricultural fertilization, biofuels, and other fields. The following are the key steps for efficient granulation.
Raw material pretreatment is fundamental. Fresh mushroom residue has a water content exceeding 70%, so it needs to be air-dried or oven-dried to 30%-40%, with frequent turning to prevent mold. Herbal medicine residue should be screened to remove impurities; hard lumps of roots and stems need to be crushed to a particle size of less than 5 mm using a fertilizer crusher. The two are mixed in a ratio of 3:1 or 2:1 (increasing the proportion of mushroom residue for fertilization, and increasing the proportion of herbal medicine residue for fuel), and a small amount of straw powder or bran is added to adjust the hardness and improve granulation stability.
The granulation process requires attention to operational details. Select a flat die pelleting machine or ring die pelleting machine, and preheat the mold to 60-80℃ before starting to prevent sticking. Feed the material at a uniform speed; if the granules are loose and easily broken, spray a small amount of water (not exceeding 2% of the total raw material); if the hardness is too high, reduce the moisture content. Regularly check the particle diameter and adjust the mold aperture to obtain standard 5-8 mm granules.
Finished product processing and application are also crucial. Newly made granules need to be spread out and cooled to room temperature, and then screened with a fertilizer screener machine to remove broken pieces (broken pieces can be returned to the machine for reprocessing). After cooling, pack them in sealed bags and store them in a dry and ventilated place; the shelf life is 6-8 months. In agriculture, they can be used directly as organic fertilizer to improve soil; they can also be used as feed additives for livestock and poultry (provided the herbal medicine residue is tested for harmful residues); and they can also be used as fuel, burning efficiently with low pollution.
This method not only achieves the resource utilization of waste but also reduces production costs. Whether for farmers or small processing plants, this method can be tried according to actual needs, truly achieving “turning waste into treasure.”
In modern fertilizer production systems, the large wheel compost turning machine plays a crucial pretreatment role. Although not directly involved in the final granulation stage, this equipment is key to ensuring the efficient operation of subsequent granulation equipment.
As the large wheel compost turning machine slowly moves through the fermentation field, it is creating the ideal raw material foundation for the entire production line. The massive disc rotates steadily, evenly turning the fermented material. This seemingly simple action actually determines the success or failure of the subsequent granulation process. Raw materials carefully processed by it exhibit better plasticity and forming rate, whether fed into a rotary drum granulator for agglomeration or a flat die pelleting machine for pressing.
In modern fertilizer production lines, the value of the large wheel compost turning machine is increasingly prominent. It provides stable, uniformly moist raw materials for the new type two in one organic fertilizer granulator, allowing this multi-functional equipment to fully utilize its technological advantages. Similarly, for equipment like ring die pelleting machines that have high requirements for raw materials, the raw materials thoroughly fermented and mixed by the large wheel compost turning machine can effectively extend the die’s lifespan and improve production efficiency.
The unique feature of this equipment is its ability to tailor raw materials to the characteristics of different granulation equipment. Whether it’s raw materials with specific particle sizes required by fertilizer compaction machines or physical property parameters needed by other granulation equipment, the large wheel compost turning machine can prepare them for subsequent processes through precise fermentation control. This pretreatment is becoming increasingly important throughout the entire production line.
In the field of bio-organic fertilizer production, the half-wet material crusher, as a specialized piece of bio-organic fertilizer equipment, is not required for all production lines. Its core application scenarios are concentrated in addressing the pain points of half-wet material processing.
First scenario: The raw materials mainly consist of high-moisture organic materials. If the core raw materials of the production line are poultry and livestock manure, kitchen waste, municipal sludge, etc., these materials usually have a moisture content of 30%-60%, are highly cohesive, and prone to clumping. The anti-sticking blades and special chamber design of the half-wet material crusher can precisely solve the problem of wet material processing and ensure a smooth crushing process.
Second scenario: The production line requires refined pre-treatment. Fermentation is crucial in bio-organic fertilizer production. When the production line aims for efficient fermentation and improved nutrient uniformity in the final product, a half-wet material crusher is needed to refine the half-wet raw materials into uniform particles, laying a solid foundation for the subsequent fermentation process.
Third scenario: Processing special half-wet waste residue raw materials. Some production lines use industrial waste residues such as traditional Chinese medicine residue, distiller’s grains, and sugar residue as raw materials. These waste residues are mostly in a semi-wet state and contain fibrous or viscous components. The shear + compression dual crushing mode of the half-wet material crusher can efficiently decompose these special materials.
Fourth scenario: Large-scale bio-organic fertilizer production lines have high requirements for process continuity. If semi-wet materials are not properly processed, it can easily cause blockage and downtime of subsequent equipment. In this case, configuring a half-wet material crusher can stably process wet materials, prevent clumping and blockage, and ensure efficient and continuous operation.
Disc granulation production lines have become the mainstream choice for organic and compound fertilizer production due to their high granulation rate, convenient operation, and adaptability to various fertilizer types. Building an efficient and stable production line requires careful consideration of initial planning, equipment matching, and process integration.
Initial planning requires precise needs assessment. First, clearly define the production capacity target and determine the model and specifications of the disc granulator based on your production scale, avoiding overcapacity or undercapacity. Second, analyze the characteristics ofthe raw materials, predicting the granulation difficulty based on parameters such as moisture content, particle size, and viscosity, providing a basis for subsequent equipment debugging and process setting. Simultaneously, plan the site layout rationally, reserving space for equipment installation, material transportation, and future maintenance to ensure a smooth production process.
Matching core equipment is crucial. In addition to the core disc granulator, suitable pre-processing equipment (crushers, mixers) and post-processing equipment (dryers, screening machines) are necessary: raw materials are crushed to a uniform particle size, then mixed and conditioned using a fertilizer mixer machine to improve granulation efficiency; the granulated wet particles need to be dried to remove excess moisture, and then screened to select particles of the correct size. It is essential that the capacity of all equipment is matched to avoid any single stage becoming a production bottleneck.
Post-installation debugging and standardized operation are indispensable. After the production line is built, small-scale trial production is necessary to adjust parameters such as disc rotation speed, inclination angle, and material moisture content until the granulation rate and uniformity meet the standards; simultaneously, establishing standardized operating procedures and regularly maintaining the equipment will ensure the long-term stable operation of the production line.
Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. has successfully completed the installation and commissioning of a customized extrusion granulation production line for its Zambian clients, officially entering the stage of large-scale production. This production line focuses on the localized production needs of compound fertilizers and organic fertilizers, integrating the entire chain of processes including raw material pretreatment, precise mixing, efficient granulation, grading and screening, and finished product packaging. With its robust configuration of three granulation main units operating in tandem, stable design adapted to African conditions, and efficient and environmentally friendly operation, it has become a benchmark project for Chinese agricultural equipment in supporting the development of green agriculture in Africa, providing Zambian fertilizer producers with a one-stop mass production solution.
Production Line Configuration and Core Equipment Analysis
The entire production line follows a closed-loop logic of “refined raw material processing – uniform mixing – batch granulation – quality control – finished product output.” The equipment layout is scientific, the connections are tight, and the functions of each unit are complementary, ensuring both production efficiency and full adaptation to the characteristics of local raw materials and production conditions in Zambia.
Raw Material Pretreatment Unit: Laying a Solid Foundation for Granulation Quality
Raw Material Feeding and Crushing: The production line starts with a large-capacity feed hopper, adapting to the rapid feeding needs of bulk raw materials. The feed inlet is equipped with a spill-proof buffer device and an impurity filter grid, effectively reducing raw material loss and equipment failure risks. Raw materials are conveyed via an 11-meter belt conveyor to an 80-type vertical semi-wet crusher. This equipment is specifically designed for high-humidity agricultural waste and mineral raw materials in Africa, employing a “high-speed impact + shearing grinding” composite process. The cutter head is made of high-chromium wear-resistant alloy, achieving a hardness of HRC60 or higher after heat treatment. It can crush large, agglomerated raw materials (particle size ≤80mm) into uniform fine materials ≤3mm, with a crushing efficiency of 4 tons/hour, meeting the stringent fineness requirements of subsequent granulation. The crusher features a sealed casing design, coupled with a negative pressure dust removal interface, effectively controlling dust leakage and improving the production environment.
Grading, Screening, and Transfer: The crushed raw materials are transferred via a 9-meter belt conveyor to the first 2.0×4.0-meter drum screen, which uses a single-layer high-precision screen design to separate substandard coarse particles. These particles are then returned to the crusher for reprocessing via a subsequent return system, achieving a material utilization rate of 98%. Qualified fine materials are transferred systematically via 6-meter, 5-meter, and 8-meter belt conveyors. These conveyors use wear-resistant, non-slip conveyor belts with anti-slip textures, adapted to Zambia’s hot and dry climate, preventing slippage and spillage during transfer, ensuring stable and reliable transfer efficiency.
Raw Material Mixing and Feeding Unit: Precise Control Ensures Uniform Granulation
High-Efficiency Mixing Process: The transferred raw materials enter a 40-type twin-shaft mixer. This equipment uses an anti-rotating blade design with a wear-resistant coating on the blade surface. During mixing, the materials undergo strong convection, shearing, and tumbling motions, ensuring thorough mixing of the main nitrogen, phosphorus, and potassium raw materials with trace element additives, achieving a mixing uniformity error of ≤2%. The mixer is equipped with a variable frequency speed control system, which can flexibly adjust the mixing speed (15-30 r/min) according to the moisture content and ratio of the raw materials. It also supports automatic material level monitoring and automatic unloading to prevent material overflow or insufficient mixing, ensuring continuous production.
Stable feeding control: The mixed material is conveyed to a 2200-type disc feeder via 9-meter and 6-meter belt conveyors. This feeder uses variable frequency speed control and material level sensor linkage control technology to precisely control the feed rate (adjustment range 1-3 tons/hour), ensuring uniform feeding to the three granulation units and avoiding granulation quality fluctuations or equipment overload caused by uneven feeding. The feeder disc surface features an anti-slip design, adaptable to raw materials with different flowability, ensuring stable operation without material jamming, and guaranteeing efficient subsequent granulation.
Core Granulation Unit: Three Main Units Working Together for Production Capacity Advantage
The core highlight of the production line is the collaborative operation of three granulators, including two conventional extrusion granulators and one twin-shaft extrusion granulator, forming a “multi-machine complementary, high-efficiency mass production” production mode. The conventional extrusion granulators employ a high-strength roller extrusion design, with roller skins made of high-chromium alloy, achieving a hardness of HRC62 or higher after quenching treatment, exhibiting extremely high wear resistance and extending service life to over 8000 hours. The twin-shaft extrusion granulator is optimized for highly viscous raw materials, employing a twin-shaft synchronous extrusion structure to enhance material plasticization and molding effects, adapting to a wider range of raw material characteristics.
All three granulators are equipped with a hydraulic pressure regulation system, allowing precise control of the extrusion pressure within the range of 6-18MPa. The granulation rate remains consistently above 92%, with uniform particle size controlled at 3-5mm and a compressive strength of 2.5MPa, preventing pulverization and fully meeting the needs of field application and long-distance transportation in Zambia. The three machines operate in tandem, with each machine producing 2 tons per hour, resulting in a total capacity of 6 tons per hour and a daily capacity of 144 tons, fully meeting the local demand for large-scale fertilizer production. The granulator is installed on a dedicated granulator platform (4.5 x 3.2 x 3 meters), designed to meet equipment maintenance and operational safety requirements while optimizing plant space utilization.
Grading and Finished Product Output Unit: Strict Quality Control and Efficient Delivery
Secondary Screening and Recycled Material Utilization: Granulated particles are transferred via a 10-meter belt conveyor to a second 2.0 x 4.0-meter drum screen. This screen features a double-layer design; the upper screen separates large, unqualified particles, while the lower screen selects qualified finished products. The screening efficiency reaches 7 tons per hour, with a 98% pass rate for qualified particles. Unqualified particles are returned to the raw material pretreatment stage via a 7-meter return conveyor, re-entering the production process, achieving resource recycling and effectively reducing production costs. The screening machine is equipped with an automatic screen cleaning device, which can clean the material adhering to the screen surface in real time, preventing screen blockage and ensuring stable screening efficiency.
Finished product storage and automated packaging: Qualified granules are conveyed to the finished product silo via a 10-meter belt conveyor. The silo adopts a sealed design and is equipped with ventilation and moisture-proof devices to effectively prevent fertilizer from absorbing moisture and clumping, ensuring product storage stability. The silo capacity can meet the finished product storage needs of continuous 5 hours of full-load production. The packaging process is equipped with an automatic packaging scale, supporting rapid switching between multiple packaging specifications such as 25kg and 50kg. It adopts the gravity metering principle, combined with a high-precision sensor, with a metering error ≤ ±0.2kg and a packaging speed of up to 80 bags/hour, realizing rapid quantitative packaging of finished products. Combined with the subsequent transfer system, it efficiently completes the warehousing and shipping of finished products.
Core Advantages and Regional Adaptability of the Production Line
High Adaptability, Unaffected by Complex Operating Conditions: Core equipment utilizes high-temperature, wear-resistant, and corrosion-resistant materials, adapting to Zambia’s hot and dry climate. Crusheres, mixers, and other equipment have optimized parameters for local raw material characteristics, capable of processing various raw materials such as livestock manure, mineral powder, and straw, demonstrating exceptional adaptability.
Stable and Reliable, Low Maintenance Costs: Key components employ standardized designs, and easily replaceable wear parts are readily available locally. The equipment boasts a low failure rate and an overall operating rate exceeding 95%. Furthermore, the company provides comprehensive technical guidance and spare parts supply services, significantly reducing customers’ subsequent maintenance costs.
High Efficiency and Environmental Protection, Meeting Local Standards: The entire production line utilizes energy-saving motors and optimized process design, reducing energy consumption by 12% compared to conventional production lines of the same capacity. Sealed equipment design and dust collection devices effectively control dust pollution during production, meeting Zambia’s local environmental protection requirements.
A Keystone Project for Modern Fertilizer Production in Africa
This successful Zambian project highlights Huaqiang Heavy Industry’s capability to deliver complete, localized professional fertilizer manufacturing equipment solutions. The installed extrusion granulation line serves as a versatile core for producing compound fertilizers, fitting seamlessly into the broader spectrum of global fertilizer production technologies.
Specifically, this line represents a robust npk fertilizer production line capable of executing the complete npk fertilizer production process. While it utilizes extrusion granulators, the same client needs could be met with other granulation technologies within Huaqiang’s portfolio. For instance, a disc granulation production line using a disc granulator (or disc granulator for shaping) is ideal for different material properties, while a roller press granulator production line offers another efficient dry compaction option. For operations requiring organic inputs, this NPK line can be integrated with feedstock from an organic fertilizer production line that might begin with a windrow composting machine. Furthermore, an npk blending machine is a fundamental component for precise formulation in any blended fertilizer operation, showcasing the interconnected nature of these fertilizer granulator and processing systems.
The successful commissioning of the extrusion granulation production line in Zambia not only demonstrates Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd.’s comprehensive strength in the R&D of high-end granulation equipment and the implementation of overseas projects, but also provides efficient and stable equipment support for the modernization of agriculture in Africa. In the future, Huaqiang Heavy Industry will continue to focus on the production needs of different regions, optimize product performance and service solutions, and provide more competitive customized solutions for global customers, enabling “Made in China” to benefit the agricultural industries of more countries and regions.
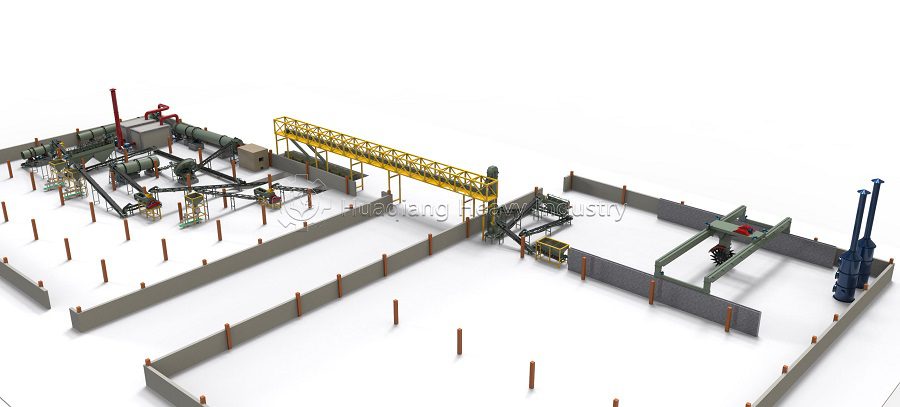
In July 2025, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. successfully completed the installation and commissioning of a 30,000-ton-per-year organic fertilizer production line tailored for a client in Gao County, Sichuan Province, officially entering the large-scale production stage. This production line integrates the entire chain of core processes, including raw material pretreatment, crushing, screening, mixing, granulation, drying, coating, and packaging. It simultaneously covers both granular and powdered organic fertilizer product lines. With its highly automated configuration, environmentally friendly and energy-saving design, and optimized adaptability to the characteristics of raw materials in Southwest China, it has become a benchmark project for organic fertilizer production equipment in southern Sichuan, injecting strong momentum into the resource utilization of local agricultural waste and the development of green agriculture.
Production Line Configuration and Core Process Analysis: The entire production line follows a closed-loop design of “raw material resource utilization – fine processing – dual-product output – environmental compliance.” The equipment layout is scientific, the connections are tight, and the functions of each unit are complementary, ensuring a stable production capacity of 30,000 tons/year while achieving a dual improvement in product quality and environmental benefits.
Raw Material Pretreatment Unit: The Foundation of Waste-to-Treasure Process
Raw Material Feeding and Crushing: The production line starts at the loader-loaded hopper, adaptable to the rapid feeding needs of bulk agricultural waste such as livestock manure, straw, and mushroom residue. The feed inlet is equipped with spill prevention and impurity filtration devices to prevent large hard objects from entering. The raw materials are conveyed via a 6-meter belt conveyor to a 90-type vertical crusher. This equipment uses a high-speed impact crushing principle, with a high-chromium wear-resistant alloy cutter disc that can crush large raw materials (particle size ≤100mm) into uniform particles ≤3mm, achieving a crushing efficiency of 6 tons/hour, meeting the fineness requirements of subsequent processing. The crushing stage is equipped with a pulse dust collector and induced draft fan to effectively collect dust, with dust emission concentration ≤10mg/m³, meeting environmental standards.
Grading and Screening & Recycling: The crushed raw materials are transferred via a 9-meter belt conveyor to a 10×30-meter drum screen (presumably a 1.0×3.0 meter standard size). A single-layer screen design separates substandard coarse particles, which are then returned to the crusher for reprocessing via a 10-meter recycling belt conveyor, achieving a material utilization rate of 98%. Qualified fine materials are conveyed to the subsequent mixing stage via 5-meter and 7-meter belt conveyors, achieving a screening efficiency of 5.5 tons/hour, ensuring the purity and uniformity of the raw materials.
Dual-Production Line Core Processing Unit: Parallel Production of Granules and Powders
(I) Granular Organic Fertilizer Production Line
Precise Batching and Mixing: Raw materials are vertically conveyed to the automatic raw material batching silos (3 silos) via a 350-type bucket elevator (8 meters high). Each silo can store main materials, additives, and functional auxiliary materials separately, equipped with high-precision metering devices, ensuring a batching error of ≤1%. After batching, the materials are fed into a 50-type twin-shaft mixer via 7-meter and 26-meter belt conveyors. The mixer employs an anti-rotating blade design, ensuring a mixing uniformity error of ≤2%, laying the foundation for high-quality granulation.
Granulation, Drying, and Cooling: The mixed materials are transferred to the granulation stage via 4-meter forward/reverse belt conveyors and 12-meter belt conveyors (based on capacity estimates, this involves multiple flat-die granulators operating in parallel). The granulators utilize a hydraulic pressurization system, achieving a stable granulation rate of over 92% and particle size control of 3-5mm. After granulation, the wet granules are conveyed via a 10-meter belt conveyor to a 1.5×15-meter dryer, where a hot air furnace provides a stable heat source. The drying temperature is precisely controlled between 60-80℃, reducing the granule moisture content from 30% to below 12%. Subsequently, the granules are conveyed via an 8-meter belt conveyor to a 1.2×12-meter cooler, where a counter-current cooling process rapidly lowers the granule temperature to room temperature, increasing the granule strength to over 2.5MPa.
Coating and Finished Product Output: The cooled granules are conveyed via 11-meter and 18-meter belt conveyors to a 1.2×4.0-meter coating machine. Atomized spraying technology evenly coats the granules with a coating agent, improving their moisture resistance and slow-release nutrient effect. The coated granules undergo a second screening using a 1.8×6.0-meter drum screen. Qualified products enter the finished granule silo, and finally, quantitative packaging is completed using an automatic granule packaging scale, supporting 25kg and 50kg specifications with a packaging error ≤±0.2kg.
(II) Powdered Organic Fertilizer Production Line
Fine Grinding and Screening: After some raw materials are crushed and screened, they are fed into a 50-type twin-shaft mixer via 13.7m and 14m belt conveyors for formula mixing. They are then transferred to a 13-type pulverizer for secondary fine grinding, reducing the material to a fine powder of 100-150 mesh (0.1-0.15mm) to ensure the powder’s dissolution rate and absorption efficiency. The ground powder is then screened by a dedicated screening device, with qualified fine powder entering the finished powder silo.
Automated Packaging: The finished powder is quantitatively packaged using an automatic powder packaging scale. The equipment employs spiral feeding and weighing feedback control technology to prevent powder from flying. The packaging speed reaches 80 bags/hour, with high metering accuracy, ensuring standardized product output.
Environmental Protection and Auxiliary Units: Comprehensive Guarantee for Green Production
Waste Gas Treatment System: The production line is equipped with Y5-47-6c induced draft fans (for dryers), Y5-47-5 induced draft fans (for coolers), and dedicated dust removal fans. These are linked to pulse dust collectors, dust collection chambers, water washing towers, and scrubbers to provide multi-stage purification of dust and waste gas generated during production. Waste gas is washed in a water tank before being discharged through the chimney, ensuring that all emission indicators meet national environmental standards for the organic fertilizer industry.
Intelligent Control and Auxiliary Configuration: The production line integrates a PLC intelligent control system to monitor the operating parameters of each piece of equipment (temperature, speed, material level, etc.) in real time. It supports automatic fault alarms and data recording for refined management. Electric heating devices ensure production stability in low-temperature environments. All belt conveyors and bucket elevators adopt a sealed design to reduce material loss and dust pollution.
Core Advantages and Regional Adaptability of the Production Line
Dual Production Lines for Flexible Adaptation: Simultaneous production of granular and powdered organic fertilizers allows for flexible adjustment of capacity ratios based on market demand, achieving an annual capacity of 30,000 tons to meet the diverse fertilization needs of Southwest China.
Precise Matching to Regional Characteristics: Optimized crusher and mixer parameters to suit the characteristics of agricultural waste raw materials in Gao County, Sichuan Province, adapting to the processing requirements of high-humidity, high-fiber raw materials; the equipment features corrosion-resistant and moisture-proof designs, adapting to the rainy and humid climate of southern Sichuan.
Significant Environmental and Energy-Saving Benefits: Equipped with a complete dust removal and exhaust gas treatment system, achieving green production; the drying and cooling processes utilize energy-saving motors and heat recovery designs, reducing energy consumption by 15% compared to conventional production lines of the same capacity, helping customers reduce costs and increase efficiency.
Building a Complete System from Waste to Product
This successful 30,000-ton-per-year project demonstrates a holistic approach to organic fertilizer manufacturing. The entire organic fertilizer production line is a sophisticated system that bridges the gap between raw agricultural waste and high-value fertilizer products. While this configuration focuses on the post-fermentation processing stages, its success is built upon a foundation of high-quality raw compost.
The initial stage of efficient organic fertilizer fermentation is critical, typically achieved through advanced fermentation composting turning technology to produce mature, stable organic matter. Huaqiang Heavy Industry’s solution seamlessly integrates this pre-processed material into the automated granulation and powder production lines, creating a complete, value-adding system that supports both economic and environmental sustainability for local agriculture.
The successful commissioning of the 30,000-ton-per-year organic fertilizer production line in Gao County, Sichuan Province, not only demonstrates Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd.’s professional strength in the R&D of complete sets of organic fertilizer equipment and multi-product line integrated design, but also provides an efficient solution for the resource utilization of agricultural waste in Southwest China. In the future, Huaqiang Heavy Industry will continue to focus on the needs of green agricultural development, optimize product performance and process solutions, provide more customers with customized and environmentally friendly organic fertilizer production equipment, and help the agricultural industry achieve high-quality and sustainable development.
In the fields of organic fertilizer production and organic waste resource utilization, the windrow compost turneris a crucial piece of equipment. It employs a tracked walking mechanism specifically designed to turn and mix organic materials, creating optimal fermentation conditions for microbial activity. With its strong terrain adaptability and efficient operation, this equipment has become an indispensable component of large-scale organic fertilizer plants, farms, and municipal waste treatment plants.
The windrow compost turner boasts a compact and robust structure. Its frame is constructed from high-strength welded steel, providing reliable load-bearing capacity. The tracked walking mechanism is equipped with wear-resistant and non-slip track plates, minimizing ground pressure (0.05-0.1 MPa), allowing for smooth movement on muddy or uneven ground. The core turning mechanism of this compost turner consists of a hydraulic arm and alloy steel tipping teeth, capable of flexibly handling compost piles with heights of 1-2.5 meters and widths of 2-6 meters. A powerful power system (propulsion power 15-45kW, turning power 22-75kW) and an advanced hydraulic system (working pressure 16-25MPa) ensure stable and efficient operation of the equipment. An electronic control system equipped with an LCD screen and multiple sensors monitors operating parameters in real time and provides automatic fault protection.
This multi-functional equipment can process various organic raw materials. It efficiently processes livestock and poultry manure (chicken, pig, cow manure), breaking up soil compaction, killing pathogens, and reducing odor. Coarse fibrous materials such as corn stalks and wheat straw are shredded and mixed with other materials to accelerate degradation. Industrial organic waste, such as distiller’s grains and traditional Chinese medicine residues, as well as municipal organic waste and sludge (after heavy metal testing), can all be harmlessly treated through the turning process of this equipment, transforming them into high-quality organic fertilizer raw materials.
The fermentation process of the windrow turning machine follows scientific steps. After pretreatment (sorting, crushing, adjusting the carbon-to-nitrogen ratio to 25-30:1, and controlling the moisture content to 55%-60%), the raw materials are piled into trapezoidal windrows. The machine turns the compost pile at different stages: initial fermentation period (1-3 days), with the temperature reaching 50-60℃; high-temperature period (4-10 days), turning every 1-2 days, maintaining the temperature at 60-70℃; cooling period (11-20 days), turning every 2-3 days. The 15-25 day fermentation cycle ultimately forms mature compost, which is dark brown in color, loose in texture, and has a fresh earthy aroma.
Compared to other compost turning equipment, this equipment has significant advantages. Its tracked design ensures strong terrain adaptability, suitable for sites with slopes ≤15°, and can improve site utilization by more than 30%. Turning efficiency reaches 50-150 tons per hour, with a material turning rate exceeding 95%, ensuring uniform fermentation. The equipment is flexible to operate and can be adjusted on-site to adapt to various raw materials without replacing core components.
In fertilizer production lines, this equipment connects pretreatment and deep treatment stages, achieving large-scale continuous fermentation through multi-zone turning. Regular maintenance, including daily inspections of the tracks, turning teeth, and hydraulic lines, ensures the long-term stable operation of the equipment. As a key driver of organic waste recycling, windrow compost turners play a vital role in promoting green agriculture and sustainable development.
Integrating Turning Technology into Complete Production Systems
In summary, the windrow compost turner is a cornerstone of efficient organic waste recycling. Its robust design and powerful turning capability embody a mature fermentation composting turning technology essential for accelerating the aerobic decomposition of organic matter. As a highly effective windrow compost turning machine or windrow compost production machine, it completes the critical middle stage of the transformation from waste to resource.
This equipment is part of a diverse family of solutions within the broader trough-type aerobic fermentation composting technology. Depending on the scale and site layout, producers may also choose a trough-type compost turner for more controlled environments, a large wheel compost turner for wide windrows, or a chain compost turner for deep piles. Each serves the same vital function. The mature compost produced is a primary raw material for the equipments required for biofertilizer production. The finished compost can be directly applied or further processed into uniform granules using a disc granulation production line, creating a market-ready organic fertilizer product.
Thus, from initial pre-composting processing equipment to final granulation, each piece of technology, including the versatile crawler type compost fermentation machine, plays a specific role in building a complete, sustainable organic fertilizer manufacturing system.
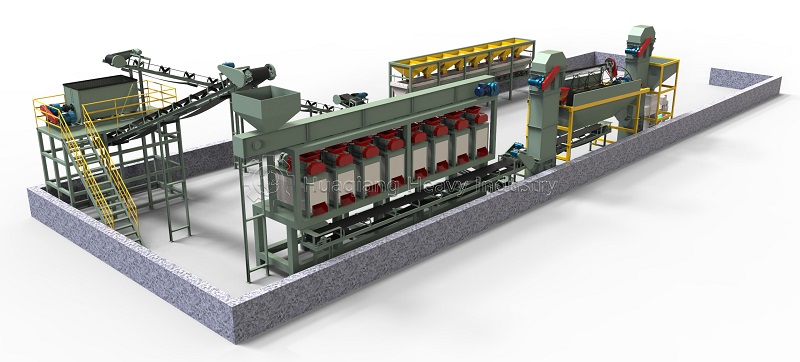
Recently, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. completed the installation and commissioning of a customized BB fertilizer coating production line for its client, officially commencing large-scale production. This production line focuses on the core needs of precise proportioning and enhanced efficiency through coating of BB fertilizer (blended fertilizer). It integrates key processes such as batching, melting, coating, storage, and packaging. With its compact layout, efficient equipment coordination, and stable coating effect, it provides fertilizer production enterprises with a high-quality customized BB fertilizer solution, helping to improve fertilizer utilization and crop yield.
Core Configuration and Full-Process Analysis of the Production Line
The entire BB fertilizer coating production line is built around the core logic of “precise batching – coating solution preparation – uniform coating – finished product output.” The equipment selection is professional, the process is seamless, and the functions of each unit are precisely matched, fully ensuring the accuracy of the BB fertilizer formulation and the quality of the coating.
Precision Batching Unit: Laying a Solid Foundation for Nutrient Balance
The production line is centered around a 5-compartment automated batching unit. Each of the 5 independent compartments stores nitrogen, phosphorus, and potassium as primary raw materials, as well as two different types of trace element additives. The compartments are designed with partitioned isolation to effectively prevent cross-contamination and ensure formula purity. A high-precision metering screw conveyor is installed at the bottom of each batch of batches. Combined with a PLC intelligent control system, it automatically adjusts the feed rate of each raw material according to the preset formula, with a metering error of ≤0.5%. This ensures that the nutrient ratio of each batch of product is accurately met, adapting to the fertilization needs of different crops and different growth stages.
After batching, the mixed raw materials are smoothly transferred to a 9-meter bucket elevator via a 9-meter belt conveyor. This elevator uses a plate chain drive design, has a strong load-bearing capacity, and operates stably. It can vertically transport materials to the subsequent coating stage, with a conveying efficiency of 8 tons/hour. The equipment also has excellent sealing, effectively reducing dust and material loss during the transport process.
Core Coating Unit: Achieving Efficient and Uniform Coating
Coating Solution Preparation System: Equipped with a dedicated coating solution melting and stirring tank. This equipment adopts a double-jacketed heating design, which can precisely control the temperature inside the tank (50-80℃), ensuring that the coating agent (such as anti-caking agent, slow-release agent) melts rapidly and mixes uniformly. The stirring speed can be adjusted by a frequency converter (20-40r/min) to avoid sedimentation and stratification of the coating solution, ensuring consistent coating effect. The tank is equipped with liquid level monitoring and automatic replenishment functions to maintain the coating solution level in real time and ensure continuous operation of the production line.
Core Coating Equipment: Employs a Φ1.8×7.0 meter drum-type coating machine. This equipment is the key equipment for BB fertilizer coating treatment. The inner wall of the drum is lined with special wear-resistant plates, combined with a spiral layout of lifting plates, which can drive the material to fully tumble and scatter within the drum, ensuring that each fertilizer particle is evenly contacted with the coating solution. The coating machine is equipped with an atomizing spraying system that evenly sprays the molten coating liquid onto the material surface in the form of micron-sized droplets. The spraying amount can be precisely controlled according to the material flow rate, ensuring uniform coating thickness (0.05-0.1mm) and a coating rate of over 98%. During equipment operation, the drum speed and material residence time can be flexibly adjusted to adapt to BB fertilizer raw materials of different particle sizes and characteristics, achieving customized coating effects.
Finished Product Storage and Packaging Unit: High-Efficiency Output Ensures Quality
After coating, the BB fertilizer granules are transferred to the finished product silo via a 6-meter bucket elevator. The silo features a sealed design and is equipped with dehumidification and ventilation devices to effectively prevent the fertilizer from absorbing moisture and clumping, ensuring product storage stability. Material level sensors are installed inside the silo to provide real-time feedback on inventory status, facilitating companies to rationally plan production and shipment schedules.
The packaging process is equipped with a dual-station automatic packaging scale, supporting rapid switching between various packaging specifications such as 25kg and 50kg. Utilizing gravity-based metering principles and high-precision sensors, the metering error is ≤±0.1kg. A single station can package up to 100 bags/hour, while parallel operation with two stations can achieve a packaging capacity of 200 bags/hour, perfectly matching the production line’s wrapping output efficiency. The packaging machine integrates automatic sewing and conveying functions. After metering, bagging, and sewing, materials are directly transported to the finished product stacking area via conveyor belt. The entire process is automated, reducing manual intervention, labor intensity, and material loss.
Core Advantages and Application Value of the Production Line
Compact and Efficient Layout: The entire production line adopts a modular and compact design, requiring only 300 square meters of space, saving 30% of space compared to traditional wrapping production lines. The reasonable spacing between equipment facilitates later maintenance and repair.
Superior Coating Quality: The precise coordination of the roller coating machine and the atomizing spraying system ensures a uniform and dense coating layer, effectively improving the BB fertilizer’s resistance to moisture absorption, anti-caking, and slow-release nutrient effect, increasing fertilizer utilization by 15%-20% compared to ordinary BB fertilizers.
Intelligent and Convenient Operation: The entire production line integrates a PLC control system with a Chinese touchscreen interface, allowing real-time monitoring of key parameters such as ingredient ratios, coating solution temperature, and equipment operating status. It supports automatic fault alarms and data recording, facilitating refined management for enterprises. The equipment operation process is simple, and users can become proficient after a short training period.
Integrated Solutions for Complete Fertilizer Production
This BB fertilizer coating line represents a specialized segment of modern fertilizer manufacturing. It demonstrates Huaqiang Heavy Industry’s capability in providing targeted solutions that enhance product value through precise blending and coating.
For clients requiring a more comprehensive production system, this line can be integrated as a finishing module within a complete npk fertilizer production line. The coated BB fertilizer produced here is a key product type within the broader npk fertilizer manufacturing process. The initial stage of this process often relies on core blending and granulation technologies. An npk bulk blending machine (or bulk blending fertilizer machine) is essential for creating the uniform raw material mix. For producing compound granules, advanced npk granulation machine technology is employed, utilizing equipment such as an npk fertilizer granulator machine to perform the fertilizer granulation that transforms powder into robust, market-ready NPK fertilizer granules.
We warmly welcome people from all walks of life to visit, guide, and discuss business with Huaqiang Heavy Industry to create a new future for green agricultural development!
In early summer, the air is filled with the fragrance of ripe fruit. In April 2025, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. (hereinafter referred to as “Huaqiang Heavy Industry”) successfully completed the installation, commissioning, and official operation of a roller extrusion granulation production line tailored for a Malaysian client. The successful completion of this project not only represents another significant breakthrough for Huaqiang Heavy Industry in its deep cultivation of the overseas fertilizer equipment market, but also demonstrates the strong competitiveness of “Made in China” in the international market through professional customized solutions and superior product technology, winning high praise from the client.
As a leading modern fertilizer equipment enterprise integrating R&D, production, sales, and after-sales service, Huaqiang Heavy Industry adheres to the corporate tenet of “market-oriented, innovation-driven development, quality-based survival, and customer trust gained through comprehensive after-sales service.” With its strong technical capabilities, high-quality workforce, and professional CAD design center, Huaqiang Heavy Industry provides global clients with comprehensive one-stop services, from plant planning and process design to equipment manufacturing, installation, commissioning, and formula optimization. This Malaysian client, driven by the need for large-scale fertilizer production in the region, urgently required a high-efficiency, stable, and environmentally friendly roller extrusion granulation production line for the mass production of compound fertilizers. Huaqiang Heavy Industry, leveraging its years of experience in roller extrusion granulation technology, extensive overseas project implementation experience, and flexible customization capabilities, stood out from numerous competitors and successfully secured the cooperation.
To ensure the production line was fully adapted to the Malaysian client’s production conditions, raw material characteristics, and capacity requirements, the Huaqiang Heavy Industry project team conducted multiple rounds of on-site surveys and solution optimizations, creating this well-configured, closed-loop roller extrusion granulation production line. The entire production line covers all core processes including raw material pretreatment, mixing, granulation, screening, coating, finished product storage, and packaging. The equipment is scientifically and rationally configured, with a high degree of automation: After entering the production chain via a conveyor system, the raw materials are precisely transferred to two 1×2 meter horizontal mixers via a 4-meter belt conveyor, achieving uniform mixing of multi-component raw materials and ensuring the accuracy of fertilizer formulation. The mixed material is then conveyed by a 13-meter belt conveyor to a ø2.2-meter disc feeder. The feeder employs a precise quantity control design to ensure a stable and uniform supply of material to the core equipment—four 2.0-type double-roller extrusion granulators. This type of granulator is a mature and mainstream product of Huaqiang Heavy Industry, featuring a high-strength double-roller design, adjustable extrusion pressure, adaptability to various raw material characteristics, high granulation rate, high particle strength, and stable and reliable operation. The parallel operation of the four machines significantly increases the core capacity of the production line. The granulated material is then transferred by a 4-meter belt conveyor to an ø1.5×6. The 9-meter screening machine performs grading and screening. Unqualified particles are returned to the front end for reprocessing via a 9-meter return conveyor belt, achieving resource recycling. Qualified particles are conveyed via an 8-meter conveyor belt to a 1.5 x 12-meter coating and screening integrated machine for coating treatment to improve the fertilizer’s moisture resistance, stability, and slow-release nutrient effect. A small amount of dust generated during the coating process is efficiently collected by a dust collector to avoid environmental pollution. The processed finished product is transported via a 12-meter conveyor belt to a 3-cubic-meter finished product silo for temporary storage, and finally, standardized quantitative packaging is completed by an automatic packaging machine, achieving continuous and automated production throughout the entire process.
It is worth mentioning that the entire production line incorporates core technologies independently developed by Huaqiang Heavy Industry. The equipment layout is compact and reasonable, occupying a small area, and is equipped with comprehensive environmental protection designs, resulting in low dust entrainment and fully meeting the stringent environmental production standards of Malaysia. From equipment material selection to process optimization, from component processing to complete machine assembly, Huaqiang Heavy Industry consistently adheres to high standards and strict requirements to ensure that every piece of equipment and every link reaches industry-leading levels.
During the project implementation, Huaqiang Heavy Industry assembled a professional overseas service team composed of technical experts and experienced construction personnel, who traveled across borders to the construction site in Malaysia. The team overcame multiple challenges, including regional cultural differences, a complex construction environment, and international logistics coordination. They strictly adhered to construction specifications and timelines to advance equipment installation and commissioning, providing on-site technical guidance and support throughout the process. Simultaneously, they conducted systematic training on equipment operation and maintenance for the client’s operators, ensuring that the client could master the skills of operating and managing the production line. During the trial operation, all equipment on the production line worked smoothly, and all indicators, including capacity, pellet forming quality, energy consumption control, and environmental emissions, met or even exceeded customer expectations. Customer representatives highly praised the line during acceptance, stating, “Huaqiang Heavy Industry’s roller extrusion granulation production line is technologically advanced and operates stably. Our professional team followed up throughout the entire process from design to production implementation, and our after-sales service was timely and thorough, ensuring a worry-free start-up.” Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. has been deeply involved in the fertilizer equipment field for many years, specializing in a series of equipment such as ground-walking compost turners, trough compost turners, crushers, mixers, granulators, dryers, coolers, screening machines, and packaging machines. We can customize organic fertilizer and compound fertilizer production lines ranging from 10,000 to 500,000 tons according to customer needs. Our products not only cover all parts of China but have also been exported to many countries and regions, providing high-quality organic waste harmless treatment solutions for organic and inorganic bio-fertilizer plants and wastewater treatment plants worldwide. The successful commissioning of the roll extrusion granulation production line in Malaysia marks another significant milestone in the company’s overseas market expansion, further solidifying its brand influence and market share in the international fertilizer equipment market.
Beyond Installation: Enabling Advanced NPK Fertilizer Production
The successful operation of this roller extrusion line provides the Malaysian client with a robust foundation for high-quality fertilizer production. This installation demonstrates Huaqiang Heavy Industry’s expertise in delivering turnkey solutions that integrate seamlessly into the broader npk manufacturing process.
The core of this system is the roller press granulator production line, where the fertilizer compactor (or fertilizer compaction machine) performs dry fertilizer granules compaction through high-pressure extrusion. This efficient npk fertilizer production technology is particularly advantageous for producing dense, low-dust granules with excellent storage properties. While this project utilizes roller press technology, Huaqiang Heavy Industry’s portfolio also includes complementary systems like the rotary drum granulator for different production needs, offering clients a comprehensive range of solutions for compound fertilizer manufacturing.
In the future, Huaqiang Heavy Industry will continue to focus on technological innovation and service upgrades, continuously increasing R&D investment, optimizing product performance and process solutions, and enhancing its customized service capabilities. With more advanced technology, more reliable products, and more professional services, we will actively expand into the global market, creating greater value for more international customers and allowing “Made in China” to shine even brighter in the global agricultural equipment field.
We warmly welcome people from all walks of life to visit, guide, and discuss business with us, and work hand in hand with Huaqiang Heavy Industry to promote the high-quality development of green agriculture!
Ring die pelleting machines are widely used for granulation in industries like organic fertilizer and biomass energy. However, different materials vary in suitability. Choosing the right material boosts efficiency and extends the ring die pelleting machine’s life. 1.Organic fertilizer materials Livestock manure: Chicken, cow, or pig manure can be pelletized into organic fertilizer after fermentation. Agricultural waste: Materials like straw, rice husks, or mushroom residue can be crushed and mixed into bio-organic fertilizer. Sludge-based fertilizers: Sewage sludge or biogas residue can be used for pelletizing after dehydration. Humic acid fertilizers: Blends of humic acid with NPK nutrients make efficient organic-inorganic compound fertilizers. 2.Inorganic fertilizer materials Compound fertilizers: Mixtures like nitrogen, phosphorus, and potassium (urea, MAP, KCl, etc.). Single-nutrient fertilizers: Powdered fertilizers (like ammonium sulfate, potassium nitrate) turned into granules. Micronutrient fertilizers: Materials containing zinc, iron, boron, etc., formed into uniform pellets.
3.Biomass energy materials Wood pellets: Sawdust, wood shavings, or wood chips pressed into high-density fuel. Straw pellets: Crop waste like corn or wheat stalks processed into clean energy pellets. Other biomass: Peanut shells, palm shells, bagasse, etc., processed into fuel pellets. The properties of different materials (moisture content, viscosity, fiber content) will affect the granulation effect of the ring die pelleting machine. It’s crucial to select the right ring die (compression ratio, hole size). And adjust process parameters (temperature, pressure).