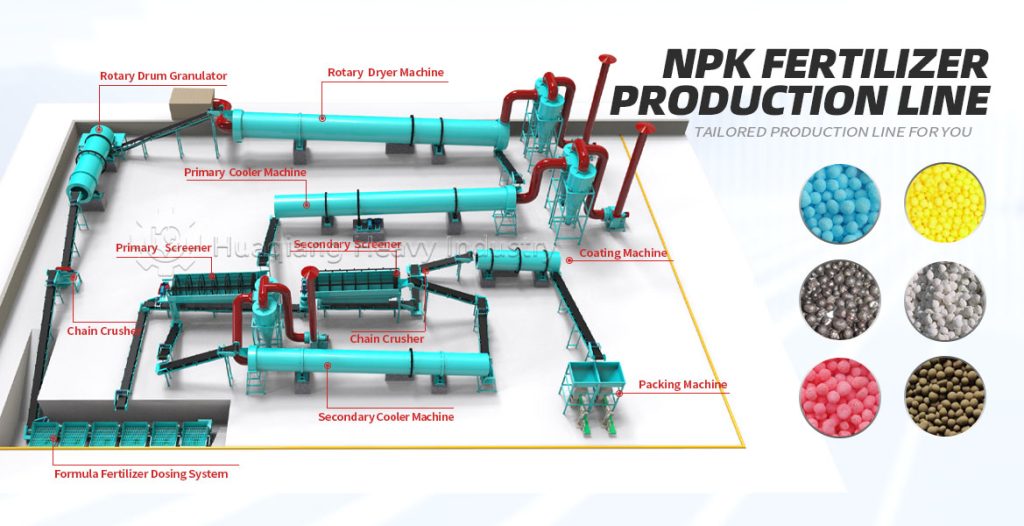
Fertilizer granulators are the core equipment for granular fertilizer production. Rotary drum granulators, double roller press granulators, and disc granulators are the three most widely used models, each with its own focus on granulation principles and performance, adaptable to different raw materials and production capacity requirements.
Rotary drum granulators are the “efficiency king” for large-scale production. They use rotating drums to tumble and bind materials into granules, offering wide adaptability. They can process various raw materials such as organic fertilizers and compound fertilizers, can operate continuously for 24 hours, have stable production capacity, and produce uniform granules, making them the preferred choice for granulating mixed materials.
Double roller press granulators are the “hardcore choice” for dry granulation. They use physical extrusion molding, eliminating the need for large amounts of binders and high-temperature drying, resulting in low energy consumption and high granulation rate. The finished granules have high hardness and are not easily hygroscopic, suitable for dry materials and high-fiber raw materials. Operation and maintenance are convenient, solving the pain point of excessive dust in traditional granulation.
Disc granulators are “precision experts” in flexible production. They use a tilting, rotating disc to roll and shape materials, with adjustable parameters for precise control over particle size and roundness. Suitable for wet materials, they require low investment, are easy to maintain, and are ideal for small to medium-scale production, especially for fruit and vegetable fertilizers where high-quality granules are required.
In summary, there is no inherent superiority or inferiority among the three types of granulators. Rotary drum granulators prioritize high-efficiency mass production, roller granulators prioritize dry, energy-saving processes, and disc granulators prioritize flexibility and precision. Choosing the right type based on raw material requirements, production capacity, and finished product needs will maximize the equipment’s value.
Water-soluble NPK compound fertilizer is fast-dissolving, easily absorbed, and has a high utilization rate, making it suitable for intensive farming. Producing high-quality products requires full-process control of the NPK fertilizer production line, combined with optimized molding using a fertilizer granulator. From raw materials to finished products, each step is carefully controlled to ensure high purity, rapid dissolution, and balanced nutrients.
Step 1: Strict Raw Material Quality Control: Select high-purity, easily soluble raw materials. For nitrogen, choose urea or ammonium nitrate; for phosphorus, choose monoammonium phosphate; and for potassium, choose potassium chloride or potassium sulfate. Purity must reach 98% or higher to eliminate insoluble impurities that could affect dissolution.
Step 2: Scientific Formulation: Precisely formulate the nitrogen, phosphorus, and potassium ratio according to the needs of the crop and soil, adding appropriate amounts of micronutrients. Use a fertilizer mixer to thoroughly mix the fertilizer to ensure uniform nutrient distribution and avoid nutrient imbalance.
Step 3: Process Optimization: Advanced mixing and drying processes are employed in the NPK fertilizer production line, combined with fertilizer granulator to control granule uniformity, strictly control drying temperature to prevent nutrient loss, and maintain a clean production environment.
Step 4: Rigorous Testing: Finished products must be tested for solubility, nutrient content, and pH value to ensure no sedimentation, nutrient compliance, and crop suitability. Substandard products are strictly prohibited from leaving the factory.
In summary, by relying on the NPK fertilizer production line management and utilizing fertilizer granulation machines, and controlling the four key aspects of raw materials, formulation, process, and testing, high-quality water-soluble NPK compound fertilizer can be produced.
The demand for bio-fertilizers is increasing due to their green and environmentally friendly advantages and soil-improving properties. However, production faces numerous challenges due to factors such as technology, raw materials, quality control, and equipment compatibility. The compatible operation of bio-organic fertilizer production lines and rotary drum granulators also presents difficulties, hindering the industry’s large-scale, high-quality development.
Technically, controlling microbial activity is difficult, and the standardization of bio-organic fertilizer equipment and production lines is insufficient. Insufficient precision in the fermentation equipment control or incompatible parameters in the rotary drum granulator can lead to decreased microbial activity. Furthermore, the selection and acclimatization of high-quality strains is demanding and time-consuming, making it difficult to balance stability and efficiency.
Regarding raw materials, the diverse and uneven sources and quality of raw materials test equipment compatibility. Pre-treatment relies on bio-organic fertilizer equipment; insufficient compatibility makes impurity removal difficult. Rotary drum granulators are prone to problems such as loose granules and low forming rates due to uneven raw material distribution. Incomplete raw material decomposition and unstable supply also affect production.
At the quality control level, industry standards are inconsistent and testing is cumbersome. Most bio-organic fertilizer production lines lack precise quality control equipment, making it difficult to monitor the finished product from the rotary drum granulator and materials at each stage throughout the process. This easily leads to problems such as substandard microbial content and unbalanced nutrients.
At the market level, misconceptions and homogeneous competition are prominent. Some producers use rudimentary bio-organic fertilizer equipment without standardized production lines and rotary drum granulators, simplifying processes to reduce costs, further exacerbating market chaos.
Double axis paddle mixers and horizontal ribbon mixers are commonly used raw material mixing equipment in the production of organic fertilizers and NPK compound fertilizers, both suitable for the pretreatment stage before fertilizer granulation. Due to structural differences, they differ significantly in their suitable application scenarios and mixing effects. Choosing the right model based on the NPK fertilizer production line capacity and raw material characteristics can improve granulation efficiency and facilitate the implementation of NPK compound fertilizer granulation technology.
Performance and Mixing Effect: Double axis paddle mixers use a staggered blade design, providing strong and fast mixing force. They are suitable for high-humidity and high-viscosity raw materials, achieving a mixing uniformity of over 95% with no dead corners, making them suitable for large-scale production lines. Horizontal ribbon mixers rely on a spiral belt for mixing, providing gentler force. They are more suitable for dry powder raw materials, but have a slower mixing speed and slightly lower uniformity, making them suitable for small and medium-sized plants or auxiliary material mixing.
Energy Consumption and Maintenance: Double axis paddle mixers offer strong power but slightly higher energy consumption. However, their simple structure, wear-resistant and easily replaceable paddles make them suitable for continuous production, and their efficiency is even higher when linked with NPK fertilizer production lines. Horizontal ribbon mixers have lower energy consumption, but the spiral belt is prone to tangling with raw materials, making cleaning and maintenance more complicated. They are more suitable for intermittent production, but their maintenance costs are higher.
Selection Recommendations: For large-scale organic fertilizer and NPK compound fertilizer plants that process high-moisture raw materials and use fertilizer granulators for continuous production, double axis paddle mixers are the preferred choice. For small and medium-sized plants that process dry powder raw materials or do not have high uniformity requirements, horizontal ribbon mixers can be selected, balancing cost-effectiveness.
Organic fertilizers tend to clump due to damp storage or prolonged stacking. While this doesn’t affect nutrient content, it hinders even application, leads to waste, and can cause problems for subsequent use of organic fertilizer production equipment. Breaking up clumps requires choosing a simple method based on the hardness of the clumps and the scale of use to quickly restore the fertilizer to a loose state.
For small-scale planting or home use, manual methods are sufficient. For softer clumps, simply rub them with your hands or crush them with a wooden stick, then sift to remove impurities. For harder clumps, spread them out to dry for 1-2 days to reduce moisture, then filter with a sieve and manually crush the hard clumps. This is convenient and cost-effective.
For medium-scale processing or large-scale field planting, tools can be used. Use a shovel to turn and break up the clumps, or use a small fertilizer crusher for quick crushing. Sifting ensures uniform particle size, suitable for mechanized fertilization, and can also serve as an auxiliary tool for organic fertilizer production equipment.
In large-scale production, clumped organic fertilizer can be fed into the corresponding section of the organic fertilizer production line, using the fertilizer crusher and screening equipment to break up the clumps while controlling humidity to prevent re-clumping, ensuring both efficiency and uniform product quality.Additional reminder: After breaking up the clumps, the fertilizer should be sealed promptly and stored in a dry, well-ventilated place to reduce re-clumping and maximize nutrient utilization.
In the process of converting livestock manure, crop residues, and other organic waste into high-quality organic fertilizer, aerobic fermentation is the core process. Choosing the right composting turner is a critical decision to ensure fermentation efficiency and control production costs. Currently, windrow composting turners and trough composting turners are two mainstream technological approaches, representing distinctly different production models and investment logics. Understanding their fundamental differences is the first step towards successful organic waste resource utilization.
Core Differences Explained: Open-Air Dynamic Fermentation vs. Workshop-Based Controlled Fermentation
Windrow composting turners are a classic example of open-air dynamic fermentation. They work by piling pre-treated materials into long, parallel windrows on a hardened surface. The turner (commonly self-propelled tracked or tractor-towed) travels along the windrows, using a high-speed rotating turning wheel to cut, scatter, mix, and move the material. This method has a relatively low investment threshold and is highly adaptable to different sites, especially suitable for processing bulky materials such as straw and garden waste. However, the fermentation process is completely exposed to the natural environment, significantly affected by rain, snow, and low temperatures, resulting in a longer fermentation cycle (25-45 days), and making odor and dust control more difficult.
Trough type composting turners represent the advanced direction of workshop-based controlled fermentation. Materials are placed in long concrete fermentation troughs, with a forced ventilation system at the bottom. The turner (usually rail-mounted) travels on tracks along the trough, using a height-adjustable turning drum to deeply turn, break up, and move the material backward. This fully enclosed or semi-enclosed design, combined with bottom aeration, creates an optimal environment for microbial activity. Its greatest advantage is extremely high fermentation efficiency, with the cycle shortened to 10-15 days, and it is virtually unaffected by weather, allowing for continuous production year-round. At the same time, the workshop environment facilitates the collection and treatment of exhaust gases, resulting in excellent environmental performance. Key Decision Dimensions: From Efficiency and Cost to Long-Term Planning
When considering these two types of equipment, you need to conduct a comprehensive evaluation from the following dimensions:
Investment and Operating Costs
Windrow composting: Initial investment is mainly for equipment procurement and site hardening, resulting in less financial pressure. However, its operating costs, including manual labor (driving, covering), losses due to weather-related downtime, and potential environmental treatment costs, may account for a significant portion.
Trench composting: Requires a one-time investment in trench construction, plant buildings, and equipment, resulting in higher initial investment. However, its high degree of automation, reduced labor requirements, and improved turnover efficiency due to shorter fermentation cycles often make its comprehensive operating cost per ton of material more advantageous in large-scale production.
Raw Material Processing Capacity and Site Requirements
Windrow composting: Offers high flexibility in processing capacity, allowing for easy expansion by increasing the length and number of windrows. However, it requires a large area of open-air hardened ground, and the material stacking height is limited (usually 1.5-2 meters).
Trench composting: The processing capacity per trench is clearly defined, and the scale can be expanded by increasing the number of trenches. It significantly saves land, employing three-dimensional deep-layer fermentation (depth can reach over 2.5 meters), and its processing capacity per unit area is several times that of windrow composting, making it ideal for projects with limited land resources.
Consider “organic waste resource utilization” as a long-term core business, and be willing to invest in higher efficiency, better environmental performance, and more stable products.
Choosing between windrow and trench composting is essentially a trade-off between initial investment flexibility and long-term operational efficiency, and a choice between adapting to nature and controlling the process. For investors determined to develop organic waste treatment into a modern, sustainable industry, the industrialized path represented by trench composting equipment is undoubtedly a solid foundation for building core competitiveness and coping with stricter environmental regulations in the future. We recommend that you make a strategic decision based on a clear self-positioning and detailed financial calculations that can support development for the next five to ten years.
Complete System: From Raw Material Crushing to Efficient Composting
Regardless of the chosen fermentation method, the process begins with essential fertilizer raw material processing machinery and equipment. Before composting, materials like manure, straw, and crop residues require size reduction. A cage crusher is highly effective for softer materials, while a robust chain crusher handles harder, drier components. For materials with high moisture content (25%-55%), a specialized half-wet material crusher machine is essential to prevent clogging. Once properly prepared, these materials are ready for the fermentation composting turning technology stage. For open-air operations, a windrow composting machine serves as a versatile agriculture waste compost fermentation machine. For intensive, controlled production, trough-type aerobic fermentation composting technology is implemented using a trough-type compost turner, which ensures uniform aeration and rapid decomposition within a contained environment. The synergy between effective preprocessing and the correct fermentation equipment forms the foundation of a successful organic fertilizer production line.
As a key piece of equipment in organic fertilizer production, the stable operation of the compost turner directly affects production efficiency and product quality. Correct daily maintenance and safe operation can not only extend the service life of the equipment and reduce the failure rate, but also ensure the personal safety of the operators. This article will provide a detailed introduction to the key points of daily maintenance and safety operation specifications for compost turners, offering practical guidance for equipment users.
Daily maintenance is fundamental to ensuring the normal operation of the compost turner and should follow the principles of “regular inspection, timely maintenance, and on-demand repair.” First, cleaning the equipment is crucial. After operation, residual materials, soil, and weeds on the equipment should be promptly removed, especially from key parts such as the turning teeth and transmission system, to prevent material buildup from affecting subsequent operations and to prevent corrosive substances from damaging the equipment. High-pressure water guns can be used for cleaning, but care should be taken to avoid spraying water directly onto the motor, electrical control system, and other parts to prevent short circuits.
Secondly, the condition of the equipment’s components should be checked regularly. The turning teeth are the core working parts of the compost turner and are subject to high-intensity operation for extended periods, making them prone to wear, deformation, or breakage. The wear of the turning teeth should be checked weekly. If the wear is severe or breakage occurs, they should be replaced promptly to ensure effective turning. The chains, gears, and belts of the transmission system should also be checked for looseness, wear, or breakage, and lubricating oil should be added regularly to ensure smooth operation of the transmission system. For hydraulic compost turners, the hydraulic oil level and quality should also be checked. If the oil level is too low, it should be replenished promptly; if the oil quality deteriorates, it should be replaced promptly to prevent hydraulic system failures.
Thirdly, the maintenance of the electrical system cannot be overlooked. Regularly check the connections of electrical components such as motors, cables, and switches for looseness, aging, or damage to ensure good electrical contact and prevent leakage. The electrical control cabinet should be kept clean and dry to prevent dust and moisture from entering the cabinet and affecting the normal operation of electrical components. When operating in humid environments, enhanced protective measures for the electrical system are necessary to prevent equipment damage due to moisture.
Lubrication and maintenance of the equipment are key to extending its service life. The rotating parts of the compost turning machine, such as bearings, gears, and chains, require regular lubrication to reduce friction and wear, and minimize operating noise. Different parts have different lubrication requirements; the appropriate lubricant type and lubrication schedule should be selected according to the equipment manual. For example, lithium-based grease can be used for bearings, applied every two weeks; chain oil can be used for chains, applied weekly. When adding lubricant, ensure sufficient quantity, but avoid over-lubrication to prevent oil contamination of the material.
Safe operation is paramount when using the compost turning machine, and operators must strictly adhere to the following guidelines. First, operators must undergo professional training, be familiar with the equipment’s structure, working principles, and operating methods, and pass an assessment before operating the machine. Before operation, carefully read the equipment manual and safety operating procedures, understand the operating steps and precautions, and strictly prohibit unauthorized operation.
Secondly, a comprehensive inspection of the equipment is required before operation. Check that all parts are complete and in good condition, that the transmission system, electrical system, and hydraulic system are functioning correctly, and that safety protection devices are in place. Also, check that the work area is level and open, and remove any obstacles such as stones and metal pieces to prevent collisions or damage during operation. If the equipment has any faults or safety hazards, it must be repaired immediately; operating faulty equipment is strictly prohibited.
Thirdly, strictly follow operating procedures during operation. Before starting the equipment, ensure that no personnel are near the machine, and sound a warning signal before starting. During operation, operators should stand in a safe position and strictly avoid approaching dangerous parts such as the turning device and transmission system. Do not touch rotating parts with your hands to prevent personal injury. During operation, closely monitor the equipment’s operating status. If any abnormal noise, vibration, or temperature increase is detected, immediately stop the machine for inspection and troubleshooting before continuing operation.
For large compost turning machines such as hydraulic and double-screw types, pay attention to controlling the operating speed and turning depth during operation. Adjust these parameters reasonably according to the material characteristics and fermentation stage to avoid overloading. Also, ensure even distribution of the material to prevent overloading the equipment due to excessive material in one area. When turning or moving the equipment, slow down to avoid sudden turns or stops, preventing the equipment from tipping over or being damaged.
After the operation is complete, the machine should be shut down according to the correct procedures. First, turn off the working device, and only after the equipment has completely stopped running should the power be turned off. At the same time, the equipment should be cleaned and inspected, maintenance records should be kept, and preparations should be made for the next operation. In addition, operators must properly store the equipment, placing it in a dry and well-ventilated area, avoiding outdoor storage where it is exposed to wind, rain, and sunlight, to prevent corrosion and damage.
In short, the daily maintenance and safe operation of the composting turning machine are crucial aspects of equipment use. Only by strictly adhering to maintenance procedures and operating specifications can the equipment ensure long-term stable operation, improve production efficiency, guarantee the personal safety of operators, and provide strong support for the smooth progress of organic fertilizer production.
Proper maintenance of the compost turner ensures the efficiency of the organic fertilizer fermentation process, which is the foundation of the overall fertilizer composting technology for organic fertilizer. Key equipments required for biofertilizer production include various compost turners and granulators. For large-scale windrows, a large wheel compost turner or windrow composting machine is used. For intensive processing, trough-type aerobic fermentation composting technology employs a chain compost turning machine. This advanced fermentation composting turning technology ensures rapid decomposition. Following complete fermentation, the cured compost is transferred to the shaping stage. This can be accomplished using a rotary drum granulator or a disc granulation production line, transforming the stable organic matter into uniform, market-ready fertilizer pellets, completing the biofertilizer manufacturing cycle.
Granular potassium fertilizer is a commonly used, high-quality form of potassium fertilizer in agricultural production. It offers the advantages of convenient storage and transportation, and stable fertilizer efficiency. Its production relies on specialized equipment, and its application requires careful consideration of crop needs, balancing increased efficiency with soil health.
The core benefits focus on practical application and effectiveness. Compared to powdered potassium fertilizer, granular potassium fertilizer is less prone to caking and dust, making storage and handling more convenient and reducing nutrient waste; its uniform particle size is suitable for mechanized application, ensuring even distribution and preventing seedling burn, saving labor and increasing efficiency; and its slow-release properties provide a sustained supply of potassium, improving absorption and utilization.
The production process emphasizes standardization and adaptability. Granular potassium fertilizer is often produced using NPK fertilizer production lines, employing granulation machines such as double roller press granulators and rotary drum granulators. This process requires minimal binders and high-temperature drying, and is compatible with raw materials such as potassium chloride and potassium sulfate, allowing for precise control of particle strength and size.
Application must follow scientific principles. It is suitable for field crops such as corn and rice, as well as economic crops such as tomatoes and fruit trees, with a focus on application during critical potassium-demanding stages such as stem elongation and fruit development; it can be applied through furrow application or broadcasting, and combined with organic fertilizers to enhance effectiveness; and the application rate should be controlled based on soil fertility to avoid excessive application and nutrient antagonism.
In summary, the value of granular potassium fertilizer lies in its standardized production and scientific application. It leverages its physical form to improve practicality and contributes to efficient and sustainable agricultural production through precise nutrient supply.
Nitrogen is a core nutrient for plant growth; nitrogen deficiency in the soil leads to stunted growth and yellowing leaves. Compound fertilizers produced by NPK fertilizer production lines and high-nitrogen organic fertilizers produced by organic fertilizer production lines can both supplement nitrogen. For rapid nitrogen supplementation, prioritize fast-acting methods, considering both absorption efficiency and soil suitability.
The fastest way to supplement nitrogen is to apply fast-acting chemical nitrogen fertilizers. These fertilizers can be mass-produced through NPK fertilizer production lines and absorbed by crops within 1-7 days. Commonly used fertilizers include urea and ammonium bicarbonate. Urea has a high nitrogen content and wide applicability; it can be applied in furrows, holes, or through irrigation. Dosage control is necessary to prevent root burn.
For a balance of rapid effect and soil improvement, consider combining fast-acting fertilizers with organic fertilizers. High-nitrogen organic fertilizers (such as composted chicken manure) efficiently processed by organic fertilizer compost turning machines, combined with amino acid water-soluble fertilizers, can quickly supplement nitrogen and improve soil. This is suitable for crops and soils that are sensitive to excessive chemical fertilizer application. Water-soluble fertilizers can be applied through spraying or drip irrigation for faster absorption.
When supplementing nitrogen, note the following: First, avoid single-nutrient supplementation; consider using NPK compound fertilizers combined with phosphorus and potassium fertilizers. Second, match the fertilizer to the soil; for acidic soils, add a small amount of lime to reduce nutrient loss. Shallow tillage and covering the soil can reduce nitrogen fertilizer volatilization, and organic fertilizers fully composted by composting machines can further reduce nutrient loss.
In summary, for purely fast-acting nitrogen supplementation, choose fast-acting chemical nitrogen fertilizers from NPK fertilizer production lines. For a balance of rapid effect and soil improvement, choose a combination of “fast-acting chemical fertilizer + organic fertilizer produced by organic fertilizer production lines.” Scientific application can quickly increase nitrogen levels and ensure crop and soil health.
The core of composting is the microbial decomposition of organic materials. Material selection directly determines composting efficiency, product quality, and whether unpleasant odors are produced. The key selection criteria are “easy decomposition, harmlessness, and suitable carbon-to-nitrogen ratio.” Below is a clear list of materials that can and cannot be composted.
Compostable materials mainly consist of natural organic waste, divided into two categories: carbon-rich materials (straw, sawdust, fallen leaves) to supplement carbon elements and increase aeration; and nitrogen-rich materials (livestock manure, kitchen waste, fruit and vegetable scraps, mushroom residue) to provide nutrients and accelerate decomposition. A small amount of wood ash or composting inoculant can be added. Using an organic fertilizer composting machine for turning and mixing will improve the process. Windrow compost turning machines are suitable for large areas and heavy materials, while large wheel compost turning machines are suitable for small and medium-sized operations, helping to ensure even mixing of materials.
The following materials should absolutely not be composted: high-salt and high-fat foods (leftovers, fried foods, pickled foods), which will attract pests, produce foul odors, and inhibit microbial activity; and toxic and harmful materials (plastics, glass, straw with pesticide residues, chemical waste), which cannot be decomposed and will pollute the soil.
In addition, meat and bones decompose slowly and easily breed bacteria, so they are not recommended; large, hard objects that have not been crushed need to be crushed beforehand. After adding them, they can be turned and mixed using an organic fertilizer composting machine (both windrow and large wheel composting machines are suitable) to reduce ventilation obstruction; hazardous waste such as batteries is strictly prohibited to prevent heavy metal contamination.
In summary: Prioritize natural, easily decomposable organic waste, combine materials according to the carbon-to-nitrogen ratio, avoid prohibited materials, and use appropriate composting equipment to quickly produce high-quality, odor-free compost, contributing to soil improvement and crop growth.