Practical Methods for Improving the Granulation Yield of Flat Die Granulators
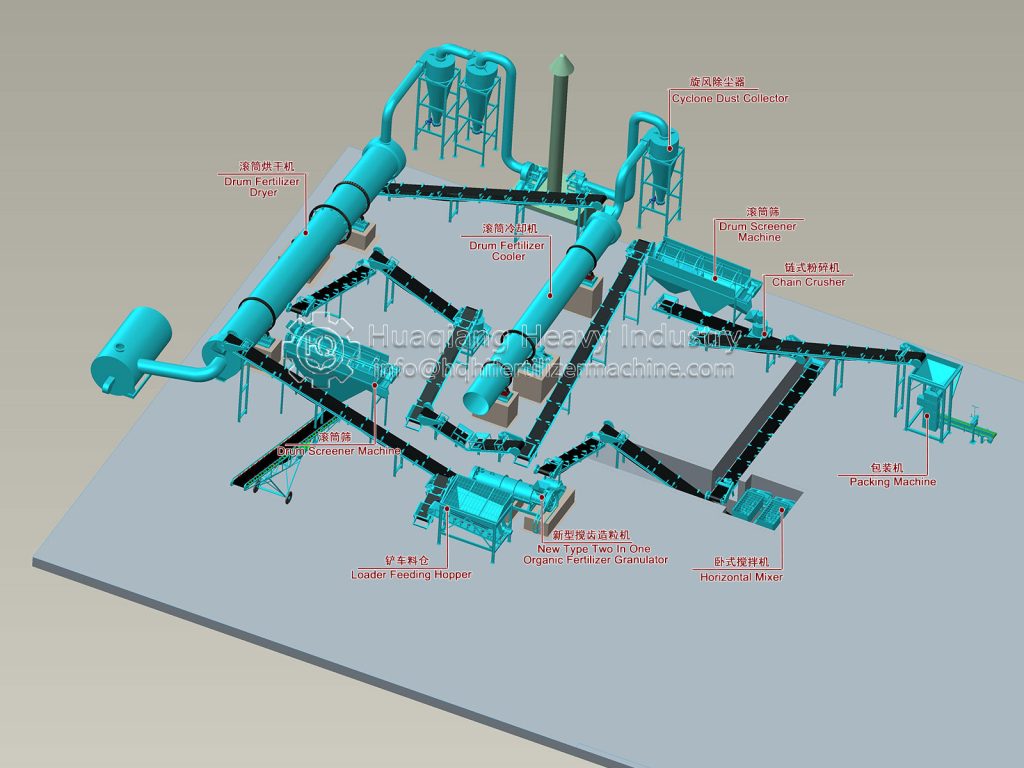
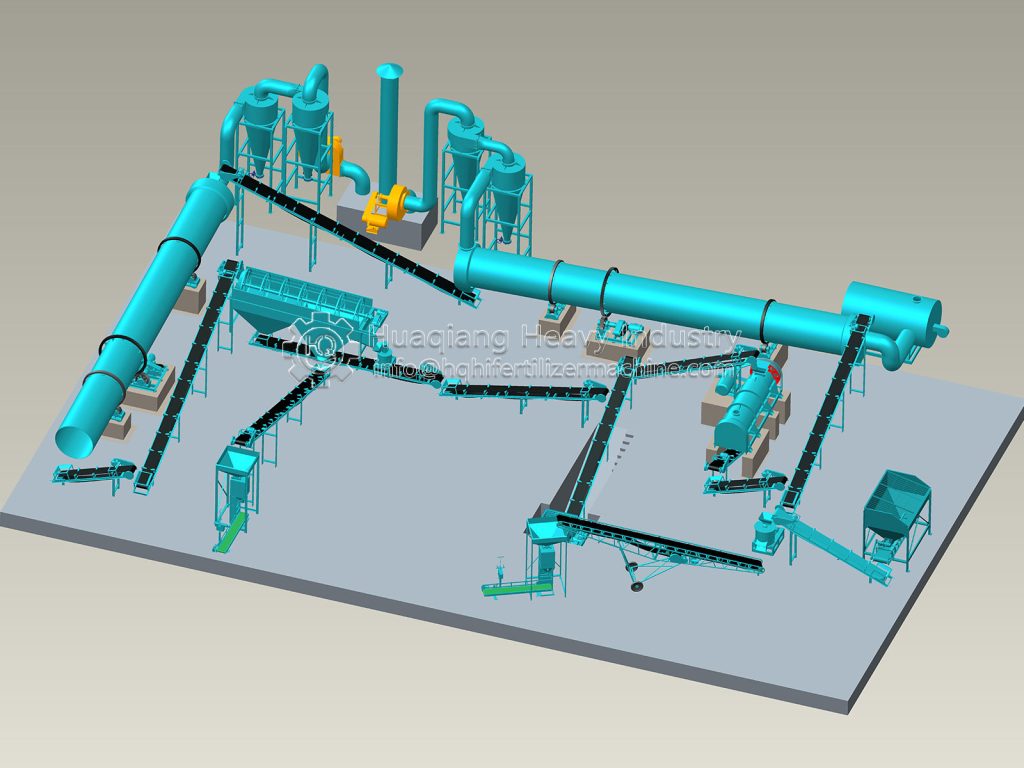
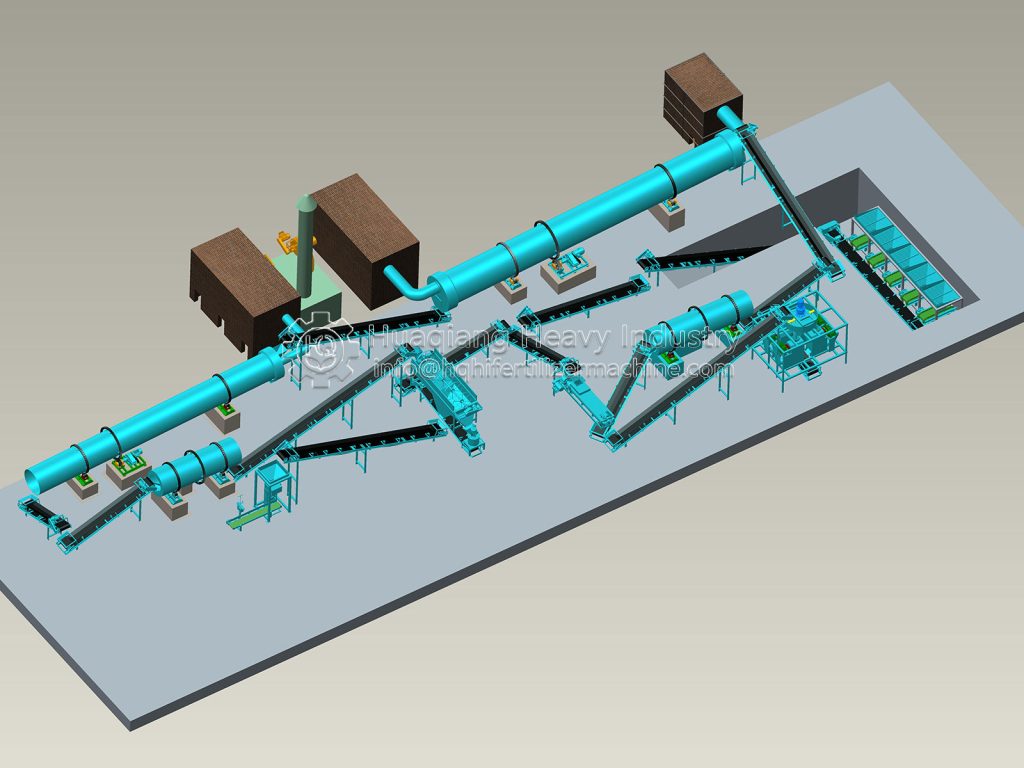
In organic fertilizer production lines, flat die granulators typically process materials such as livestock and poultry manure and composted straw. These materials contain coarse fiber and experience large moisture fluctuations, which can easily lead to low granulation yields and loose pellets. To improve granulation efficiency, precise optimization in four key areas is necessary, taking into account the characteristics of the organic fertilizer material.

Raw material pretreatment must be tailored to the characteristics of the organic fertilizer. First, the moisture content should be controlled between 25% and 30%, which is the optimal range for organic fertilizer granulation. A moisture content too low can easily result in broken pellets, while a moisture content too high can cause die sticking and clogging. This can be adjusted by airing the material or adding dry straw powder. Secondly, the composted material should be pulverized to ensure that the coarse fiber particle size does not exceed 1/2 the die hole diameter to prevent fibers from wrapping around the die rollers and causing uneven extrusion. Uncomposted lumps should also be removed to prevent clogging. Additionally, 2% to 3% bentonite can be added as a binder to enhance pellet density without affecting the fertilizer’s efficiency.
Equipment adjustments require targeted optimization. Organic fertilizer materials have poor fluidity, so the die roller gap should be adjusted to 0.2-0.4mm, slightly wider than the standard setting, to prevent material from getting stuck. The roller speed should be reduced to 15-20r/min to allow ample time for the coarse fibers to be extruded and formed. For die orifice selection, a tapered die with a diameter of 4-8mm is preferred to reduce material resistance within the die and minimize the likelihood of blockage. Regularly clean the die orifice with a steel brush to remove residual fiber impurities.
Process operations should be tailored to the production scenario. High-temperature preheating is not required before startup. Simply use a small amount of wet material to “prime” the die, forming a thin layer of material on the inner wall of the die orifice to prevent subsequent material from sticking to the wall. Use a spiral feeder with a constant speed to avoid concentrated lumps of material and prevent equipment overload. If fibers are found on the surface of the pellets and they are prone to breakage during production, add binder or adjust the moisture content promptly.
Maintenance should focus on vulnerable areas. Organic fertilizer materials contain corrosive components. The die roller surface should be cleaned weekly, and residual humus should be removed with a wire brush to prevent corrosion. The inner wall of the die hole should be inspected monthly, and burrs caused by coarse fiber wear should be removed with fine sandpaper. The transmission system lubricant should be replaced quarterly, using a corrosion-resistant, specialized oil to prevent component wear caused by humus contamination.
By optimizing these measures for organic fertilizer production lines, the flat die granulator’s pelletizing rate can be increased to over 90%, reducing waste of mature raw materials while ensuring uniform organic fertilizer pellets and ensuring stable and efficient production line operation.