In modern chemical, agricultural, and food processing industries, how to efficiently and stably convey granular and powdered materials vertically has always been a key challenge in production processes. With its unique design and technical advantages, the bucket elevator is becoming the star equipment in this field!
In fertilizer production systems, the bucket elevator serves as a crucial material handling component among various fertilizer equipment. As an essential fertilizer production machine, it vertically transports raw materials and granules between different processing stages – from raw material feeding to screening and packaging. This continuous conveying equipment works synergistically with other machines like mixers, granulators, and dryers to form a complete fertilizer production line, ensuring efficient material flow while maintaining product quality throughout the manufacturing process.

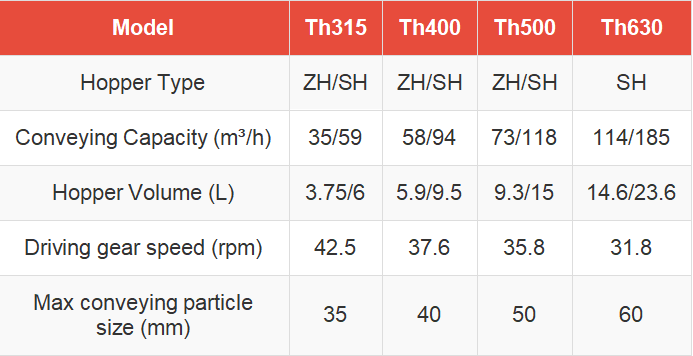
Imagine: Occupying only a few square meters of space, yet achieving vertical conveying at heights of tens of meters, with handling capacities ranging from 35 to 185m³/h, while consuming 30% less energy than traditional conveying equipment—this is the efficiency revolution brought by bucket elevators!
Product Technical Specifications
Why Choose Bucket Elevators?
- High Space Utilization: Vertical design occupies only 1/5 the space of traditional conveying equipment
- Strong Conveying Capacity: TH630 model can reach up to 185m³/h conveying capacity
- Low Energy Consumption: Optimized transmission system saves 20-30% energy compared to similar equipment
- Excellent Sealing: Fully enclosed design prevents material leakage and environmental pollution
- Easy Maintenance: Modular design makes daily maintenance more convenient
Application Scenarios
Bucket elevators are widely used in fertilizer, grain, food, feed, mining and other industries. Whether it’s conveying grain from the ground to the top of a silo or lifting fertilizer raw materials from the lower level to mixing equipment, bucket elevators can perform perfectly. It’s especially worth mentioning that our ZH (medium-depth hopper) and SH (deep hopper) designs provide optimal solutions for different material characteristics.
“From fertilizer plants to flour processing workshops, from mines to feed mills, bucket elevators are redefining the standards of vertical material conveying. Choose the right model to make your material conveying more efficient and economical!”