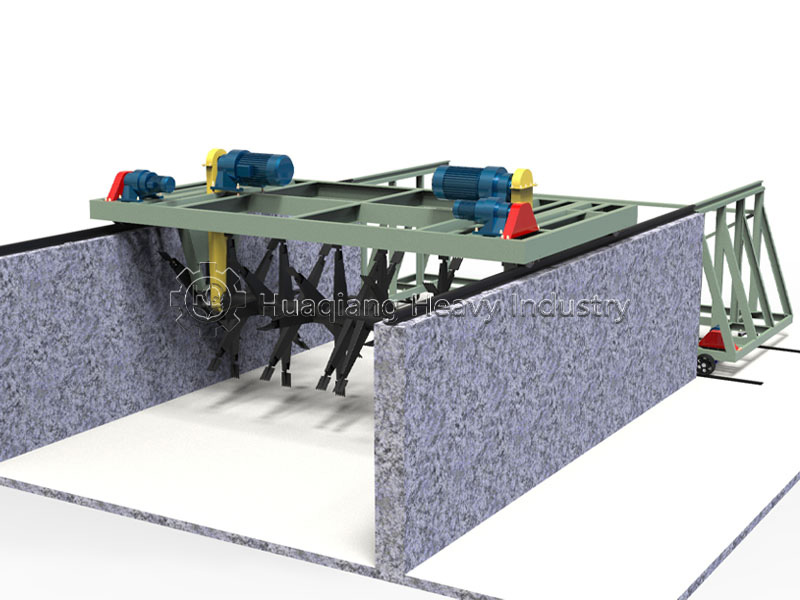
The hydraulic compost turning machine is a hydraulic system-driven composting equipment designed for aerobic fermentation of organic materials such as livestock and poultry manure, crop straw, and kitchen waste. It is a core piece of equipment in organic fertilizer production lines.
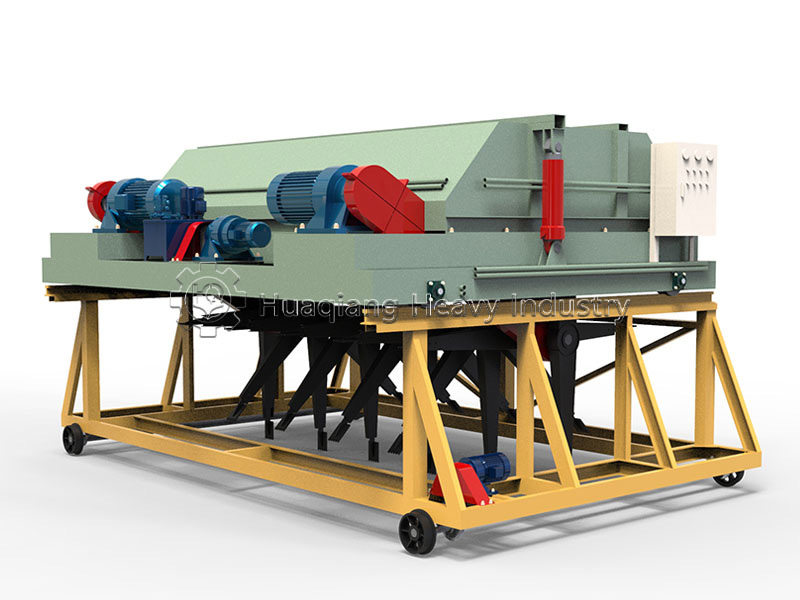
It accelerates the decomposition of organic materials through turning, mixing, and oxygen supply, facilitating the production of organic fertilizer or bioenergy raw materials. The equipment consists of a walking mechanism, a turning and mixing mechanism, a hydraulic system, an oxygen supply system, a control system, and a safety protection system. The walking mechanism drives the equipment to move along the fermentation trough, the turning and mixing mechanism penetrates the material pile for mixing, the hydraulic system provides power, and the control system realizes automated operation, ensuring safety and efficiency.
Its advantages are significant: strong power, capable of handling high-density and high-viscosity materials; precise adjustment of turning depth, speed, and oxygen supply to improve fermentation quality; stable operation, high degree of automation, reducing labor costs; wide adaptability, capable of handling various organic wastes; and it is environmentally friendly and energy-saving, promoting the resource utilization of organic waste.
In short, the hydraulic compost turning machine, as a core organic fertilizer production equipment, provides raw material processing assurance for organic fertilizer production lines with its wide range of material adaptability, and is a key equipment for promoting the resource utilization of organic waste and contributing to the development of the organic fertilizer industry.
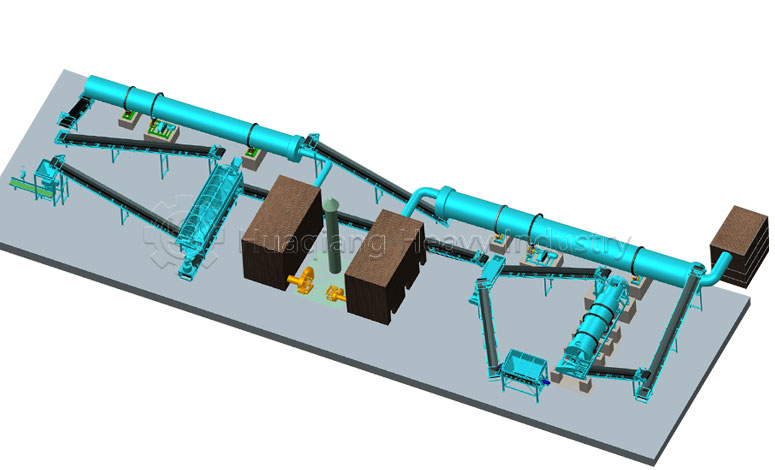
With the global emphasis on sustainable agriculture and ecological protection, the organic fertilizer industry has developed rapidly, and the organic fertilizer production line and organic fertilizer manufacturing system have become the core infrastructure for realizing large-scale, standardized organic fertilizer production. These integrated systems convert agricultural wastes, animal manure, and organic residues into high-quality organic fertilizer through scientific processes, realizing resource recycling while improving soil fertility. Among them, organic fertilizer production granulation is a key link that determines the quality and application effect of the final product, and the organic fertilizer disc granulation machine and organic fertilizer combined granulation production line are widely used in the industry due to their stable performance and high efficiency.
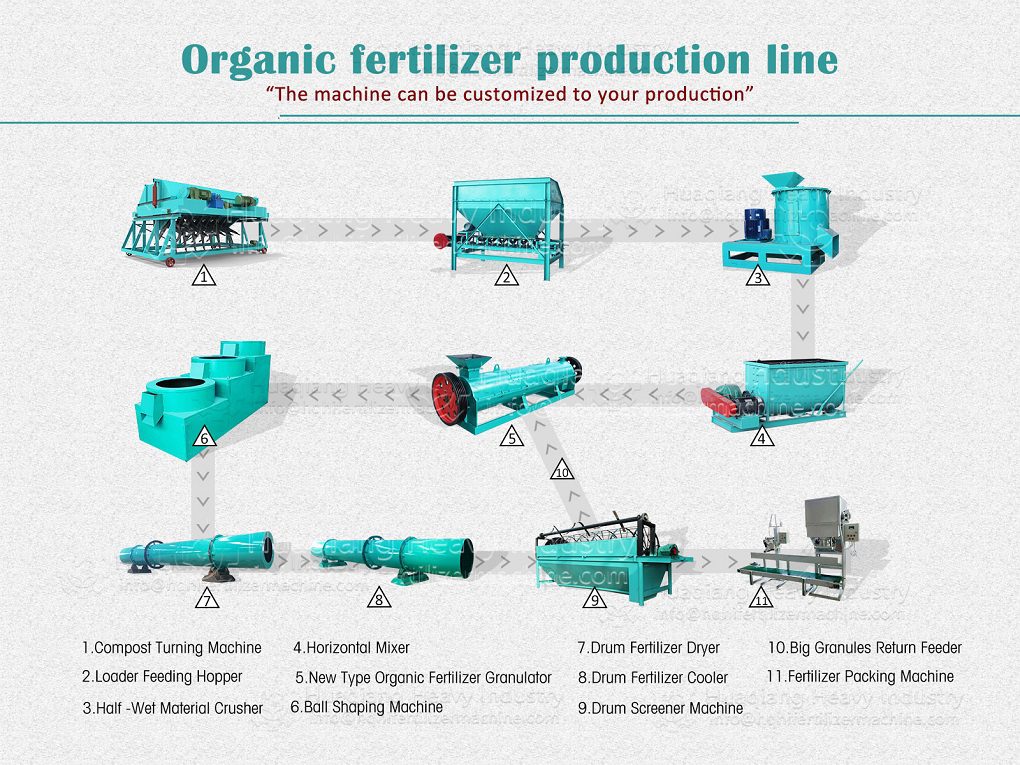
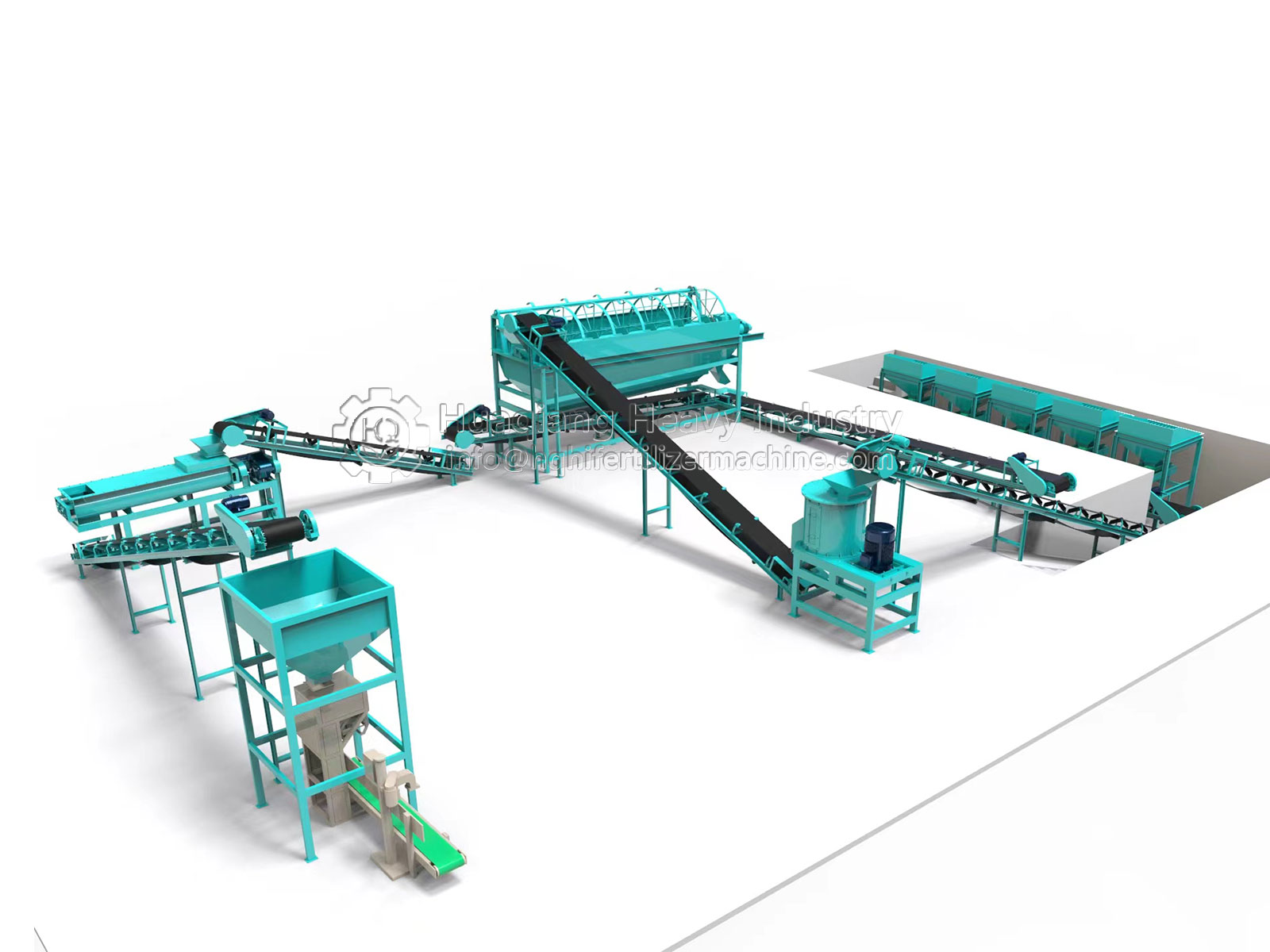
An organic fertilizer manufacturing system is a comprehensive assembly of multiple processes and equipment, covering raw material pretreatment, fermentation, granulation, drying, cooling, screening, packaging, and other links. The entire system is designed to ensure the continuous and efficient operation of the production process, from the initial collection and crushing of organic raw materials to the final formation of finished fertilizer. Raw materials such as crop straw, poultry manure, and kitchen waste need to go through high-temperature composting fermentation first to eliminate pathogens and odors, and convert unstable organic matter into stable nutrients. After fermentation, the material enters the organic fertilizer production granulation stage, which is the core of the entire production line, as granular fertilizer is easier to store, transport, and apply uniformly than powdery fertilizer.
The organic fertilizer disc granulation machine is one of the most mature and widely used equipment in organic fertilizer production granulation. This machine adopts an inclined rotating disc structure, and the fermented organic material is fed into the disc. With the rotation of the disc, the material forms spherical granules under the combined action of its own gravity and appropriate liquid binder. The disc granulation machine has the advantages of simple structure, convenient operation, and high granulation rate, and is especially suitable for small and medium-sized organic fertilizer production lines. It can flexibly adjust the rotating speed and inclination angle of the disc according to the characteristics of the material and the required granule size, ensuring the uniformity and roundness of the granules, which lays a good foundation for the subsequent drying and screening processes.
For large-scale production enterprises with higher efficiency and automation requirements, the organic fertilizer combined granulation production line has become the first choice. This integrated production line integrates multiple processes such as mixing, granulation, drying, cooling, and screening, and realizes automated continuous production. Different from a single disc granulation machine, the combined granulation production line can adopt a variety of granulation technologies according to production needs, such as combining disc granulation with stirring-tooth granulation, which not only improves the granulation efficiency but also optimizes the quality of the granules. The production line is equipped with intelligent control systems, which can accurately adjust parameters such as material ratio, moisture content, and granulation speed, ensuring stable product quality and reducing manual operation errors.
In the organic fertilizer production granulation process, whether using a single disc granulation machine or an integrated combined granulation production line, the selection of equipment needs to be based on factors such as production scale, raw material characteristics, and product requirements. For small-scale farms or local processing plants, the disc granulation machine is cost-effective and easy to maintain, which can meet basic production needs. For large-scale industrial production, the combined granulation production line has obvious advantages in efficiency, automation, and product consistency, which can help enterprises reduce production costs and improve market competitiveness.
The continuous optimization and upgrading of the organic fertilizer production line and organic fertilizer manufacturing system have promoted the high-quality development of the organic fertilizer industry. These production systems not only solve the problem of environmental pollution caused by organic waste but also provide high-quality organic fertilizer for agriculture, helping to improve soil structure, increase crop yield, and ensure food safety. As the concept of ecological agriculture deepens, the demand for efficient, energy-saving, and intelligent organic fertilizer production lines will continue to grow, and the organic fertilizer disc granulation machine and combined granulation production line will be further improved in technology, contributing more to the development of sustainable agriculture.
In the production of powdered fertilizers, the efficiency of the fermentation process and the quality of raw material decomposition directly determine the pace of subsequent processing. As a core production auxiliary equipment, compost turning machines improve overall production efficiency from multiple key points by optimizing the fermentation process, improving raw material characteristics, and connecting production processes.
Accelerating raw material decomposition. Powdered fertilizer raw materials are mostly organic materials such as livestock and poultry manure and crop straw. Natural fermentation cycles are long and prone to uneven decomposition. Compost turners, through deep turning and mixing, can quickly break up material clumps, allowing the material to fully contact the air, increasing microbial activity, and promoting the rapid decomposition of organic matter.
Optimizing raw material characteristics. During the turning process, the compost turning machine can simultaneously mix and crush the materials, reducing clumping and resulting in more uniform particle size of the decomposed raw materials, eliminating the need for additional crushing and screening processes. This pre-treatment optimization makes the raw materials more suitable for subsequent grinding and fertilizer mixing equipment for powdered fertilizers, preventing equipment blockage or processing difficulties, improving the processing efficiency of subsequent processes, and reducing energy consumption and material loss.
Ensuring continuous production. Compost turners can achieve continuous and large-scale operation without frequent shutdowns for adjustments, stably supplying qualified raw materials to subsequent processes and avoiding production interruptions due to raw material shortages. At the same time, its flexible operating mode can adapt to different scales of production needs, ensuring smooth production flow whether in small and medium-sized decentralized production or large-scale fertilizer production lines.
Biofertilizers, as eco-friendly alternatives to chemical fertilizers, play a vital role in sustainable agriculture. In 2026, the production of biofertilizers relies on three core categories of raw materials: biological agents (beneficial microorganisms), nutrient-rich growth media, and carrier materials that maintain microbial viability. These raw materials work synergistically to ensure the activity of beneficial microorganisms from production to application, enabling them to promote plant growth and improve soil health. A clear understanding of these raw materials is essential for grasping the production logic and application value of biofertilizers.
Beneficial microorganisms, also known as biological inoculants, are the core “active” raw materials of biofertilizers, directly determining their functional effects. The main types include nitrogen-fixing bacteria, which can convert atmospheric nitrogen into plant-available forms. This group includes rhizobia (specifically for leguminous plants), azotobacter (free-living in soil), and azospirillum. Phosphorus- and potassium-solubilizing microorganisms are another key category, such as Bacillus megaterium, Pseudomonas fluorescens, and fungi like Aspergillus niger, which can decompose insoluble phosphorus and potassium in soil into absorbable nutrients. Plant growth-promoting fungi, mainly Trichoderma and mycorrhizal fungi, enhance plant stress resistance and nutrient uptake efficiency. Additionally, cyanobacteria (blue-green algae) like Anabaena and Nostoc are widely used in rice cultivation due to their nitrogen-fixing capacity and adaptability to paddy environments.
Fermentation and growth media are essential for propagating beneficial microorganisms to high concentrations during the production process, providing necessary nutrients and energy. Carbon sources are the primary energy supply for microbial growth, with common raw materials including molasses, sucrose, glucose, and starch, which are easily metabolized by most microorganisms. Nitrogen sources and nutrients support microbial cell synthesis, such as yeast extract, peptone, ammonium salts, and corn steep liquor, which are rich in amino acids and vitamins. Agricultural by-products like rice bran, wheat bran, and various grain husks are also widely used as components of growth media. These by-products not only reduce production costs but also realize resource recycling, aligning with the concept of circular agriculture.
Formulation raw materials, mainly carriers and additives, are mixed with microbial cultures after fermentation to ensure microbial survival during storage and application. Organic carriers are commonly used for their good water-holding capacity and nutrient retention, including peat (a traditional standard carrier, but gradually being replaced due to sustainability concerns), biochar (charcoal), compost, and vermicompost. Agricultural wastes such as bagasse, coffee grounds, filter cake, and cocoa pod husks are also excellent organic carriers, turning waste into valuable resources. Industrial and animal wastes, such as biogas slurry, sewage sludge, and animal manures (cattle, pig, or poultry manure), can be used as carriers after harmless treatment. Mineral-based materials like phosphate rock powder, zeolite, kaolin, and bentonite are selected for their stable chemical properties and porous structures, which protect microorganisms from environmental stress. Additives or protectants include glycerol (to prevent desiccation), gum arabic (for adhesion to plant surfaces), and polymers like alginate or carboxymethyl cellulose (CMC) for microbial embedding, extending the shelf life of biofertilizers.
A prominent trend in 2026 is the use of locally available biomass resources (such as molasses, brown sugar, and milk) for on-farm production of biological agents. This approach not only significantly reduces production costs but also promotes the development of a circular bioeconomy by utilizing local agricultural and sideline resources. In summary, the raw materials for biofertilizers are diverse and environmentally friendly, covering biological, nutritional, and formulation categories. The rational selection and matching of these raw materials based on production needs and local resource conditions are crucial for improving the quality and applicability of biofertilizers, advancing the development of sustainable agriculture.
Industrial Integration: Composting Infrastructure for Biofertilizer Production
The production of high-quality organic carriers and the processing of agricultural waste feedstocks are foundational steps in the biofertilizer value chain. This is achieved through industrial-scale fermentation composting technology for organic fertilizer. Key equipment in this process includes the large wheel compost turner and the chain compost turning machine, which are essential for aerating and homogenizing windrows in open-air systems. For more controlled and intensive decomposition, trough-type aerobic fermentation composting technology is employed. These machines collectively represent advanced fermentation composting turning technology, transforming raw biomass into a stable, pathogen-free compost that serves as an ideal carrier or base material.
This compost is a critical component of the complete suite of equipments required for biofertilizer production. Following the fermentation stage managed by an agriculture waste compost fermentation machine or a windrow composting machine, the cured compost can be blended with specific microbial inoculants. To produce a market-ready granular product, the mixture is then processed through a disc granulation production line, which shapes the material into uniform pellets without damaging the embedded microorganisms. This integrated system seamlessly connects waste valorization with the creation of a value-added biological product.
Therefore, modern biofertilizer manufacturing is not solely about microbial fermentation; it equally depends on robust upstream composting infrastructure to provide a consistent, high-quality organic matrix that ensures the survival and efficacy of the beneficial microbes from the factory to the field.
Against the backdrop of green transformation in agriculture, the market demand for balanced fertilizers has shifted from “general-purpose” to “precisely tailored,” with the core requirement being a precise match between nutrient ratios and soil and crop needs, while also accommodating flexible production of small batches and multiple formulations. The NPK blending fertilizer production line, with its unique technical characteristics, has become a core vehicle for meeting this demand.
Precise Proportional Mixing Capability: The key to balanced fertilizers is the balance of nitrogen, phosphorus, potassium, and micronutrients. The automatic precision batching system of the NPK blending fertilizer production line can achieve a mixing accuracy of 0.1%, producing not only general formulas such as 15-15-15, but also customized formulas based on soil test data, such as high-potassium balanced fertilizers for potassium-deficient orchards.
Adaptability to Diversified Needs: Currently, large-scale farms and scattered smallholder farmers coexist, resulting in significant differences in the demand for balanced fertilizers. The NPK blending fertilizer production line can flexibly switch formulas and can handle small batch orders as low as 10 tons, meeting the concentrated fertilizer needs of large cooperatives and also accommodating personalized orders from individual farmers.
Efficient Collaborative Capability: The production line uses a double axis paddle mixer or a BB fertilizer mixer to achieve uniform mixing of raw materials, avoiding nutrient imbalance. Combined with subsequent screening and testing processes, it ensures uniform granule size and nutrient content of the finished product. Its simplified process and rapid commissioning advantages allow it to quickly respond to the demand for new types of balanced fertilizers.
In summary, the NPK blending fertilizer production line, with its core advantages of precise proportioning, flexible production, and efficient collaboration, can fully meet the diversified and precise needs of the market for balanced fertilizers.
In the wave of resource utilization of agricultural waste, chicken manure is no longer a pollution hazard, but a highly valuable raw material in the fertilizer industry. Its rich nutrient reserves and suitable physical and chemical properties give it an important position in the production of high-quality organic fertilizers.
Core Value One: High-quality nutrient supply, meeting crop needs. Chicken manure is rich in core nutrients such as nitrogen, phosphorus, and potassium, and its organic matter content is as high as 25%-30%, far exceeding that of ordinary livestock and poultry manure. After scientific composting, the nutrients are more easily absorbed by crops, providing comprehensive nutrition for crop growth and supplementing soil organic matter, improving soil compaction and acidification problems.
Core Value Two: Prominent ecological value, contributing to circular agriculture. If chicken manure from large-scale farming is piled up indiscriminately, it can easily cause water and soil pollution. However, using chicken manure organic fertilizer machines to convert it into organic fertilizer can achieve a circular economy in farming, reduce the use of chemical fertilizers, and reduce agricultural non-point source pollution.
Core Value Three: Lowering production thresholds and improving economic efficiency. Chicken manure is widely available and inexpensive, which can significantly reduce the raw material costs of organic fertilizer production lines. For small and medium-sized fertilizer producers, using chicken manure as the core raw material can simplify the pre-treatment process, and high-quality organic fertilizer can be produced with conventional compost turning machines and granulators; for farmers, converting chicken manure on-site can also reduce fertilization costs and increase planting income.
The value of chicken manure in the fertilizer industry is essentially a vivid embodiment of “waste resource utilization.”
In the process of agricultural modernization, the rational application of chemical fertilizers is key to ensuring high crop yields and improving planting efficiency. However, problems such as soil degradation and environmental pollution caused by indiscriminate fertilization are becoming increasingly prominent. Against this backdrop, the 4R principle of fertilizer management within the 4R nutrient management framework has emerged. With science at its core, it provides important guidance for achieving sustainable agricultural development by precisely matching nutrient supply with crop needs. The 4R principle specifically refers to the right fertilizer type (Right Source), the right application rate (Right Rate), the right application time (Right Time), and the right application location (Right Place), serving as a scientific fertilization guideline that balances yield, efficiency, and environmental protection.
The right fertilizer type is a prerequisite for scientific fertilization. Different crops have different nutrient requirements, and the physical and chemical properties of soils also vary. Only by precisely matching fertilizer types can efficient nutrient utilization be achieved. For example, nitrogen-loving crops such as leafy vegetables and rice require a focus on nitrogen fertilizer application, while phosphorus-loving crops such as legumes and potatoes need enhanced phosphorus fertilizer supply. Fruits and melons require high-potassium fertilizer during the fruit expansion period. Acidic soils are best treated with alkaline fertilizers such as calcium magnesium phosphate to neutralize acidity, while alkaline soils require the addition of acidic fertilizers such as ammonium sulfate to regulate pH. Furthermore, the choice of fertilizer form is crucial. Granular fertilizers, liquid fertilizers, and organic fertilizers each have their advantages, and should be selected rationally based on planting methods and crop needs to avoid the pitfalls of a “one-size-fits-all” approach.
The correct application rate is key to balancing increased yield and environmental protection. Excessive fertilization not only increases planting costs but also leads to nutrient loss, causing soil compaction, salinization, and even environmental pollution such as eutrophication of water bodies and atmospheric ammonia volatilization. Insufficient fertilization, on the other hand, leads to nutrient deficiencies and weakened growth in crops, directly impacting yield and quality. Therefore, the 4R principle emphasizes determining precise fertilizer application based on soil testing results and crop nutrient requirement estimates. This ensures a balance between nutrient supply and crop needs, minimizing fertilizer waste and environmental risks while increasing yield and efficiency.
The correct application timing is crucial for improving nutrient absorption efficiency. Crops have peak and trough nutrient requirements at different growth stages. Only by applying fertilizer during critical periods can nutrient supply be precisely synchronized with crop needs, improving absorption and utilization rates. For example, wheat’s greening and grain-filling stages are peak demand periods for nitrogen and potassium fertilizers, fruit trees have an urgent need for potassium fertilizer during fruit expansion, and vegetables should follow the principle of “light application during the seedling stage and heavy application during the fruiting stage.” If fertilizer is applied too early, nutrients are easily lost and wasted; if applied too late, the needs of the crop’s critical growth stages cannot be met, and the fertilizer effect is difficult to achieve.
The correct application location is essential to minimize nutrient loss. The application location directly determines the contact efficiency of the crop roots. Improper application location will not only reduce fertilizer efficiency but may also cause fertilizer damage. The 4R principle requires fertilizers to be applied to areas easily absorbed by crop roots, such as through strip application or hole application, burying the fertilizer 5-10 cm below and to the side of the roots. This avoids scattering fertilizer on the surface, which can lead to nutrient volatilization, and also prevents direct contact between fertilizer and seeds or roots, which can burn seedlings. This requirement ensures that nutrients remain within the root zone, reducing losses through leaching and volatilization, and improving nutrient utilization efficiency.
Practicing the 4R principle has profound practical significance. For farmers, it improves nutrient utilization efficiency, reduces planting costs, increases crop yield and quality, and enhances profitability. For the ecological environment, it reduces nutrient loss to water, air, and soil, improves soil health and water quality, and alleviates agricultural non-point source pollution. For agricultural development, it promotes reduced fertilizer use and increased efficiency, supports the implementation of the “storing grain in the land and storing grain in technology” strategy, and lays a solid foundation for sustainable agricultural development. In modern agricultural development, promoting and practicing the 4R principle is an inevitable choice for achieving a win-win situation for agricultural economic, social, and environmental benefits.
Industrial Enabling of the 4R Principle: Flexible NPK Manufacturing
Implementing the “Right Source” principle of 4R nutrient management relies heavily on modern fertilizer manufacturing capabilities. The ability to produce a wide array of specific NPK formulations is made possible by advanced npk fertilizer production technology. The npk fertilizer manufacturing process begins with precise formulation. For physical blending operations, a npk bulk blending machine (or bulk blending fertilizer machine) accurately mixes pre-granulated single-nutrient fertilizers. For integrated granulation, raw powders are homogenized and then formed into granules using an npk granulation machine, which applies specific npk granulation machine technology such as rotary drum agglomeration or dry compaction.
A complete npk fertilizer production line integrates this granulation core with other npk fertilizer machine units like mixers, dryers, and coolers. The entire suite of npk fertilizer granulator machine equipment is designed to be flexible, allowing producers to adjust the NPK compound fertilizer production capacity and, more importantly, to switch between different nutrient ratios efficiently. This industrial flexibility is what empowers agronomists and farmers to select the perfect “Right Source” from a vast menu of tailored products, translating the 4R principle from theory into practical, field-ready solutions.
Therefore, the sophistication of the npk manufacturing process directly supports sustainable agriculture. By enabling the cost-effective production of specialized blends, it provides the essential tools to practice precise nutrition management, minimize environmental impact, and maximize crop productivity.
Granulation is a pivotal process in fertilizer production, transforming fine powders into granular forms that enhance handling, storage, and uniform application. In 2026, the machinery employed for NPK and organic fertilizer granulation is primarily categorized based on the production method: Wet Granulation and Dry Granulation. The selection of appropriate equipment is determined by key factors such as production scale, raw material moisture content, and budget constraints. Additionally, a complete granulation line relies on a suite of support machinery to ensure product quality and production efficiency. Understanding these granulation machines and their functions is essential for optimizing fertilizer manufacturing processes.
Wet granulation machines, which utilize liquid binders or steam to aggregate powder into granules, are widely used in both NPK and organic fertilizer production. The Rotary Drum Granulator stands as the industry standard for large-scale NPK production, capable of handling output rates up to 30 tons per hour (t/h). In this machine, raw materials tumble within a rotating cylinder, forming dense, spherical granules through either chemical reactions between components or the addition of liquid binders. Its high capacity and stable performance make it indispensable for large commercial fertilizer plants.
For small-to-medium-sized production facilities (with output ranging from 0.5 to 6 t/h), the Disc (Pan) Granulator offers a cost-effective solution. This inclined rotating disc allows operators to directly observe the granulation process, enabling real-time adjustments to liquid spray volume and material feed rate to ensure the production of round, uniform granules. Specifically tailored for organic fertilizers, the Stirring-Tooth (New Type Organic) Granulator uses high-speed mechanical agitation to convert fermented organic wastes into high-quality, uniform granules, addressing the unique properties of organic materials. The Rotary Drum Churning Granulator combines the advantages of drum and stirring-tooth technologies, achieving a granulation rate exceeding 90% with more consistent pellet size, making it a versatile choice for medium-to-large organic fertilizer plants.
Dry granulation machines, which rely on mechanical pressure to compact dry powder (with moisture content below 10%) without the need for water or binders, are favored for their energy efficiency. The Double Roller Extrusion Granulator is the most commonly used dry granulation equipment. It squeezes dry powder between two counter-rotating rollers, directly forming high-density granules. A key advantage of this machine is that it eliminates the need for subsequent drying and cooling processes, significantly reducing energy consumption and overall investment costs, making it ideal for moisture-sensitive or heat-sensitive fertilizers. The Flat Die Granulator is a compact alternative, pressing material through a die to produce cylindrical pellets. It is often used for small-scale operations such as farm-based organic manure processing due to its small footprint and low maintenance requirements.
A complete granulation production line cannot operate without auxiliary support machinery, which plays a crucial role in ensuring the quality and efficiency of the final product. Mixers and crushers are used in the pre-processing stage to create a uniform powder blend, as consistent raw material composition is essential for high-quality granulation. For wet granulation lines, Rotary Dryers and Coolers are indispensable—they remove excess moisture from the granules to prevent clumping and ensure storage stability. Screening Machines (Vibrating Sieves) separate oversized or undersized granules, which are then recycled back into the granulation process to improve material utilization. Coating Machines apply a protective layer to the granules, enhancing their shelf life or enabling slow-release nutrient delivery, a feature increasingly demanded in sustainable agriculture. Finally, Automatic Packaging Machines handle the final weighing and bagging of the granulated product, improving packaging efficiency and accuracy.
In summary, the granulation machinery landscape in 2026 is diverse, with wet and dry granulation machines catering to different production needs and material characteristics. Wet granulation equipment excels in large-scale production and spherical granule formation, while dry granulation machines offer energy efficiency and suitability for sensitive materials. When combined with essential support machinery, these granulation systems form a complete production line that ensures the consistent quality and efficient manufacturing of both NPK and organic fertilizers. As the fertilizer industry moves toward sustainability, the continuous optimization of these machines—particularly in energy efficiency and adaptability to organic materials—will remain a key focus for manufacturers.
Integrating Granulation into Complete Fertilizer Production Systems
The choice of granulation technology is a defining step in the npk fertilizer manufacturing process or the organic fertilizer manufacturing system. For dry fertilizer granules compaction, a roller press granulator production line centered on a fertilizer compactor is a key fertilizer production machine technology. This method is efficient for the manufacturing of npk fertilizer from dry powders. In contrast, organic production often starts with an organic fertilizer fermentation process, managed by equipment like a windrow composting machine, before the cured compost is granulated.
For shaping organic materials, an organic fertilizer disc granulation production line utilizing a disc granulator for shaping is a prevalent wet method. Each of these core fertilizer processing machine units—whether a wet granulator or a dry fertilizer compaction machine—must be integrated with auxiliary equipment (mixers, dryers, screens) to form a complete, efficient production line. The synergy between the chosen granulation technology and the upstream/downstream processes ultimately determines the quality, cost, and sustainability of the final fertilizer product.
Therefore, designing a fertilizer plant requires a holistic view of the entire npk manufacturing process or organic system. It involves selecting the granulation machine that best matches the raw material characteristics and production goals, ensuring seamless material flow from initial processing to finished, market-ready granules.
Powdered fertilizers are widely used in agriculture due to their ease of application and uniform nutrient distribution. Their production process revolves around “raw material purification → precise proportioning → fine shaping.”
Raw material pretreatment is fundamental. Raw materials are selected based on the type of fertilizer. Organic fertilizer raw materials require the use of composted livestock manure, straw, etc., which are dried or air-dried to adjust the moisture content to 10%-15% to prevent subsequent clumping; inorganic fertilizer raw materials such as urea and monoammonium phosphate require impurity removal to eliminate stones, impurities, and other foreign matter, while simultaneously reducing the water content through drying equipment.
Mixing and proportioning is the core process. According to the preset nutrient ratio, various pre-treated raw materials are fed into a fertilizer mixer. For example, the production of NPK compound fertilizer requires precise proportioning of urea, diammonium phosphate, potassium chloride, and other raw materials. During the mixing process, uniform mixing must be ensured to avoid excessively high or low local nutrient concentrations. Horizontal ribbon mixers or vertical disc mixers are typically used.
Crushing and screening are crucial for shaping. The mixed material needs to be crushed by a fertilizer crusher to ensure that the particle size meets the standard (generally requiring a pass rate of over 80 mesh). The crushed material then enters a screening machine, where different mesh sizes are used to separate unqualified particles. Coarse particles are returned for secondary crushing, while fine particles proceed to the next stage.
Inspection and packaging are the final guarantee. The screened powdered fertilizer is sampled and tested. Key indicators include nutrient content, moisture content, and particle size. After passing the inspection, the fertilizer is sent to the packaging stage, where it is quantitatively packaged by an automatic packing machine, sealed, and labeled with product information.
In the fields of organic fertilizer production, bioenergy development, and environmental treatment, a highly efficient piece of equipment is becoming the industry’s “new favorite”: the simple compost turning machine. This equipment is specifically designed for organic materials such as livestock and poultry manure, crop straw, and kitchen waste. Through aerobic fermentation technology, it easily achieves the resource utilization of organic waste.
Traditional organic material processing often faces problems such as low fermentation efficiency and high labor costs. The simple compost turning machine overcomes these challenges with its unique advantages. It features an automated operation design and is equipped with a PLC control system, allowing for precise control of movement, turning, and oxygen supply, reducing manual intervention. During operation, the equipment moves along the fermentation tank, turning the materials through a stacking mechanism. The oxygen supply system ensures sufficient oxygen, accelerating microbial activity and significantly improving fermentation efficiency, allowing organic materials to be quickly converted into high-quality organic fertilizer.
Furthermore, this equipment is highly adaptable and can meet the processing needs of different organic materials. Whether it’s batch processing on an organic fertilizer production line or waste conversion in environmental treatment projects, it can handle the task. As a professional manufacturer, we also provide complete organic fertilizer production line solutions, including NPK fertilizer production lines, disc granulation production lines, and other equipment, covering everything from material processing to finished product processing.
Today, environmental protection and resource recycling are becoming trends. The simple compost turning machine not only helps the agricultural sector produce green organic fertilizers but also promotes the reduction and resource utilization of organic waste, contributing to environmental protection.


.jpg)