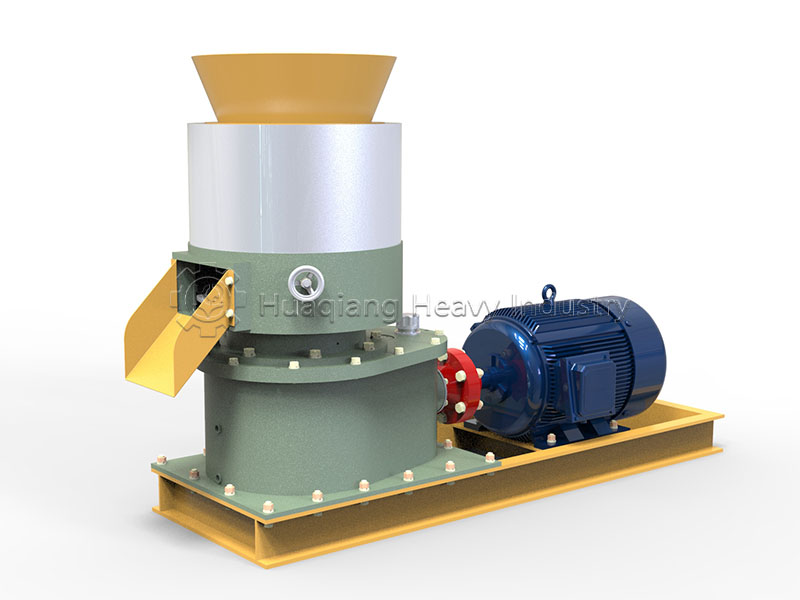
In the bio-organic fertilizer equipment system, the fertilizer compaction machine, with its exclusive fertilizer granules compaction technology, demonstrates differentiated application value and has become the preferred equipment in many production scenarios. Its core advantage stems from the unique design of the extrusion technology, which not only aligns with the production characteristics of bio-organic fertilizers but also overcomes many of the shortcomings of traditional granulation technologies.
The core advantage of fertilizer granules compaction technology is “binder-free molding.” This technology uses the pressure generated by mechanical extrusion to condense the organic fertilizer raw materials into granules through their own molecular forces. This feature not only significantly reduces the cost of auxiliary materials but also maximizes the retention of core nutrients such as organic matter, nitrogen, phosphorus, and potassium in the raw materials, avoiding dilution of fertilizer efficiency and aligning with the core demand of bio-organic fertilizers for “green and natural” products.
As bio-organic fertilizer equipment, the adaptability of the fertilizer compaction machine stems from the flexible control of the extrusion technology. For organic fertilizer raw materials with different moisture and fiber content, the extrusion pressure and roller speed can be precisely adjusted to avoid problems such as sticking to the walls, clogging, or loose molding.
In addition, fertilizer granules compaction technology also has the advantages of low energy consumption and easy operation. The equipment does not require additional processes such as high-temperature drying, significantly reducing energy consumption, and its structure is compact and easy to maintain. This efficient and energy-saving characteristic makes the fertilizer granules compaction machine a bio-organic fertilizer equipment that balances environmental protection and economic benefits.
Flat die pelleting machines, double roller press granulators, and rotary drum granulators are the mainstream granulation equipment in fertilizer production. These three types differ significantly in core dimensions such as molding principle, raw material suitability, and production capacity and quality. Choosing the right equipment requires considering production scale, raw material characteristics, and product requirements.
Molding Principle and Raw Material Suitability: Flat die pelleting machines form granules through mold extrusion, suitable for both wet and dry raw materials, especially suitable for organic fertilizers and NPK compound fertilizers with moderate viscosity, and have low requirements for raw material particle size; double roller press granulators use double rollers to extrude dry materials for granulation, requiring no water addition, suitable for low-viscosity dry powder raw materials, and can save the drying process; rotary drum granulators form granules through drum rolling and spraying conditioning, more suitable for high-humidity, easily agglomerating fermented organic fertilizer raw materials.
In terms of production capacity and quality, flat die pelleting machines have medium production capacity, suitable for small and medium-scale production, producing granules with high strength and uniform particle size, but the molds are easily damaged; double roller press granulators have adjustable production capacity, suitable for small and medium-scale production, producing granules with high strength and high molding rate, but the shape is less regular; rotary drum granulators have large production capacity, suitable for large-scale continuous production, producing granules with good roundness and excellent appearance, but the strength is low and prone to pulverization.
Selection Suggestions: For small and medium-scale production, prioritizing granule strength and adaptability to multiple raw materials, choose a flat die pelleting machine; for dry material granulation, needing to save on drying costs, and prioritizing hardness, a double roller press granulator is preferred; for large-scale continuous production, focusing on granule appearance, a rotary drum granulator is more suitable.
The drying process is the crucial final step in determining the quality of organic fertilizer. Common quality problems such as excessive moisture, nutrient loss, and particle damage are often related to inadequate drying. As a core piece of equipment in the subsequent processing, the drum fertilizer dryer, through its core functions of scientific temperature control and uniform drying, can precisely address these quality issues.
Addressing the problem of “excessive moisture leading to mold”: The dryer uses layered temperature control technology to precisely reduce the material moisture content to a safe standard of 12%-14%. It employs a hot air circulation drying mode, allowing the hot, humid airflow to fully contact the material, quickly removing excess moisture and preventing mold and clumping caused by incomplete drying in certain areas. This extends the shelf life of the organic fertilizer and ensures stability during storage and transportation.
Solving the problem of “high temperatures causing nutrient loss”: High-quality dryers have the capability of low-temperature, high-airflow drying, controlling the drying temperature within a reasonable range of 60-80℃. This temperature efficiently removes water while preventing the decomposition and loss of core nutrients such as organic matter, nitrogen, phosphorus, and potassium in the organic fertilizer due to high temperatures, ensuring that the finished product’s fertilizer efficiency is not compromised.
Addressing the problem of “uneven drying leading to particle damage”: The internal baffle structure of the dryer ensures uniform turning of the material, allowing every particle to come into contact with the hot air, preventing particle deformation and damage caused by local overheating or incomplete drying. At the same time, the dried material is rapidly cooled by a matching drum fertilizer cooler, further improving particle strength and reducing powdering loss during subsequent screening and packaging.
It should be noted that the effectiveness of the dryer depends on proper operation. As a key piece of equipment in the organic fertilizer production line, the precise drying function of the dryer not only improves the finished product’s qualification rate but also enhances the market competitiveness of the organic fertilizer.
No Absolute “Top 3” Fertilizers: Choose Based on Plant Needs
When it comes to the question “What are the top 3 fertilizers?”, the first thing to clarify is that there is no universal answer. Unlike fixed rankings of commodities, the “best” fertilizers are defined by plant needs, soil conditions, and growers’ preferences. In fact, the core of plant nutrition lies in three essential nutrients—Nitrogen (N), Phosphorus (P), and Potassium (K), collectively known as NPK. The so-called “top” fertilizers are mostly products optimized around these three nutrients or organic materials that improve overall soil health. Understanding their characteristics and application scenarios is the key to making the right choice.
Synthetic or chemical fertilizers, categorized by their nutrient focus, are widely recognized for their targeted and efficient nutrient supply, and can be regarded as the most commonly used “top” options in specific scenarios. First, nitrogen (N) fertilizers such as urea and ammonium nitrate are indispensable for promoting leafy green growth. Nitrogen is a core component of chlorophyll, which is vital for photosynthesis. For leafy greens like spinach, lettuce, and cabbage, nitrogen fertilizers are the top choice to ensure lush, tender foliage. Second, phosphorus (P) fertilizers, represented by diammonium phosphate (DAP), are crucial for root development, flowering, and fruiting. Crops in seedling stages or flowering and fruiting periods, such as tomatoes, peppers, and fruit trees, greatly benefit from phosphorus supplements, making these fertilizers a top pick for boosting yield and quality at these stages. Third, potassium (K) fertilizers like potassium sulfate support overall plant health by enhancing disease resistance and regulating water balance. They are essential for crops facing adverse conditions such as drought or pest pressure, and are also key for improving the taste and storage stability of fruits and vegetables.
Organic fertilizers, which prioritize long-term soil health, are another category of “top” choices favored by eco-conscious growers. Compost and manure are leading representatives, offering slow-release nutrients that avoid nutrient runoff and soil degradation. They not only supply basic nutrients but also improve soil structure, enhance water retention, and nurture beneficial microbial life, laying a solid foundation for sustainable planting. Additionally, natural nutrient-specific organic fertilizers like blood meal (high in nitrogen) and bone meal (high in phosphorus) provide targeted nutrition while aligning with organic farming principles. Seaweed and kelp extracts, rich in trace elements and plant hormones, are also gaining popularity as top organic options for promoting balanced plant growth and stress tolerance.
Beyond these nutrient-focused options, balanced NPK fertilizers (e.g., 10-10-10) deserve mention as a “top” general-purpose choice. Their equal proportion of N, P, and K makes them suitable for a wide range of plants, including vegetables, lawns, and general garden plants, especially when soil conditions are unknown or plants have no special nutrient requirements. For plants with specific needs, specialized NPK fertilizers—such as high-phosphorus 10-20-10 for flowering plants and high-nitrogen 20-5-5 for leafy greens—are more targeted top selections.
In conclusion, the “top 3 fertilizers” are not fixed entities but rather a set of nutrient-focused solutions tailored to different needs. Whether it’s synthetic fertilizers for targeted nutrient supply, organic fertilizers for soil health, or balanced NPK fertilizers for general use, the best choice depends on a combination of factors: the type of plant (vegetables, flowers, leafy greens), soil test results, and whether organic or synthetic products are preferred. By focusing on plant needs rather than chasing a rigid “top 3” list, growers can select fertilizers that maximize plant health and yield while maintaining soil vitality.
Enabling Choice with Professional Manufacturing Systems
The availability of this diverse range of fertilizer options—from specialized synthetic blends to organic soil amendments—is made possible by sophisticated industrial manufacturing. Each product type relies on dedicated processes within the broader spectrum of professional fertilizer manufacturing equipment to translate agronomic formulas into consistent, high-quality products.
For instance, the creation of precise NPK formulations begins in a complete npk fertilizer production line. The npk fertilizer production process involves precise blending via an npk blending machine, followed by granulation. This shaping can be achieved using a disc granulation production line with a disc granulator for shaping, or via a roller press granulator production line with a double roller press granulator. In parallel, organic products are produced on an organic fertilizer production line, which starts with raw material processing using a windrow composting machine and culminates in granulation on a specialized bio organic fertilizer production line. Each type of fertilizer granulator, whether a disc granulator machine or a roller press, is a specialized tool that enables the industry to efficiently produce the vast array of “top” fertilizers that meet the precise needs of modern agriculture.
Thus, the final choice made by the farmer is underpinned by a complex and flexible manufacturing infrastructure capable of producing everything from general-purpose blends to highly specialized organic and synthetic formulas.
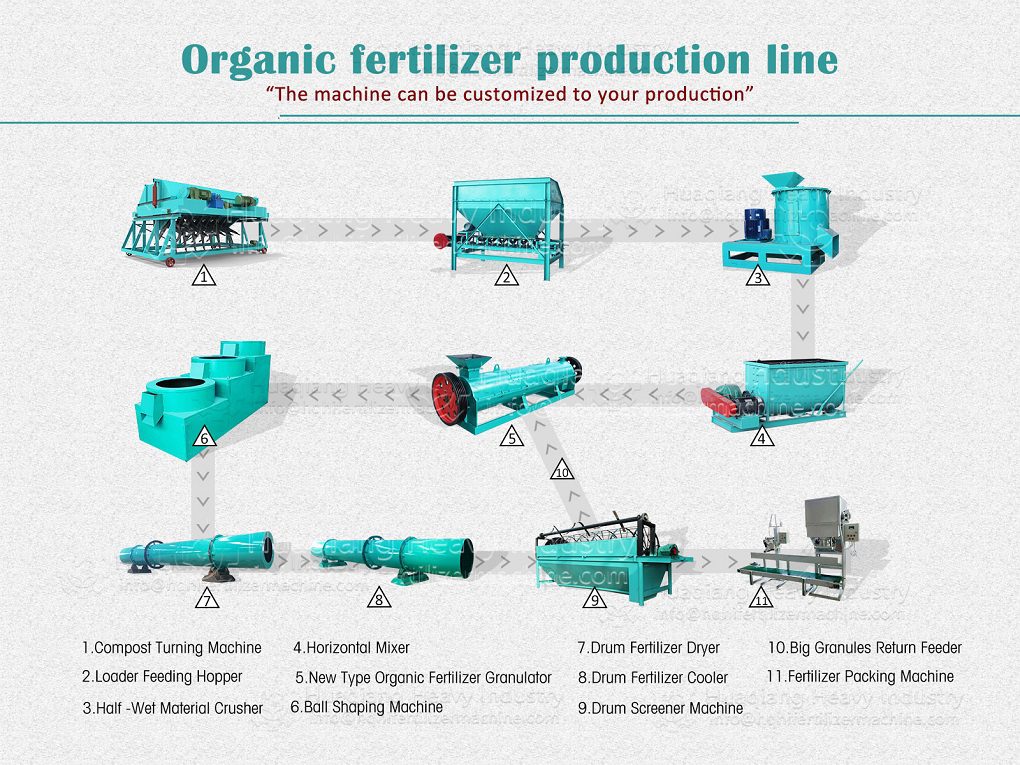
Organic fertilizer production is a systematic process that converts organic wastes into nutrient-rich, stable soil amendments through a combination of biological decomposition and physical processing. This sustainable process not only addresses the problem of organic waste disposal but also provides farmers with an eco-friendly alternative to chemical fertilizers. The entire production line consists of sequential stages, with key focuses on microbial digestion during composting and physical transformation in subsequent processing. Below is a detailed breakdown of the core process of organic fertilizer production.
The first stage is raw material preparation, which lays the foundation for high-quality organic fertilizer. The main raw materials include various organic materials such as animal manure (cow dung, chicken manure, etc.), crop residues (straw, corn stover, etc.), and food waste. These raw materials are collected and sorted first to remove impurities like stones, plastics, and metal fragments that may affect the fermentation process and final product quality. For bulky materials such as crop straws or oil palm empty fruit bunches, preliminary crushing is often required to increase the contact area between the materials and microorganisms, thereby improving fermentation efficiency. At this stage, the key is to ensure the purity of raw materials and lay the groundwork for the subsequent control of moisture and carbon-nitrogen ratio.
Composting (fermentation) is the core stage of organic fertilizer production, relying on microbial activity to decompose organic matter. During this process, the moisture content of the piled materials is strictly controlled at around 50-60%—a level that provides sufficient water for microbial metabolism while avoiding oxygen deficiency caused by excessive moisture. The carbon-nitrogen ratio (C/N) is also a crucial parameter, which needs to be adjusted to an appropriate range (usually 25:1 to 30:1) by mixing high-carbon materials (such as straw) and high-nitrogen materials (such as animal manure) to meet the nutritional needs of microorganisms. To maintain aerobic conditions, the compost pile is turned regularly. This aeration not only supplies oxygen to aerobic microorganisms but also helps control the temperature of the pile, which typically reaches 60-70°C. This high-temperature environment can effectively kill pathogens, weed seeds, and insect eggs in the raw materials, while promoting the decomposition of organic matter into stable humus and stabilizing nutrients.
After composting, the matured compost enters the deep processing stage. The first step is crushing: the composted material is ground into a uniform and finer powder to eliminate agglomerates, ensuring the uniformity of subsequent mixing. Next is mixing, where the crushed compost is blended with other nutrients (such as trace elements) or additives (such as biological bacterial agents) to enhance the fertilizer effect and meet the needs of different crops and soils.
Granulation is an optional but common step. Special granulators, usually wet granulators, are used to form the mixed powder into granules. Granulation improves the convenience of transportation, storage, and application, and reduces dust pollution. After granulation, the granules need to be dried using a rotary hot air dryer to reduce moisture content, which prevents caking and improves granule strength. The drying temperature must be strictly controlled to avoid scorching and damaging the effective components. Subsequently, the hot granules are rapidly cooled by fans to prevent softening and reabsorption of moisture. The cooled products then go through screening to separate qualified granules from oversized or undersized ones, which can be recycled back to the crushing or granulation stage. Coating is another optional step, where a coating is applied to enhance brightness, roundness, and moisture resistance for better storage. Finally, the finished organic fertilizer is weighed and bagged for sale. This multi-step process ensures that the final product is stable, nutrient-rich, and easy for farmers to apply.
Building a Modern Organic Fertilizer Factory
In conclusion, the transformation of organic waste into a valuable fertilizer is a carefully orchestrated process that combines natural biology with industrial precision. This journey from raw waste to finished product forms the backbone of a modern organic fertilizer production line.
The process begins with efficient organic fertilizer fermentation, optimized by advanced fermentation composting turning technology. The resulting mature compost then enters the organic fertilizer production granulation stage. Here, manufacturers can choose from a suite of specialized fertilizer granulator technologies. Options include traditional drum granulation, a dedicated organic fertilizer disc granulation production line, or more innovative solutions like a new type two in one organic fertilizer granulator or a versatileflat die pelleting machine. For operations requiring maximum flexibility, an organic fertilizer combined granulation production line can integrate multiple methods. When microbial inoculants are added, this entire system evolves into a sophisticated bio organic fertilizer production line, capable of producing a diverse range of high-quality, sustainable soil amendments.
Ultimately, this integrated approach demonstrates how technological innovation elevates a natural process, creating efficient systems that support both agricultural productivity and environmental stewardship on a global scale.
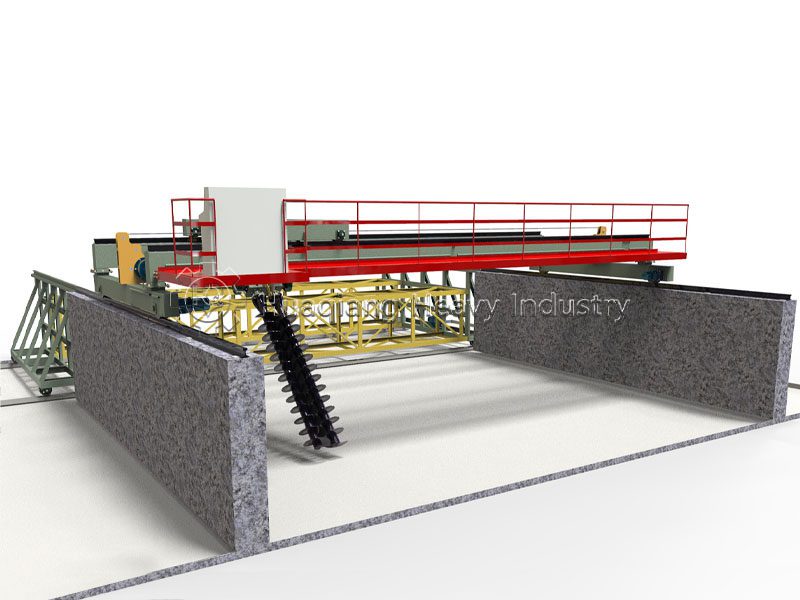
In the fermentation stage of organic fertilizer production, turning the compost pile is a crucial step determining fermentation efficiency and fertilizer quality. For many organic fertilizer producers, “how to easily turn the compost pile” has long been a core concern, and the emergence of the Double Screw Compost Turning Machine provides an efficient solution to this problem. So, what is a double screw compost turner? And why can it achieve easy turning?
The double screw compost turner is a core piece of equipment specifically designed for organic material fermentation. Its core feature is its double screw structure, where two symmetrically distributed screw shafts work together to mix and turn the materials. Compared to traditional turning equipment, it breaks through the limitations of a single structure, achieving highly efficient material turning through the unique design of the screw blades. Its working principle is not complicated: when the two spiral shafts rotate at high speed, the spiral blades lift the material at the bottom upwards and tumble it to both sides. The entire process requires minimal manual intervention, completing large-scale material turning operations and fundamentally solving the problems of time-consuming, labor-intensive, and inefficient traditional turning methods.
To achieve easy turning, both the equipment’s structural design and performance advantages are indispensable. The double-spiral compost turner’s easy turning capability stems first from its collaborative double-spiral structure. Compared to single-spiral turners, the double-spiral design offers a wider turning range and more uniform mixing, effectively breaking up material slabs and preventing localized material accumulation and insufficient fermentation. Secondly, the equipment is equipped with a flexible adjustment device that allows for flexible adjustment of the spiral shaft height according to the material pile height and the distance between the two shafts according to the material characteristics, ensuring that the spiral blades fully contact the material. Even materials of different types and moisture levels can be smoothly turned. Furthermore, the equipment’s walking mechanism allows for flexible adjustment of forward, backward, and turning movements. The walking speed can be adjusted between 0.3-2 meters per minute according to fermentation needs, adapting to different operational requirements in windrow or trough fermentation sites, further enhancing the ease of turning.
It is worth noting that the double-helix compost turner’s easy turning does not come at the expense of fermentation efficiency. During the easy turning process, the material is fully dispersed, significantly increasing the contact area with air, effectively regulating the material’s temperature and humidity, creating a suitable environment for microbial growth and metabolism, thereby accelerating the material’s maturation and fermentation. Whether it’s livestock manure, crop straw, industrial organic waste, or municipal organic waste, all can achieve efficient fermentation through its turning operation. For medium to large-scale organic fertilizer production enterprises, the application of this type of equipment not only reduces the labor intensity of the turning process but also improves fermentation efficiency and shortens the fermentation cycle, laying a solid foundation for large-scale production.
A Foundational Technology in the Organic Fertilizer Value Chain
The double screw compost turner is a prime example of advanced fermentation composting turning technology, designed to solve the core challenge of efficient aeration and mixing in organic waste processing. As a highly effective self propelled compost production machine, its ease of use and high efficiency make it a cornerstone for scalable organic fertilizer production.
This type of turner is part of a larger family of solutions, which also includes the trough-type compost turner for controlled trough-type aerobic fermentation composting technology, the large wheel compost turner for wide windrows, and the chain compost turner for deep piles. The high-quality compost produced by these machines is the essential raw material for the subsequent equipments required for biofertilizer production. This mature compost can be precisely formulated using a single silo single weigh automatic batching system and then shaped into a marketable product. The final granulation can be achieved through processes like drum granulation or by using a complete disc granulation production line, transforming the bulk organic matter into uniform fertilizer granules ready for distribution.
Ultimately, by mastering the initial, critical fermentation stage with equipment like the double screw turner, producers create a consistent and stable organic base, enabling the entire downstream value chain for commercial biofertilizer manufacturing.
In summary, the double-helix compost turner, with its unique double-helix structure, flexible adjustment functions, and efficient collaborative operation mode, perfectly answers the industry challenge of “how to easily turn compost.” It is not only a highly efficient piece of equipment in the composting and fermentation process, but also promotes the large-scale development of organic waste resource utilization, providing strong support for the development of ecological agriculture.
“One-Dry, Two-Cool” is a core post-processing technology in the large-scale production of compound fertilizers. Through a closed-loop design of “one precise drying + two gradient cooling,” it precisely controls the moisture content and temperature of the granules, significantly improving the mechanical strength, moisture resistance, and storage stability of the compound fertilizer. It is suitable for various fertilizer types, including NPK compound fertilizers and organic-inorganic compound fertilizers, and is a standard process solution for high-end compound fertilizer production lines.
Core Process Flow and Technical Details
I. Overall Process Link: Wet granules after granulation → First drying (removal of free moisture) → First-stage cooling (rapid cooling and shaping) → Second-stage cooling (precise temperature control and dehumidification) → Finished product screening → Packaging and storage. The entire process achieves the processing goals of “controllable moisture, stable temperature, and dense granules.”
II. Core Configuration and Functions of Each Stage
(I) Primary Drying: Laying the Foundation for Quality
Core Equipment: A Φ2.0×20-meter drum dryer (suitable for 15-20 tons per hour) is selected, employing hot air circulation heating. The heat source can be natural gas, biomass pellets, or steam.
Key Parameters: Drying temperature is controlled at 80-100℃, material residence time is 15-20 minutes, reducing the moisture content of the granulated pellets from 25%-30% to below 12%, with a drying uniformity error ≤2%.
Technical Highlights: The dryer features a built-in spiral lifting plate layout, ensuring thorough material rotation and uniform heating; equipped with temperature and humidity sensors for real-time data feedback, and an automatic adjustment of hot air temperature and drum speed via a PLC system to prevent localized over-drying or incomplete drying.
(II) Primary Cooling: Rapid Shaping and Increased Strength
Core Equipment: A Φ1.8×18-meter counter-current cooler is configured, precisely matched to the dryer’s capacity, employing a room-temperature air counter-current heat exchange design.
Key parameters: Rapidly cools dried granules from 60-80℃ to 35-40℃ in 12-15 minutes, increasing granule strength from 1.5MPa to over 2.5MPa, effectively preventing pulverization during transport.
Technical highlights: The cooler features a built-in air guide device to enhance heat exchange efficiency between airflow and granules; the outlet is equipped with a pulse dust collector to collect dust generated during cooling, with a dust emission concentration ≤10mg/m³.
(III) Secondary Cooling: Precise Humidity Control for Stable Quality
Core equipment: A Φ1.5×15 meter co-current cooler (or fluidized bed cooler) is used as a supplementary optimization step to the primary cooling.
Key parameters: Further reduces granule temperature to room temperature ±3℃, stabilizing moisture content at 8%-10%, while removing trace amounts of residual free moisture from the granule surface, improving moisture resistance.
Technical Highlights: Utilizing a low-temperature, low-wind-velocity design to prevent granule surface cracking; the cooling airflow can be flexibly adjusted according to ambient humidity, adapting to different regional climates and ensuring the finished product is less prone to clumping even in high-humidity environments.
Core Process Advantages and Application Value:
Significantly Improved Quality: Compound fertilizer treated with “one-drying, double-cooling” achieves a granule strength of 2.5-3.0 MPa, reduces moisture absorption by over 40%, and extends shelf life to over 12 months, solving the pain points of conventional processes such as easy pulverization and clumping.
Stable Production Efficiency: The entire process seamlessly integrates with the granulation stage, covering an hourly capacity of 5-30 tons/hour, adaptable to different production lines; high degree of automation, with real-time monitoring of parameters at each stage through a central control system, reducing manual intervention.
Environmentally friendly, energy-saving and highly adaptable: The drying stage adopts hot air circulation technology, which reduces energy consumption by 15% compared with traditional drying processes; the dust removal system in the cooling stage achieves zero dust leakage and meets national environmental protection standards.
Wide Adaptability: It can flexibly adapt to compound fertilizers produced using different granulation processes such as rotary drum granulation and extrusion granulation. Whether it’s high-nitrogen, high-potassium compound fertilizers, or organic-inorganic compound fertilizers, optimal processing results can be achieved through parameter adjustments.
Process Application Precautions:
Parameter Linkage Control: The drying temperature needs to be adjusted in conjunction with the humidity of the granulation raw materials to avoid incomplete drying due to excessive humidity or granule cracking due to excessively low humidity.
Equipment Maintenance Points: The dryer’s inner wall needs to be cleaned regularly to prevent material buildup and maintain heat exchange efficiency. The cooler screen needs to be inspected regularly to prevent damage that could lead to granule mixing.
Raw Material Adaptation Adjustment: For compound fertilizers with high organic content, the drying temperature should be appropriately reduced (≤85℃), and the cooling time extended to prevent the decomposition and inactivation of organic components.
A Critical Stage in High-Quality NPK Fertilizer Production
The “One-Dry, Two-Cool” process is a vital final stage in the manufacturing of high-grade, durable NPK compound fertilizers. This sophisticated post-processing technology ensures the physical integrity and storage stability of the final product, directly impacting its market value and performance in the field.
This drying and cooling system is integrated as the finishing module within a complete npk fertilizer production line. It follows the core manufacturing stages, which begin with precise formulation using an npk blending machine or npk bulk blending machine. The blended materials are then shaped using advanced npk granulation machine technology, via equipment such as an npk fertilizer granulator machine. This entire sequence—blending, granulation, drying, and cooling—forms the complete npk fertilizer manufacturing process. The efficiency and scale of this integrated system, utilizing professional npk fertilizer granulator machine equipment, determine the overall NPK compound fertilizer production capacity and are fundamental to the overall npk fertilizer production technology that defines modern, high-output fertilizer plants.
Therefore, the “One-Dry, Two-Cool” process is not an isolated operation but an essential component that adds critical value within a seamless, technology-driven production chain, transforming raw nutrients into a robust, commercial-grade fertilizer product.
In July 2025, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. completed the installation, commissioning, and official operation of a BB fertilizer mixing production line tailored for a Senegalese client. This production line focuses on the core needs of precise formulation and efficient mixing of BB fertilizers (blended fertilizers). With scientific equipment configuration, stable operating performance, and customized design to suit local agricultural production, it provides Senegalese fertilizer producers with a large-scale, standardized solution, marking another example of Chinese agricultural equipment supporting the development of green agriculture in Africa.
Core Configuration and Process System of the Production Line
The entire BB fertilizer mixing production line is built around the core process of “raw material storage – precise delivery – uniform mixing – efficient packaging.” Equipment in each stage works in synergy to fully ensure the precision and stability of BB fertilizer production, adapting to the diverse fertilizer formulation needs of the local area.
Raw Material Storage and Conveying Unit
The raw material storage system is equipped with two types of dedicated silos. The main raw material silo is designed with a 4×2.2 meter size and has 5 compartments, capable of storing major fertilizer raw materials such as nitrogen, phosphorus, and potassium. The total storage capacity meets the needs of continuous 8-hour full-load production. The micronutrient silo is 3×2.2 meter with 3 independent compartments, used to store essential micronutrient additives for crops such as magnesium, zinc, and boron. The compartment isolation design avoids cross-contamination between different raw materials, ensuring the purity of the formula.
The material conveying process uses two different lengths of belt conveyors: 17 meters and 9 meters. The conveyor belts are made of food-grade wear-resistant rubber with a non-slip surface treatment, effectively preventing spillage and deviation during material conveying. The equipment is equipped with a variable frequency speed control system, which can precisely adjust the conveying speed according to the feeding requirements of the subsequent mixing unit, achieving dynamic matching between raw material supply and mixing rhythm. The conveying efficiency is increased by 10% compared to conventional equipment, and energy consumption is reduced by 8%.
Core Mixing Unit
The main mixing unit employs a 2×10-meter large-scale twin-shaft horizontal mixer. This equipment is a core component specifically developed for BB fertilizer production. The impellers feature a spiral staggered layout, with the mixing radius covering the entire inner cavity of the drum, ensuring thorough tumbling and cross-mixing of materials during the mixing process. The mixing speed can be flexibly adjusted within the range of 15-30 r/min, and mixing parameters are optimized for different raw material ratios, ensuring a mixing uniformity error of ≤2% for the main raw materials and trace elements, far exceeding the industry average.
The mixer is equipped with intelligent material level monitoring and automatic feeding control. When the material in the drum reaches the set capacity, the raw material conveying system automatically pauses feeding to prevent material overflow or insufficient mixing. After mixing, materials are quickly discharged through the bottom discharge port, reducing the discharge time to 3 minutes per batch, significantly improving production continuity.
Finished Product Packaging Unit
The production line is equipped with four double-bucket scale pellet packaging machines operating in parallel. This equipment uses gravity-based metering principles, coupled with high-precision sensors, controlling the metering error within ±0.1kg, meeting the precise weight requirements for fertilizer packaging in different regions. The packaging machines support rapid switching between multiple specifications such as 25kg, 40kg, and 50kg. Each machine can package up to 80 bags/hour, and the four machines operating together can achieve a packaging capacity of 320 bags/hour, perfectly matching the mixing output efficiency of the production line.
The packaging machines integrate automatic sewing and conveying functions. After metering and bagging, the materials are directly transported to the finished product stacking area via conveyor belt. The entire process is automated, reducing manual intervention and labor intensity while avoiding material loss during packaging. The material utilization rate in the packaging stage reaches 99.5%.
Core Advantages and Adaptability Design of the Production Line
Modular Layout Optimization: The entire production line adopts a modular design. Equipment spacing and layout are designed to fully consider the space conditions of local Senegalese factories, requiring only 600 square meters of floor space. Each equipment unit can be independently disassembled and relocated, reserving space for future capacity upgrades or site adjustments.
Adaptation to Local Raw Material Characteristics: The mixer blade angle and belt conveyor tilt angle have been optimized to address the particle size, moisture content, and other characteristics of local Senegalese fertilizer raw materials. This prevents raw material agglomeration and blockage or conveyor slippage, ensuring stable operation of the production line under different raw material conditions.
Convenient Operation and Maintenance: All equipment is equipped with a bilingual (Chinese and English) operating interface, along with graphical indicators, facilitating quick learning by local operators. Key components adopt standardized designs, and vulnerable parts are highly interchangeable. The company provides detailed maintenance manuals and spare parts supply services, reducing subsequent equipment maintenance costs.
The successful commissioning of this BB fertilizer mixing production line in Senegal not only provides high-quality fertilizer production equipment for local agricultural production but also demonstrates Huaqiang Heavy Industry’s professional capabilities in customized agricultural equipment R&D and overseas project implementation. In the future, the company will continue to focus on the agricultural production needs of different regions, optimize product design and service solutions, provide more targeted fertilizer production solutions for global customers, and help the agricultural industry achieve high-quality development.
Leveraging Blending for Broader Fertilizer Manufacturing
This BB fertilizer mixing line for Senegal demonstrates Huaqiang Heavy Industry’s expertise in providing modular solutions for precise nutrient formulation. While focused on blending, this project is part of a larger ecosystem of fertilizer granulation processes and advanced fertilizer processing machine technology that supports complete fertilizer manufacturing.
The blended product from this line is a key input for various downstream production paths. For clients looking to produce granulated NPK fertilizers, this blended powder serves as the perfect feedstock for the npk manufacturing process. It can be fed into a roller press granulator production line, where a fertilizer compaction machine performs dry fertilizer granules compaction. Alternatively, for a different product shape, the blend could be processed using a rotary drum granulator or an organic fertilizer disc granulation machine to create uniform granules. Each of these fertilizer granulation processes is a specialized application within the broader fertilizer compaction and shaping technology suite, allowing manufacturers to choose the optimal method to transform blended materials into finished products.
Thus, a blending line is not an endpoint but a flexible foundation upon which producers can build more complex, value-added product portfolios, from bulk blends to coated or granulated fertilizers.
In the field of granular product manufacturing, traditional granulation often faces challenges such as insufficient particle strength, uneven particle size, high energy consumption, and failure to meet environmental standards. Roller press granulation production lines, with their optimized design, have become the preferred solution to these problems, widely adaptable to the granulation needs of various industries, including fertilizers, chemicals, and feed.
Traditional fertilizer granulation equipment suffers from limited raw material adaptability and low finished product yield. This is especially true for organic fertilizer granulation, where complex raw materials and fluctuating moisture levels can lead to sticking and clumping. The double roller press granulator utilizes a drying-free, room-temperature granulation technology, eliminating the drying process and resulting in lower energy consumption. It can handle a variety of powder raw materials with moisture content ranging from 8% to 20%, stably granulating both organic fertilizer fermentation materials and special chemical powders.
Balancing environmental protection and efficiency is its core advantage. The dust and noise pollution problems of traditional granulation can be solved by the fully enclosed structure and dust collection device of this production line, effectively controlling dust emissions. Combined with a variable frequency speed control motor and PLC intelligent control system, it enables automated continuous production, reducing manual intervention, improving efficiency, and minimizing operational errors.
Its industry adaptability is extensive: the fertilizer industry can produce organic-inorganic compound fertilizer granules, ensuring uniform nutrient distribution; the chemical industry can process heat-sensitive and corrosive raw materials, preventing deterioration; and the feed industry can produce high-strength granules of additives, preventing breakage during transportation.
In the organic fertilizer production sector, the diversified development of granulation technology offers a wealth of choices for enterprises of different sizes. From classic rotary drum granulators to innovative new type two in one organic fertilizer granulators, each type of equipment achieves the transformation of powdered raw materials into marketable granules in a unique way.
Rotary drum granulators hold an important position in the industry due to their gentle granulation method. This granulation method is particularly suitable for production scenarios requiring high granule roundness and is easy to integrate with other processes for continuous production. Ring die pelleting machines demonstrate strong forming capabilities. This equipment has wide adaptability to raw materials and can still ensure granule forming quality and output efficiency even when processing organic materials with high fiber content. Flat die pelleting machines are favored by small and medium-sized enterprises for their simple structure and convenient operation. This design effectively controls equipment investment costs while ensuring granulation quality.
In recent years, the emergence of new type two in one organic fertilizer granulators has brought a brand-new solution to the industry. These devices integrate mixing and granulation functions, simplifying the process flow and making them particularly suitable for production sites with limited space.
Different types of granulation equipment have their own characteristics, and companies need to comprehensively consider factors such as raw material characteristics, product positioning, and production scale when making a selection. With the continuous upgrading of the organic fertilizer industry, granulation technology is also constantly improving.