Exploring How Efficient Granulation Technology is Transforming Organic and NPK Fertilizer Production
The double roller press granulator represents a significant advancement in NPK fertilizer production technology, offering a dry granulation method that eliminates the need for drying processes. As a specialized NPK fertilizer granulator, this equipment operates through two synchronized rollers that apply extreme pressure to compact powdered materials into solid granules. In NPK fertilizer production line configurations, the double roller granulator excels at processing mineral-based blends with precise nutrient ratios, while the rotary drum granulator typically handles materials requiring liquid binders and thermal drying.
When comparing equipment applications, the double roller granulator in organic fertilizer production line settings is ideal for creating dense, slow-release organic-mineral composites, whereas rotary drum systems better suit pure organic materials needing spherical shaping. This technological differentiation allows production engineers to select the optimal granulation method based on material characteristics, with roller presses providing energy-efficient compaction for moisture-sensitive formulations and drum granulators offering versatility for diverse feedstock in both organic fertilizer production line and NPK fertilizer production line applications.
Introduction: The Granulation Technology Revolution
In the modern fertilizer production industry, the double roller press granulator is fundamentally transforming traditional granulation methods with its unique working principle and exceptional performance. This equipment utilizes two counter-rotating rollers to compress powdered raw materials into uniform granules under high pressure, significantly enhancing both production efficiency and fertilizer product quality.
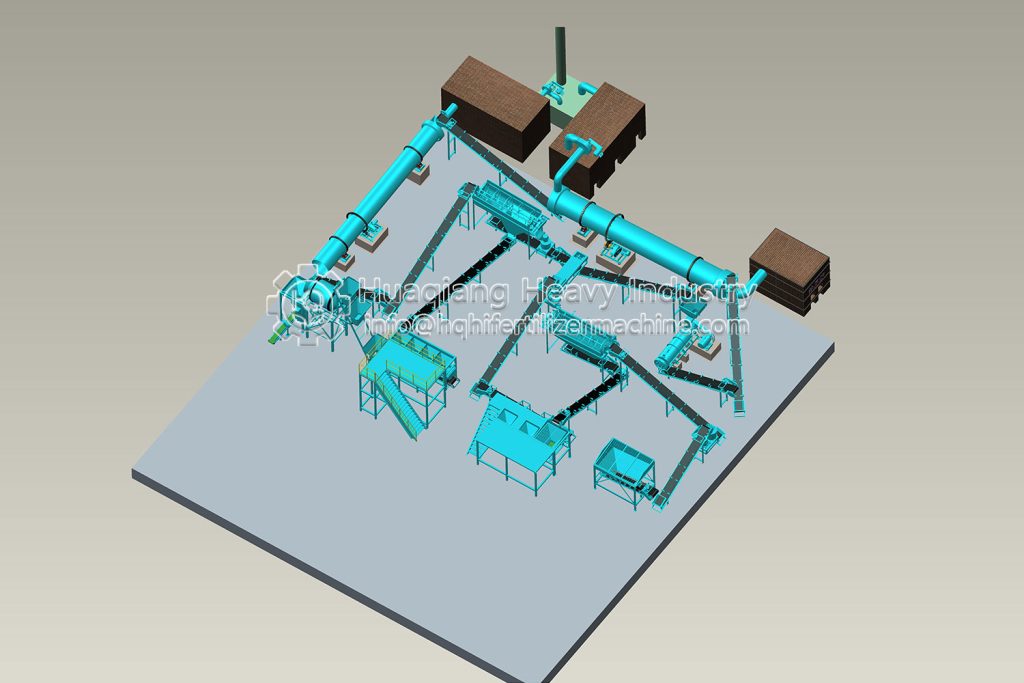
The double roller press granulator has gained widespread popularity due to its adaptability to diverse production requirements—delivering outstanding granulation results in both NPK fertilizer production lines and organic fertilizer production lines.
Differences Between NPK Fertilizer Granulators and Organic Fertilizer Granulators
NPK Fertilizer Granulator
NPK fertilizer granulators are specifically designed for chemical fertilizers, typically processing dry mineral powders. Their granulation process requires precise control of chemical composition ratios to ensure uniform distribution of nitrogen, phosphorus, potassium, and other nutrients. In NPK production lines, the double roller press granulator efficiently handles high-hardness raw materials, producing strong, crush-resistant granular fertilizers.
Organic Fertilizer Granulator
Organic fertilizer granulators primarily process raw materials rich in organic matter, such as livestock manure and crop straw. These materials typically have high moisture content and significant fiber content, requiring special pretreatment. In organic fertilizer production lines, the double roller press granulator effectively processes these viscous materials by adjusting pressure and mold specifications, producing high-quality granular fertilizers suitable for organic agriculture.
Working Principle of the Double Roller Press Granulator
The core working principle of the double roller press granulator is based on “dry granulation” technology, which achieves granulation through pure physical pressure without adding liquid binders. The process can be divided into several key steps:
Raw materials are evenly fed between two counter-rotating rollers through a feeding system
The roller surfaces are engraved with specially shaped molds that compress the material into the molds under high pressure
The material undergoes plastic deformation under high pressure, creating powerful molecular bonds between particles
The formed granules are carried out as the rollers rotate, naturally separating as the final product
This process is not only energy-efficient and environmentally friendly (requiring no drying stage) but also produces granules with uniform chemical composition, regular shape, and high mechanical strength, facilitating storage, transportation, and application.
Application Advantages in Different Production Lines
In NPK production lines, the double roller press granulator enables precise control over granule density and strength, ensuring chemical fertilizers remain intact during long-distance transportation and mechanical spreading. Its enclosed design effectively reduces dust pollution and improves the working environment.
In organic fertilizer production lines, this equipment can process high-fiber, high-moisture organic raw materials, producing granular fertilizers that meet organic agriculture standards by adjusting process parameters. Its low-temperature granulation characteristic also helps preserve the activity of beneficial microorganisms in organic fertilizers.
Whether in NPK production lines or organic fertilizer production lines, the double roller press granulator demonstrates remarkable adaptability and efficiency, becoming an indispensable key equipment in modern fertilizer production.
Conclusion: Future Prospects
As global emphasis on sustainable agriculture and environmentally friendly production continues to grow, double roller press granulation technology will continue to evolve, providing the fertilizer industry with more efficient and eco-friendly solutions. Its unique advantages will ensure its increasingly important role in future NPK fertilizer production and organic fertilizer manufacturing.