Disc Granulator: The Magic Craftsman of Fertilizer Formation?
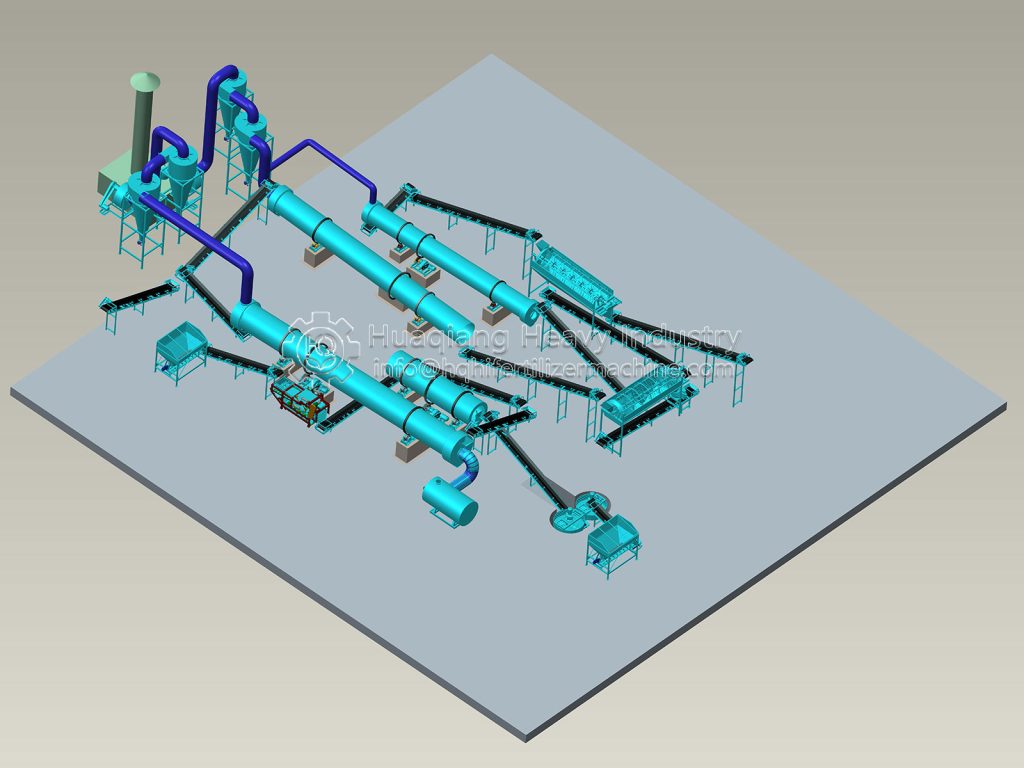
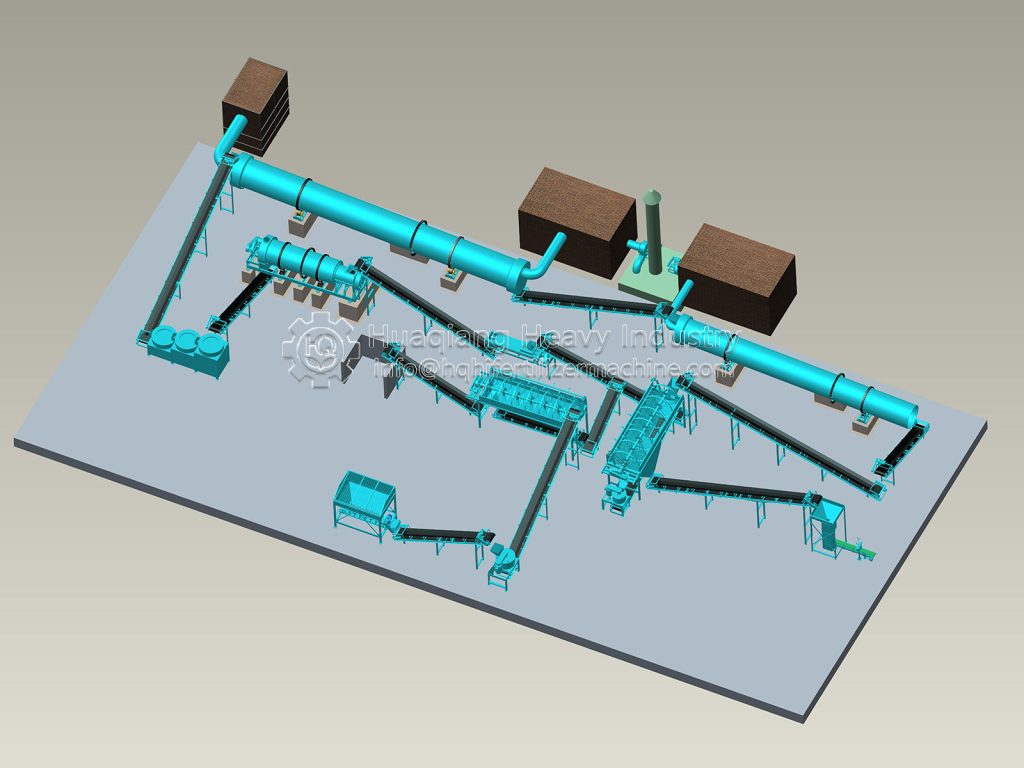
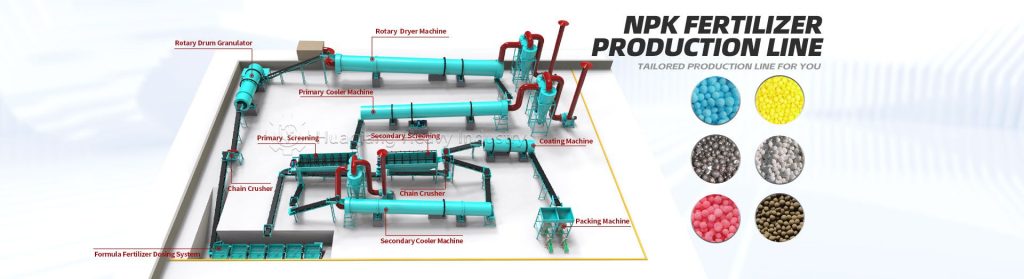
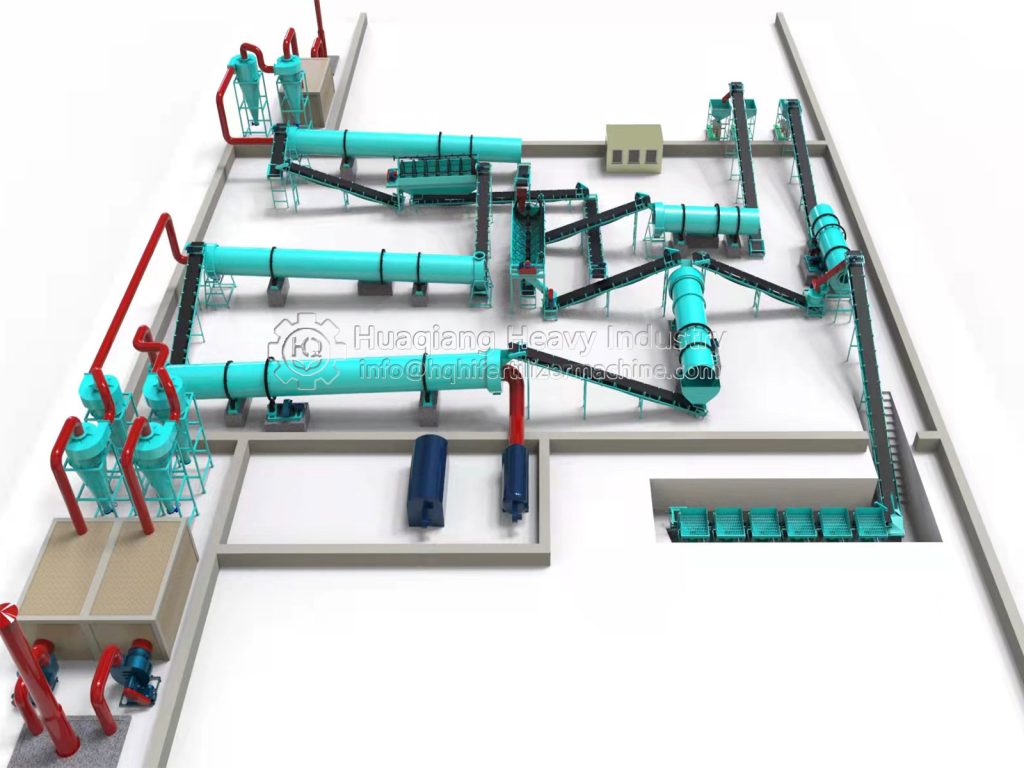
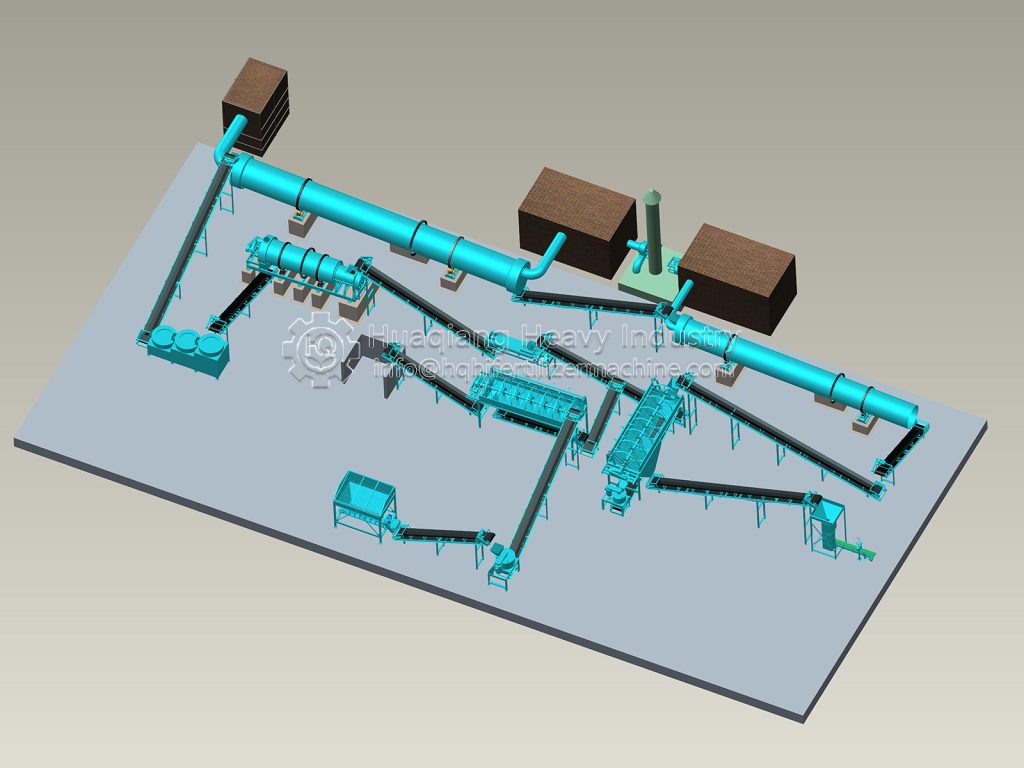
In the world of fertilizer production, the disc granulator is the undisputed “core player” in transforming loose raw materials into uniform, easily usable finished products. But don’t assume it can work alone—from raw material pretreatment to finished product packaging, a series of supporting fertilizer equipment work closely together to ensure that every fertilizer grain meets high-quality standards.

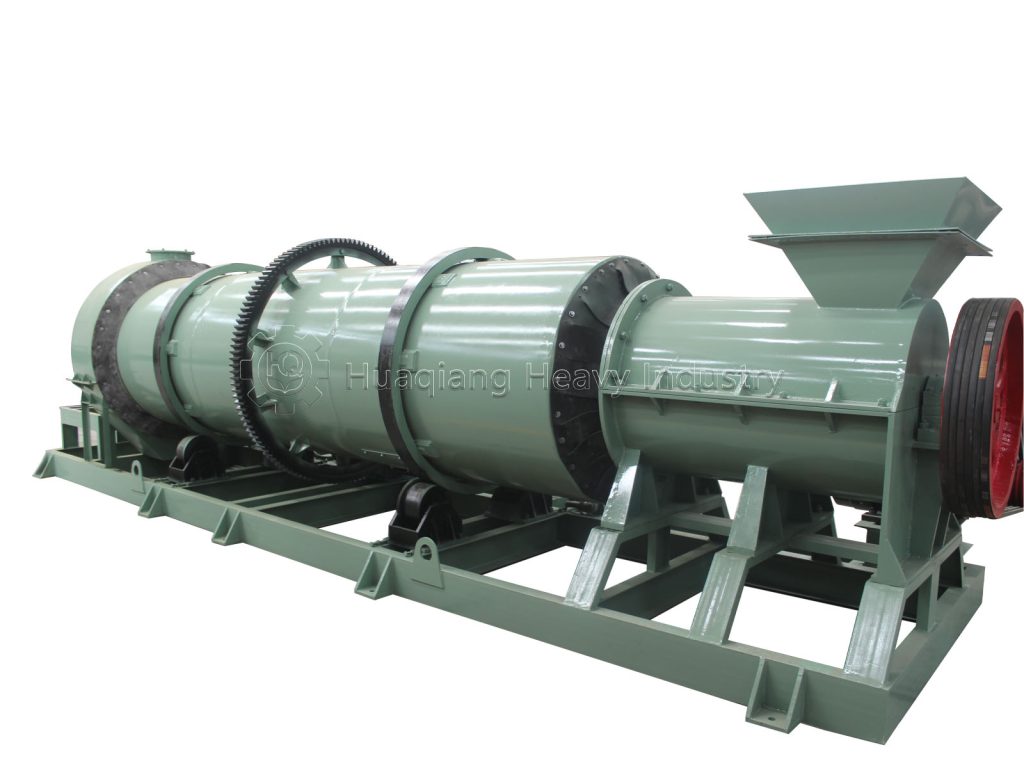
As the “heart and soul” of the granulation process, the disc granulator’s “craftsmanship” is truly exquisite. Using its tilted discs, it spins at high speed, magically kneading mixed organic fertilizer or compound fertilizer raw materials into smooth, round granules with a diameter of 2-6 mm.The pelletizing rate is over 95%. Even more impressively, it can flexibly adapt to different raw materials by adjusting the disc’s speed and inclination, ensuring compact, unbreakable pellets while preventing clumping and sticking, ensuring each pellet is both aesthetically pleasing and effective.
However, the disc pelletizer’s outstanding performance relies on the dedicated support of its upstream and downstream equipment. Initially, the raw material mixer is a key partner, blending raw materials like livestock and poultry manure, straw powder, and trace elements into a uniform consistency, providing the disc pelletizer with high-quality ingredients. The fertilizer dryer, like a “drying master,” dries the wet pellets to a moisture content below 15% to prevent mold.Later, a cooler rapidly cools the high-temperature dried granules to prevent clumping. A screening machine carefully separates unqualified small granules or large lumps for reprocessing. Finally, a packaging machine accurately weighs and seals the finished fertilizer, allowing it to reach the market smoothly.
Today, with the development of green agriculture, the demand for high-quality fertilizer is increasing. The disc granulator and its supporting equipment work seamlessly together, not only improving fertilizer production efficiency but also ensuring fertilizer quality, providing nutrients to the soil and supporting crop growth.