In everyday use, “compostable” and “biodegradable” are often used interchangeably, but they are not equivalent. Compostable is a subcategory of biodegradable, with the core differences lying in decomposition conditions, product requirements, and applicable scenarios.
Decomposition conditions and timelines differ significantly. Biodegradable substances can be decomposed by microorganisms in the natural environment, with no strict parameter requirements, and the decomposition period varies from months to years, greatly influenced by environmental factors. Compostable substances require a specific composting environment (temperature 55-65℃, humidity 55%-60%, aerobic), and require equipment such as compost turning machines to control temperature, humidity, and aeration, achieving complete decomposition within 3-6 months; in large-scale processing, organic fertilizer production lines can precisely control parameters to ensure decomposition efficiency.
Decomposition products and standards differ. Biodegradable substances only require decomposition into water, carbon dioxide, and microorganisms, with no specific residue requirements. Compostable materials must decompose into harmless humus. After processing on an organic fertilizer production line, they can be used as organic fertilizer to improve soil and must meet environmental standards for heavy metals and other pollutants, without causing secondary pollution.
The applicable scenarios differ. Biodegradable materials have a wide range and are suitable for natural degradation scenarios; compostable materials are mostly organic waste such as kitchen waste and straw, which are standardized and processed using organic fertilizer production equipment to ultimately achieve resource utilization.
A common misconception is that not all biodegradable materials are compostable. Some materials are difficult to completely decompose in a composting environment and may even pollute the byproducts. The core difference lies in whether “complete degradation + resource utilization” can be achieved under composting conditions.
In modern industrial production processes, material drying technology plays a crucial role. Among these, drum drying, a classic drying method, has been widely used in various industries. This technology achieves rapid dehydration by evenly coating the material onto the surface of a heated rotating drum. However, behind this seemingly simple process lie complex technical details and application limitations.
Process Principles and Technical Flow
The core of drum drying lies in the clever combination of heat transfer and material movement. The entire process typically involves four continuous and precise steps, each of which significantly impacts the final product quality.
The feeding stage is fundamental to the success of the process. The wet material must be evenly coated onto the drum surface, with a thickness typically between 0.1 and 1.5 millimeters. A chemical company in Shanghai uses drum drying to process pigment slurry, and they ensure that the coating thickness error does not exceed ±0.05 millimeters through a precisely designed feeding device. This precision control is crucial for ensuring consistent product quality. Common feeding methods include immersion, spraying, and roller coating; the appropriate feeding method needs to be selected based on the material characteristics.
The design of the heating system directly affects drying efficiency. The drum is usually heated by steam, with the temperature controlled between 80 and 150 degrees Celsius. An engineer from a German equipment manufacturer explained that they use a double-shell design, with the inner layer serving as the heating medium channel and the outer layer as the material contact surface. This structure ensures uniform heat distribution. In actual operation, the heating temperature needs to be precisely adjusted according to the material characteristics and moisture content.
The evaporation process occurs during two-thirds of the drum’s rotation cycle. As the drum rotates slowly, the thin layer of material is gradually heated, and the moisture evaporates rapidly. Rotation speed control is a key parameter, usually maintained at 2-10 revolutions per minute. Too fast a speed can lead to insufficient drying, while too slow a speed may cause the material to overheat. A British food processing plant, when drying mashed potatoes, controls the rotation speed at 4.5 revolutions per minute, ensuring both effective drying and preventing starch denaturation.
The scraping stage requires extremely high precision. The scraper, installed at a specific angle, must remain sharp to ensure that the dried material is completely removed. A Japanese equipment manufacturing company has developed an automatically adjusting scraper system that can adjust the scraping angle and pressure in real time based on the roller surface condition, significantly improving product yield.
Technological Limitations and Challenges
Despite the maturity of roller drying technology, its inherent limitations restrict its application range. Heat-sensitive materials are particularly susceptible to damage, which is especially evident in the food and pharmaceutical industries. A French pharmaceutical company attempted to dry a certain antibiotic intermediate using roller drying, but found that the high temperature resulted in a 15% loss of active ingredients, ultimately forcing them to switch to vacuum drying technology.
Capacity limitations are another prominent issue. Compared to spray drying, the processing capacity per unit time of roller drying is significantly lower. A US dairy company conducted comparative tests and found that, under the same energy consumption, the capacity of spray drying was three times that of roller drying. This prompted them to upgrade most of their production lines to spray drying systems.
There are also significant limitations in material adaptability. High-sugar materials tend to stick to the roller surface and are difficult to scrape off. An Italian confectionery company attempted to dry caramel syrup using roller drying, but the product yield was less than 70%, with a large amount of material remaining on the roller surface. Similarly, materials containing salt or other corrosive components may damage the roller surface, shortening the equipment’s lifespan.
Equipment investment and maintenance costs are also factors to consider. Precisely machined rollers are expensive, and replacement costs are even higher. A Chinese chemical company calculated that the initial investment in a roller dryer was 30% higher than similar drying equipment, and the annual maintenance costs were also 15% higher.
Operational complexity cannot be ignored. Maintaining a stable film requires operators to have extensive experience and be able to balance multiple parameters such as feeding speed, roller rotation speed, and temperature. Novice operators typically require 3-6 months of training to become proficient.
Special Applications in Grain Processing
Roller drying has a rather unique application in the field of grain processing. Although technically feasible, there are significant limitations in practical application. For raw grains, the conditions of roller drying are too harsh. Experiments by a Canadian grain research institute showed that roller drying increased the cracking rate of wheat by 8% and increased the degree of protein denaturation by 12%, significantly reducing processing quality and storage stability.
However, in the processing of grain by-products, roller drying has found its niche. Materials such as flour, bran, and starch are particularly well-suited to this drying method. An Australian feed company uses drum drying to process wheat bran, controlling the drum temperature below 90 degrees Celsius to achieve effective drying while preserving nutrients. They have specifically improved the feeding system to ensure the wheat bran is evenly distributed on the drum surface.
Drying animal feed pellets is another suitable application. Drum drying can quickly remove surface moisture from the pellets while maintaining internal moisture content. A Danish feed factory uses drum drying to process fish feed pellets, precisely controlling the drying time to achieve the ideal moisture content while maintaining the integrity and nutritional value of the pellets.
Technological Development and Future Trends
Faced with the limitations of traditional drum drying technology, equipment manufacturers are actively seeking innovative solutions. New drum dryers employ a segmented heating design, with different temperatures set in different zones to adapt to the drying characteristics curve of the material. Intelligent control systems monitor material status in real time through sensors, automatically adjusting process parameters and reducing operational difficulty.
Advances in materials science have also brought new possibilities to drum drying technology. The application of special coating materials reduces material adhesion problems, and the development of corrosion-resistant materials expands the range of applicable materials. A ceramic-coated drum developed by a German engineering company has a lifespan twice as long as traditional stainless steel drums and also improves heat transfer efficiency.
With increasing environmental requirements, energy recovery systems have become a new development direction. The installation of waste heat recovery devices reduces the energy consumption of drum drying by 20-30%. A closed-loop drum drying system developed by a Japanese company not only recovers waste heat but also reduces dust emissions, meeting stricter environmental standards.
Despite facing numerous challenges, drum drying technology maintains its important position in specific fields due to its unique advantages. When choosing a drying technology, manufacturers need to consider various factors, including material characteristics, product quality requirements, investment budget, and operating costs. As technological innovation continues to advance, drum drying technology will undoubtedly find suitable applications in a wider range of fields, providing reliable technical support for industrial production.
Integrated Fertilizer Production Systems
While drum drying serves specific applications, modern fertilizer production relies on integrated systems of professional fertilizer manufacturing equipment tailored to product type. For compound fertilizers, a complete npk fertilizer line is essential, starting with precise formulation using an npk blending machine or npk bulk blending machine for dry powders. Granulation is then achieved via a disc granulator (forming the core of a disc granulation production line) or a double roller press granulator for compaction. In contrast, a bio organic fertilizer production line begins with organic waste processing, where a double screws compost turning machine is key for aerobic fermentation. The cured compost is then shaped in an organic fertilizer disc granulation production line, where the disc granulator for shaping creates uniform organic pellets. Together, the crushers, mixers, turners, and granulators form the comprehensive suite of fertilizer raw material processing machinery and equipment, enabling efficient transformation of diverse raw materials into high-quality fertilizer products.
With their symmetrical, staggered paddle structure, double axis paddle mixers play an irreplaceable role in fertilizer mixing production. Adaptable to diverse applications such as BB fertilizers, organic fertilizers, and compound fertilizers, they are core equipment for high-quality fertilizer production.
Strong convection mixing, balancing uniformity and efficiency. The twin shafts rotate in opposite directions, and the staggered paddles create a multi-dimensional convection field, rapidly blending raw materials with different specific gravities and particle sizes. The mixing uniformity far surpasses that of single-shaft equipment, and the nutrient variation coefficient can be controlled within 3%. The mixing cycle is shortened by more than 40%, meeting the batch processing needs of NPK fertilizer production lines and significantly increasing overall capacity.
Outstanding adaptability, solving complex raw material challenges. Compared to ordinary fertilizer mixers, it can easily handle high-humidity, highly viscous raw materials (such as well-rotted organic fertilizers and sludge-based fertilizers). The special angle design of the paddles prevents adhesion to the walls and does not damage the properties of the granular raw materials. In BB fertilizer production, it can achieve uniform mixing of dry powder and small amounts of additives, ensuring precise formulation.
Low-loss and energy-saving, suitable for large-scale production. The extremely small gap between the impeller and the machine cavity results in minimal raw material residue and a material utilization rate exceeding 98%. The dual-shaft coordinated operation saves approximately 25% more energy than traditional equipment. It can also seamlessly integrate with screening and granulation equipment, achieving integrated mixing and pretreatment, simplifying the process.
In summary, the double shaft paddle mixer, with its structural advantages and high efficiency, versatility, and low consumption, has become a powerful tool in fertilizer mixing, stably ensuring fertilizer quality and helping fertilizer production upgrade towards higher efficiency and precision.
Climate Characteristics and Equipment Operation Challenges
Southeast Asia, as a crucial region for global agricultural development, experiences continuous growth in the demand for organic fertilizer. However, the region’s unique climate—an average annual temperature of 25-30 degrees Celsius and relative humidity of 70%-90%, coupled with a long rainy season lasting several months—poses severe challenges to organic fertilizer production equipment. High temperature and humidity accelerate equipment corrosion, while the rainy season makes it difficult to control the moisture content of raw materials. These problems directly affect the stable operation of the production line and product quality.
Equipment Material and Protection Optimization Solution
Given the climatic characteristics of Southeast Asia, the production line equipment requires comprehensive material upgrades and enhanced protection. Core equipment, including turners, granulators, and mixers, should be treated with double-layer anti-corrosion coatings, and key components should be made of 304 or 316 stainless steel. The motor system needs to be a waterproof and explosion-proof model with a protection rating of IP55 or higher, and moisture-proof isolation devices should be added to critical circuit sections.
A special anti-corrosion solution was adopted for the double-roller extrusion granulator in an organic fertilizer project in Malaysia. The extrusion rollers of this equipment utilize wear-resistant and corrosion-resistant alloy materials. Through special heat treatment and surface treatment processes, they maintain excellent wear resistance while significantly improving corrosion resistance, extending service life by more than three times compared to ordinary materials. This customized material selection effectively solves the problem of equipment wear and tear under high temperature and humidity environments.
Production Process Adaptability Adjustment
The raw material processing stage requires special design for the rainy season. The production line should be equipped with a large raw material drying shed and forced dehydration equipment to ensure that the moisture content of the raw materials is controlled within the ideal range of 40%-60% even during the rainy season. The fermentation workshop adopts a fully enclosed design, equipped with a high-efficiency dehumidification system and mechanical ventilation devices to ensure that the fermentation process is not affected by external humidity.
In the granulation process, traditional granulation equipment is difficult to adapt to the characteristics of high-humidity raw materials. The new stirring tooth granulator, through optimized stirring structure and power configuration, can effectively handle materials with high moisture content, maintaining a stable pelleting rate of over 80%. Simultaneously, the drying system needs to increase heat energy utilization efficiency, ensuring efficient drying even under high-temperature environments through waste heat recovery and intelligent temperature control technology.
Localized Service System Construction
Comprehensive localized services are crucial for the stable operation of equipment. Huaqiang Heavy Industry has established spare parts warehousing centers in major Southeast Asian markets, ensuring delivery of commonly used and easily damaged parts within 3-7 days, and emergency spare parts via a green channel within 48 hours. Technical documentation is provided in both Chinese and English, and the user interface supports multilingual switching, lowering the barrier to entry for local operators.
A remote technical support system provides 24/7 uninterrupted service, allowing customers to obtain timely technical guidance through video conferencing and online diagnostics. During project implementation, the company dispatches experienced engineering teams to provide on-site service, offering comprehensive guidance from equipment installation and commissioning to production operation, and conducting systematic training for local technical personnel to ensure customers can master independent operation and maintenance capabilities.
Project Implementation Case and Effect Verification
A large-scale organic fertilizer production line project in Indonesia fully demonstrates the effectiveness of customized solutions. The project is located in a typical tropical rainforest climate zone with an annual rainfall exceeding 3000 mm. Huaqiang Heavy Industry designed a complete adaptation solution based on local conditions: the equipment adopted reinforced anti-corrosion treatment, the fermentation workshop was equipped with a professional dehumidification system, and the production line layout fully considered ventilation and heat dissipation requirements.
Implementation results show that the production line maintained good operational stability in high-temperature and high-humidity environments, with an annual failure rate of less than 3%. The equipment’s anti-corrosion performance withstood the test of the rainy season, the raw material handling system effectively overcame the challenges posed by high humidity, and the overall production line capacity reached over 98% of the design standard. The client highly praised the equipment’s adaptability and reliability.
Technological Innovation and Continuous Improvement
With the continuous development of the Southeast Asian market, the adaptability technology of the production line is also continuously upgraded. Innovative technologies such as new nano-anti-corrosion coatings, intelligent humidity control systems, and remote operation and maintenance platforms are being gradually promoted and applied. Huaqiang Heavy Industry has established a comprehensive technical database to provide precise customized solutions for each project, taking into account the specific climatic conditions and raw material characteristics of different countries.
Through continuous optimization of equipment configuration and process flow, organic fertilizer production lines in Southeast Asia are developing towards greater adaptability and stability. This has not only helped local businesses improve production efficiency and product quality, but also provided reliable technical support for the sustainable development of the organic fertilizer industry, achieving a dual improvement in economic and environmental benefits.
Adaptive Granulation Systems for Humid Climates
Following the robust organic fertilizer fermentation process—optimized with equipment like the chain compost turning machine or large wheel compost turning machine for efficient aeration in high humidity—the critical stage of organic fertilizer production granulation demands specialized equipment. For facilities seeking compact and efficient solutions, the new type two in one organic fertilizer granulator (combining crushing and granulation) or a standard new type organic fertilizer granulatordesigned for high-moisture materials is ideal. For producers aiming for high-quality spherical granules, a complete organic fertilizer disc granulation production line centered on a corrosion-resistant organic fertilizer disc granulation machine is the optimal choice. This forms the core of a reliable organic fertilizer manufacturing system tailored for Southeast Asia. More complex setups might involve an organic fertilizer combined granulation production line, integrating both extrusion and disc granulation technologies to produce a diverse range of organic fertilizer products from varying raw material consistencies, ensuring operational flexibility and product quality despite challenging climatic conditions.
The dry granulation double roller press granulator, with its core advantages of “no drying, low energy consumption, and wide adaptability,” breaks through the bottlenecks of traditional granulation technology, providing solid support for high-quality agricultural development and becoming a key carrier for the upgrading of modern agricultural equipment.
Solving the pain points of traditional granulation. This equipment does not require high-temperature drying; it directly forms dry powder raw materials through roller pressing, reducing energy consumption by more than 30% and significantly reducing production costs. It is also compatible with various raw materials such as NPK compound fertilizers and mineral fertilizers. After pretreatment by a fertilizer screener machine and mixing by a fertilizer mixer, it can quickly produce high-strength granular fertilizers.
Optimizing fertilizer application efficiency. The granular fertilizers produced by this equipment have uniform strength and are not easily powdered, reducing transportation and storage losses to less than 2%; when applied, it is compatible with mechanized operations, and nutrient release is slow and sustained, effectively improving fertilizer utilization and preventing soil compaction. Especially in large-scale planting, granular fertilizers of different particle sizes can be customized to meet the differentiated needs of crops such as corn and fruits and vegetables.
Empowering green circular agriculture. This equipment can directly process dry powder raw materials made from agricultural waste such as livestock and poultry manure and crop straw, realizing the resource-based transformation of “waste → organic fertilizer.” At the same time, there are no wastewater or exhaust gas emissions, reducing agricultural non-point source pollution and promoting the transformation of agriculture from a “resource-consuming” type to a “circular and efficient” type.
In the field of modern organic waste resource utilization, composting and fermentation are two common and important biotransformation processes. Although both involve the decomposition and transformation of organic matter, they differ significantly in principle, conditions, and products. Understanding the essential differences between these two processes is crucial for selecting appropriate organic waste treatment technologies.
Basic Concepts and Principle Differences
Composting is essentially an aerobic process, decomposing organic matter under aerobic conditions through the action of aerobic microorganisms. This process generates a large amount of heat, with temperatures typically reaching 55-65℃, and sometimes even higher. High temperatures not only accelerate the decomposition process but also effectively kill pathogens and weed seeds. The final product of composting is stable humus, rich in various nutrients required by plants.
Fermentation, on the other hand, is primarily an anaerobic process, taking place under anaerobic or microaerobic conditions. This process is dominated by anaerobic microorganisms, with relatively lower temperatures, typically between 25-40℃. Fermentation produces relatively little heat, with main products including methane, carbon dioxide, organic acids, and alcohols. In organic fertilizer production, fermentation typically refers to anaerobic fermentation, in stark contrast to the aerobic process of composting.
Process Conditions and Microbial Community: Composting requires a sufficient oxygen supply. In practice, this is usually achieved through regular turning or forced ventilation. For example, a large organic fertilizer plant in Shandong uses a fully automated turning system, turning the compost every four hours to ensure even oxygen distribution. The microbial community undergoes significant succession during composting: initially dominated by mesophilic bacteria, thermophilic bacteria gradually become the dominant species as the temperature rises. These microorganisms effectively decompose complex organic matter such as cellulose and lignin.
Fermentation, on the other hand, requires a strictly anaerobic environment. A biogas project in Jiangsu uses a completely mixed reactor, maintaining anaerobic conditions through a double-sealed system and gas recovery system. The microorganisms in the fermentation process mainly include two categories: acid-producing bacteria and methanogens, which work together to convert organic matter into biogas. Temperature control is crucial for fermentation efficiency. This project employs a constant temperature system to maintain the reaction temperature at 35℃, ensuring optimal microbial activity.
Product Characteristics and Application Differences: The final product of composting is stable organic fertilizer. This fertilizer is rich in humus, improving soil structure and enhancing its water and fertilizer retention capacity. Application practices in apple-growing areas of Shaanxi Province show that chicken manure, after 45 days of complete composting, increased soil organic matter content by 0.8% and apple yield by 12% when applied to orchards. The high temperatures generated during composting also effectively kill harmful organisms, ensuring the safe use of the fertilizer.
The main products of fermentation are biogas and digestate. A biogas project built by a large-scale livestock farm in Hebei Province processes 20 tons of pig manure daily, producing 360,000 cubic meters of biogas annually, equivalent to replacing approximately 260 tons of standard coal. The resulting digestate, after further treatment, can be used as liquid organic fertilizer. It is worth noting that simple fermentation products usually require further processing to become stable fertilizer, which often necessitates combining it with composting processes.
Process Flow and Time Requirements
Composting typically requires a long period. A complete composting process includes four stages: heating, high temperature, cooling, and maturation, which can take 30-90 days. A vegetable waste treatment center in the suburbs of Shanghai uses a trough composting process, shortening the composting cycle to 40 days through precise control of ventilation and humidity. Their experience shows that proper raw material ratios and process management can significantly improve composting efficiency.
The fermentation process time depends on the characteristics of the raw materials and process conditions. In the aforementioned Jiangsu biogas project, the average residence time of pig manure was 25 days. By adding specialized microbial agents and optimizing process parameters, the fermentation cycle can be shortened to 20 days. Compared to composting, fermentation usually requires stricter process control, especially monitoring of pH and temperature.
Environmental Factors and Influencing Factors
Composting is quite sensitive to changes in environmental conditions. During the rainy season or in high humidity environments, the composting process is prone to turning into an anaerobic state, producing odors. An organic fertilizer plant in Fujian successfully solved the problem of composting during the rainy season by building rain shelters and adjusting the raw material ratios. Their data shows that controlling the moisture content of the materials between 50-60% is crucial for successful composting.
The fermentation process is more sensitive to temperature fluctuations. A biogas plant in Northeast China faced reduced efficiency in winter but successfully maintained the reactor temperature within a suitable range by adding insulation and utilizing waste heat from the biogas boiler. Their operational data indicates that for every 5°C drop in temperature, biogas production decreases by approximately 30%.
Technology Selection and Application Scenarios
In practical applications, choosing between composting and fermentation processes requires comprehensive consideration of multiple factors. For solid organic waste, such as livestock manure and crop straw, composting is generally a more suitable choice. A poultry farm in Guangdong uses windrow composting to process 12,000 tons of chicken manure annually, producing organic fertilizer that fully meets the needs of surrounding orchards.
For organic waste with high moisture content, such as food processing wastewater and alcohol waste liquid, fermentation technology may be more advantageous. A brewing company in Zhejiang Province has built an anaerobic fermentation system that processes 150 tons of alcohol waste daily. The biogas produced is used for power generation, saving approximately 800,000 yuan in electricity costs annually.
Development Trends and Innovative Applications
With technological advancements, composting and fermentation processes are constantly innovating. The application of intelligent monitoring systems makes process control more precise, and the development of new microbial agents improves conversion efficiency. Some innovative projects organically combine the two processes to form a more efficient resource utilization system. An ecological farm in the suburbs of Beijing uses a combined “fermentation-composting” process, first anaerobically fermenting livestock and poultry manure to produce biogas, and then aerobically composting the digested residue, achieving dual recovery of energy and fertilizer.
Industrial-Scale Systems for Organic Fertilizer Production
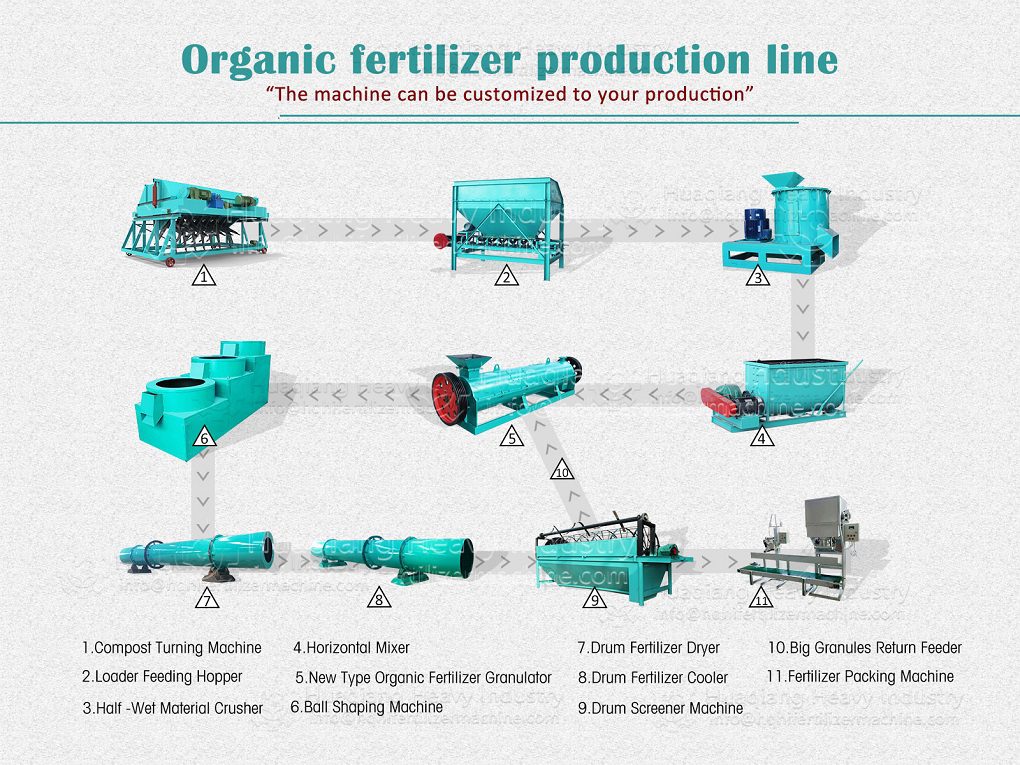
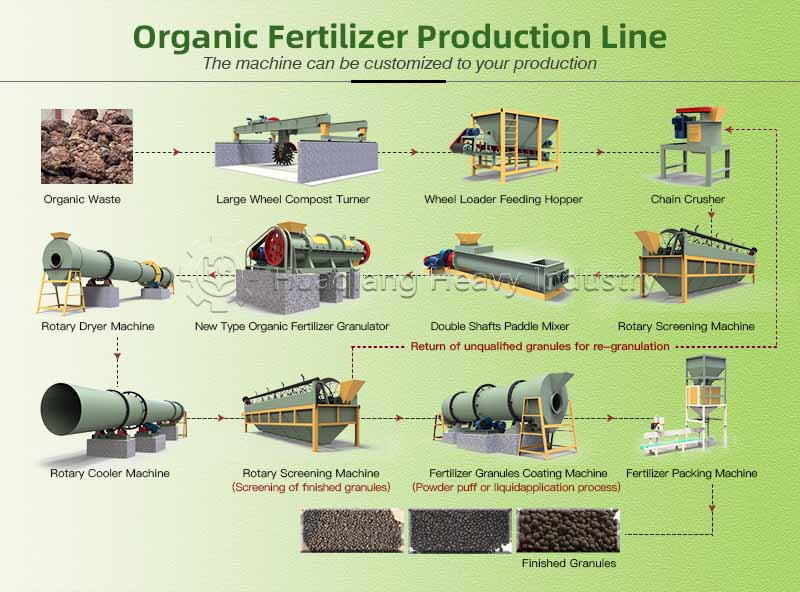
To scale the aerobic composting process into a consistent and efficient organic fertilizer fermentation process, specialized machinery is essential. The core of fermentation composting technology for organic fertilizer lies in effective aeration and turning, achieved through various machines. For open-air windrows, a large wheel compost turner or a more agile self propelled compost production machine efficiently overturns long piles. For more controlled and intensive processing, trough-type aerobic fermentation composting technology is employed, utilizing equipment like a trough-type compost turner, a chain compost turner, or a highly efficient double screws compost turning machine that moves along a concrete channel, ensuring thorough oxygenation and mixing. Collectively, this fermentation composting turning technology ensures rapid decomposition and hygienization. Following complete composting, the cured material enters the granulation phase. A standard disc granulation production line transforms the fine compost into uniform, marketable pellets. The combination of an advanced turning machine (like a windrow composting machine for larger areas) and a granulation line forms the complete set of equipments required for biofertilizer production, enabling the transition from raw waste to a stabilized, commercial-grade organic fertilizer product.
Conclusions and Recommendations
Composting and fermentation, as two important technological pathways for organic waste treatment, each have their own characteristics and applicable scenarios. Composting is suitable for producing stable solid organic fertilizers, while fermentation is suitable for treating high-moisture waste and recovering energy. In practical applications, appropriate technological solutions should be selected based on the characteristics of raw materials, product needs, and local conditions. When necessary, the two processes can be combined to maximize resource utilization and optimize environmental benefits.
In the future, with the deepening of the concept of circular economy and the continuous progress of technology, these two processes will play a more important role in the resource utilization of organic waste and make a greater contribution to the development of sustainable agriculture.
As global agriculture transforms towards high-yield, high-efficiency, and sustainable development, NPK compound fertilizer granulation technology is undergoing profound changes. From traditional disc granulation to today’s intelligent, low-carbon granulation systems, technological innovation is reshaping the entire fertilizer industry, driving fertilizer products towards greater efficiency, environmental friendliness, and precision.
High-Tower Melt Granulation: A Pioneer in High-Efficiency Production
High-tower melt granulation technology represents the highest level of current high-concentration NPK compound fertilizer production. The core of this technology lies in utilizing the physical properties of molten raw materials to achieve rapid molding. When urea or ammonium nitrate is heated to a molten state, it is mixed with phosphate fertilizer, potash fertilizer, and other raw materials to form a uniform slurry, which is then sprayed through precision nozzles at the top of the tower to form fine droplets. During the descent, the droplets rapidly solidify upon contact with cold air, forming unique spherical particles.
A large fertilizer company in Jiangsu Province has introduced a high-tower granulation production line capable of producing 300,000 tons of high-concentration compound fertilizer annually. The company’s technical director explained that compared to traditional granulation processes, high-tower granulation reduces energy consumption by 40%, controls product moisture content to below 1%, and completely eliminates the need for drying. Even more remarkably, this technology naturally creates micropores on the surface of the granules, enhancing their solubility and serving as a natural anti-counterfeiting measure.
Intelligent Control System: The Digital Brain of Precision Production
Modern granulation production lines are shifting from relying on manual experience to data-driven intelligent production. In an intelligent fertilizer factory in Shandong, a huge screen in the central control room displays every detail of the production line in real time: raw material ratios, granulation temperature, granule size, product composition, and other data are constantly updated. This system integrates PLC automatic control technology and an intelligent sensor network, achieving comprehensive digital management of the production process.
The improvement in precision during the batching stage is particularly significant. Using DCS control technology combined with a high-precision dynamic feeder, the raw material ratio error is controlled within ±0.1%. This means that the nitrogen, phosphorus, and potassium ratios in each fertilizer granule are almost perfectly consistent. The factory manager stated that this precise control not only improves product quality stability but also reduces raw material waste, saving approximately 3 million yuan in production costs annually.
Green Production Processes: Responding to the Demands of Carbon Neutrality
Faced with the global goal of carbon neutrality, fertilizer granulation technology is rapidly developing towards a more environmentally friendly direction. A fertilizer company in Zhejiang has established a closed-loop production system that successfully recovers and utilizes ammonia emitted during the granulation process, reducing environmental pollution and improving raw material utilization. The ammonia recovery device installed by the company can recover approximately 500 tons of ammonia annually, equivalent to saving 1,500 tons of urea raw materials.
The application of waste heat recovery technology further improves energy efficiency. In a modern fertilizer factory in Guangdong, waste heat generated during the drying and cooling processes is effectively recovered and reused for raw material preheating through a heat exchange system, reducing the energy consumption of the entire production line by 12%. The factory manager calculated that although this upgrade cost 2 million yuan, it saves 800,000 yuan in energy costs annually, recouping the investment in two and a half years.
Breakthroughs in dry-free granulation technology provide a new path for energy conservation and emission reduction. Through innovative improvements to the roller extrusion granulator, new roller skin materials and pressure control systems enable the direct production of high-strength granules at room temperature, completely eliminating the energy-intensive drying process. Application of this technology at a fertilizer company in Yunnan Province shows that compared to traditional processes, energy consumption is reduced by 35% and carbon dioxide emissions by 40%.
Functional Innovation: From Simple Granulation to Intelligent Fertilization
Modern granulation technology has transcended simple physical forming, developing towards functionalization and intelligence. Intelligent coating technology achieves controlled nutrient release by spraying biodegradable polymers onto the granule surface. A slow-release fertilizer developed by an agricultural technology company in Shanghai can automatically adjust the nutrient release rate according to soil temperature and humidity, increasing fertilizer utilization from the traditional 30% to over 60%.
The introduction of nanotechnology has opened up new avenues for fertilizer efficiency enhancement. Incorporating nano-sized phosphorus and potassium particles into the granulation process significantly increases the specific surface area and dissolution rate of nutrients. Field trials have shown that nano-fertilizers can increase crop phosphorus absorption by 25% and potassium absorption by 20%, ensuring crop yield while reducing application rates.
Bio-compound granulation technology perfectly combines chemical fertilizers with biological agents. Adding specific microbial agents in the later stages of granulation produces fertilizers that not only provide chemical nutrients but also improve the soil’s micro-ecological environment. A bio-compound fertilizer produced by a Sichuan company has shown excellent performance in corn cultivation, not only increasing yield but also significantly improving soil structure.
Future Outlook: Technological Integration and Industrial Upgrading
The innovative development of NPK fertilizer granulation technology is driving the upgrading of the entire industry. With the in-depth application of technologies such as the Internet of Things, big data, and artificial intelligence, future granulation production lines will be more intelligent and flexible. Personalized customized production will become possible, and specialized fertilizers for different crops and soil conditions will become more widespread.
Meanwhile, with the global emphasis on sustainable agriculture, low-carbon and environmentally friendly granulation technologies will gain greater development space. The application of renewable energy sources such as solar energy and biomass energy in the granulation process will further reduce the carbon footprint of fertilizer production. The in-depth practice of the circular economy concept will more closely integrate fertilizer production with the resource utilization of agricultural waste.
From high-tower melt granulation to intelligent control systems, from green production processes to functional innovations, the development trajectory of NPK fertilizer granulation technology clearly demonstrates a vivid picture of a traditional industry transforming towards modernization and intelligence. These technological innovations have not only improved the quality and efficiency of fertilizer products but also made significant contributions to global food security and sustainable agricultural development. Driven by both technological progress and market demand, fertilizer granulation technology will undoubtedly continue to advance towards greater efficiency, environmental friendliness, and intelligence.
System Integration: From Blending to Granulation
The advanced trajectory of npk fertilizer production technology encompasses a spectrum of solutions tailored to product specifications and scale. For facilities prioritizing formulation flexibility and lower capital expenditure, a system centered on a high-precision npk blending machine or bulk blending fertilizer machine is optimal. This npk bulk blending machine accurately mixes dry, powdered nitrogen, phosphorus, and potassium sources with other additives, a crucial stage in the broader npk fertilizer manufacturing process. For producing uniform, dust-free granules that enhance handling and nutrient release, a complete npk fertilizer production line is required. The heart of this line is the npk fertilizer granulator machine, with technologies like rotary drum or high-tower melt granulation representing the core of modern npk granulation machine technology. This key npk fertilizer granulator is supported by upstream and downstream units, including a pre-mixing fertilizer mixer machine, dryers, coolers, and coaters, which together form the complete suite of npk fertilizer granulator machine equipment. The choice between a bulk blend system and a full granulation line ultimately defines the product’s physical form, dissolution characteristics, and market application.
Against the backdrop of the booming organic fertilizer industry, more and more farms and startups are investing in building small-scale organic fertilizer production lines. For these lines with a capacity of 1-5 tons/hour, maximizing efficiency within a limited investment budget is the most pressing concern for investors. Based on practical experience from over 170 successful projects, Huaqiang Heavy Industry has summarized a set of effective cost optimization solutions.
Equipment Selection: The First Step to Cost-Effective Planning
Equipment investment is the largest expenditure item in production line construction. Reasonable equipment selection can significantly reduce initial investment. For small production lines with a daily processing capacity of around 10 tons, a modular design concept is recommended, avoiding the pursuit of large and complex equipment.
Taking the mixing stage as an example, a 1.5-ton/hour twin-shaft paddle mixer paired with a 2-ton/hour new two-in-one granulator can meet basic production needs. In the drying stage, small production lines can make full use of natural conditions, using natural drying in a sun-drying area instead of drying equipment, saving more than 30% of equipment investment. At the same time, prioritizing cost-effective domestic equipment is also a wise choice. Domestically produced equipment is not only 50%-70% cheaper than imported products, but also has advantages in spare parts supply and maintenance services, effectively reducing later operating costs.
Process Flow: The Wisdom of Simplification
Simplifying the production process is another effective way to control costs. Small production lines can adopt a streamlined process route of “pretreatment-fermentation-granulation-screening-packaging,” reducing unnecessary intermediate steps and equipment configurations.
In the raw material pretreatment stage, agricultural waste such as straw and sawdust are used as auxiliary materials, which can adjust the carbon-nitrogen ratio and replace expensive commercial binders. The fermentation stage combines natural fermentation with microbial fermentation, significantly reducing the amount of microbial agents used while ensuring fermentation quality. During granulation, precisely controlling the raw material moisture content between 25%-35% can effectively reduce the amount of binder used, saving 50-80 yuan per ton of product.
It is particularly important to note that different regional climate conditions have a significant impact on the fermentation process. In dry areas, the natural fermentation time can be appropriately extended, while in humid areas, ventilation measures need to be strengthened. This localized process adjustment allows for maximum cost savings while ensuring product quality.
Raw Material Procurement: A Key Aspect of Cost Control
Raw material costs typically account for over 60% of the total cost of organic fertilizer production, making optimized raw material procurement strategies crucial. Establishing long-term, stable partnerships with local farms and gaining price advantages through bulk purchasing is an effective way to reduce raw material costs. Some farms are even willing to provide livestock manure free of charge to solve their waste disposal problems.
Recycling agricultural waste not only reduces raw material costs but may also qualify for government environmental subsidies. The collection costs of auxiliary materials such as straw, rice husks, and mushroom residue are far lower than those of commercial auxiliary materials, and with proper proportioning, they can fully meet production requirements. One small organic fertilizer plant successfully reduced its raw material costs by 25% by signing long-term agreements with three surrounding farms and establishing an agricultural waste recycling network.
Operations Management: A Guarantee for Continuous Optimization
The daily operations management of the production line also offers opportunities for cost optimization. Establishing standardized equipment maintenance systems and regularly inspecting and maintaining key equipment can effectively extend equipment lifespan and reduce maintenance costs. Refined management during the production process, such as accurately recording various consumption data and promptly identifying and resolving leaks and waste, can also lead to considerable cost savings.
Personnel training is equally crucial. Skilled operators can better master equipment performance, improve production efficiency, and reduce raw material waste. A small enterprise using a Huaqiang Heavy Industry production line increased its product qualification rate from 85% to 93% and reduced its raw material loss rate by 2 percentage points through systematic employee training.
Economic Benefit Analysis: After implementing the above optimization measures, the economic benefits of small-scale organic fertilizer production lines have significantly improved. Taking a 3-ton/hour production line as an example, equipment selection optimization can save 200,000-300,000 yuan in investment, process optimization can reduce production costs by 15-20%, and raw material procurement strategy optimization can further save costs by 10-15%. Overall, the unit product cost can be reduced by about 20%, and the investment payback period is shortened from the conventional 3 years to 2 years.
Sustainable Development Recommendations: Cost optimization should not come at the expense of product quality. While controlling costs, it is essential to ensure that products meet national organic fertilizer standards to establish a good market reputation and achieve sustainable development. It is recommended that small businesses establish detailed production and quality control standards from the initial construction phase and strictly implement them throughout the production process.
As production scales up and the market changes, cost optimization needs to be continuous. Regularly assessing the cost structure of each stage and identifying new areas for optimization is crucial for businesses to maintain a competitive edge in the market. Huaqiang Heavy Industry’s professional team can provide continuous technical support and services to help clients develop steadily in an ever-changing market environment.
Technological Synergy for Cost-Effective Production
The streamlined process hinges on the strategic integration of key fertilizer production machine technology. Following the optimized organic fertilizer fermentation process—which can be efficiently scaled using a windrow composting machine for economical aeration—the fermented material is ready for shaping. For small-scale operations prioritizing spherical granules, a disc granulator for shaping is a core component of a simplified disc granulation production line. This setup forms the heart of a cost-effective organic fertilizer manufacturing system, transforming well-fermented organic matter into uniform pellets without excessive complexity. For producers aiming for higher-density flakes or dealing with drier materials, integrating a fertilizer compaction machine (or roller press) offers an alternative, energy-efficient granulation path within the same organic fertilizer disc granulation production line framework, providing product versatility. Collectively, the mixer, composter, granulator, and screener constitute the essential equipments required for biofertilizer production. This modular approach allows for phased investment, starting with core fermentation and granulation modules, and scaling up by adding drying, cooling, and coating units as demand grows, ensuring maximum efficiency and flexibility within a constrained budget.
As the core finishing equipment in a high-efficiency organic fertilizer production line, the packaging machine directly determines the storage and transportation stability and appearance regularity of the finished organic fertilizer. Its efficiency and adaptability are key to connecting production and distribution.
Mainstream packaging machine types cater to different production needs. Automatic quantitative packaging machines are the first choice for large-scale production lines, accurately controlling the weight of standard specifications such as 25kg and 50kg. Combined with a spiral feeding mechanism, it avoids particle breakage and blockage, achieving integrated feeding, weighing, and bagging, significantly improving efficiency. Vacuum packaging machines are suitable for bio-organic fertilizers that are prone to moisture absorption and contain active bacteria, effectively isolating them from air and moisture to extend shelf life. Sewing machines and heat-sealing machines, as supporting equipment, ensure sealed bag openings and prevent leakage and moisture absorption.
High-efficiency operation requires consideration of three key performance points. Quantitative accuracy is key; errors must be controlled within a reasonable range to ensure product standardization. The machine body must have an anti-sticking and anti-clogging design to address the sticky nature of organic fertilizers, reducing malfunctions and material waste. The level of automation must be compatible with the production line, linking with upstream granulation and screening processes to reduce manual intervention and improve overall efficiency.
High-quality fertilizer packaging machines can enhance the value of the finished product. Standardized packaging and reliable sealing reduce nutrient loss and clumping during storage and transportation, preserving fertilizer efficacy. Simultaneously, they can flexibly adapt to granular and powdered organic fertilizers, adjusting parameters to meet diverse production needs, ensuring a highly efficient closed-loop system for organic fertilizer production lines.
Chicken manure is rich in nitrogen, phosphorus, and potassium, but it is highly moist, sticky, and has a strong odor. Establishing a chicken manure organic fertilizer production plant requires focusing on the core principles of “harmlessness + resource utilization,” specifically addressing the challenges posed by the characteristics of the raw materials, balancing compliance, efficiency, and quality, and building a closed-loop production system.
Solidify the foundation of raw materials and site. Secure a stable source of chicken manure, sign long-term agreements with farms, and strictly control impurities in the raw materials. The site should be located far from residential areas and water sources, with reserved environmental protection distances. Different functional areas should be planned in zones, equipped with seepage-proof leachate collection ponds and odor treatment facilities to prevent secondary pollution.
Set up the production line with suitable equipment. Equipment configuration based on scale: Pre-treatment uses a solid-liquid separator for dehumidification, paired with a fertilizer crusher and fertilizer mixer to mix chicken manure and straw/sawdust at approximately a 1:2 ratio to adjust the carbon-to-nitrogen ratio; fermentation uses horizontal fermentation tanks or double screws compost turning machines, maturing at 55-65℃ for 7-15 days for sterilization; deep processing includes granulation, screening, and packaging equipment to form a complete organic fertilizer production line.
Improve compliance and process systems. Obtain environmental protection filings, discharge permits, and finished fertilizer registration certificates, and establish a quality testing mechanism. Addressing the odor-prone nature of chicken manure, precisely control oxygen supply and turning frequency, and use microbial agents to accelerate maturation and reduce odor diffusion.
Build an operational closed loop. Control raw material costs and transportation losses, determine finished product types based on market demand, and connect with growers and agricultural input channels. Develop a regular equipment maintenance plan to ensure continuous operation of the production line.