In the modern fertilizer manufacturing field, NPK blending fertilizer production lines, with their precise formulation execution capabilities and flexible production modes, provide strong guarantees for the precise supply of nutrients to crops. This system achieves precise proportions and uniform distribution of various nutrients through the perfect coordination of specialized equipment.
As the core of the entire production line, the NPK blending machine undertakes the crucial mixing task. Its unique structural design ensures that nitrogen, phosphorus, potassium, and various micronutrients reach an ideal mixing state in a short time. This efficient blending process not only guarantees the uniform distribution of nutrients but also ensures that each bag of finished fertilizer has a completely consistent nutrient content.
The fertilizer mixer machine, working closely with the NPK blending machine, plays an important auxiliary role in the mixing process. Through secondary homogenization of the materials, it further improves the homogeneity of the product and eliminates any potential mixing dead zones. The seamless cooperation between the two machines forms the foundation for the quality assurance of the NPK blending fertilizer production line.
The advantage of the entire NPK blending fertilizer production line lies in its outstanding flexibility. Compared to traditional compound fertilizer production lines, it can quickly adjust the formula composition according to different soil characteristics and crop needs, achieving customized production of small batches and multiple varieties. This characteristic allows fertilizer products to better adapt to regional and individualized agronomic requirements.
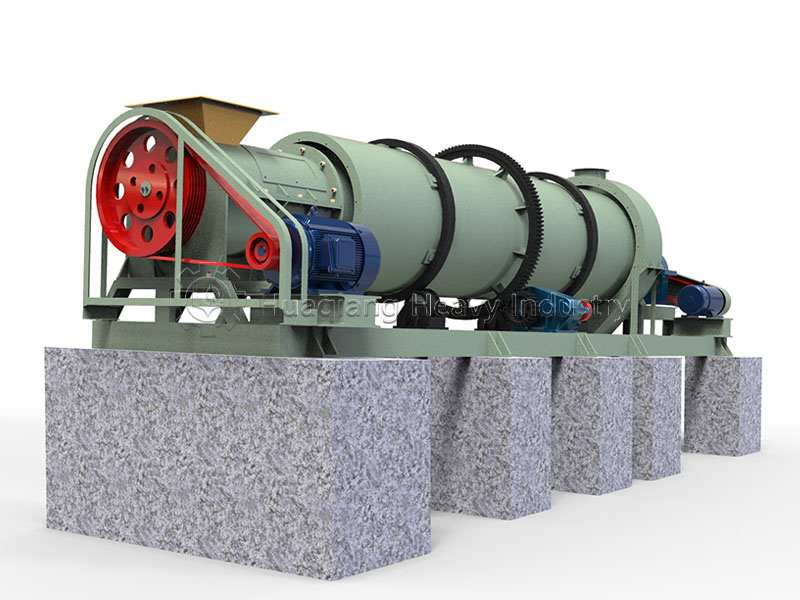
NPK fertilizer production lines are crucial for compound fertilizer production. As a key piece of equipment, BB fertilizer mixers, when integrated with the production line, significantly improve overall production efficiency and product quality. NPK fertilizer production involves processes such as raw material crushing, mixing, granulation, and drying. The mixing stage directly impacts the nutrient balance of the final product, and BB fertilizer mixers are a perfect fit for this requirement.
In the production line, raw materials processed by the fertilizer crusher are delivered to the BB fertilizer mixer via a fertilizer conveyor. Upon startup, the drive system drives the mixing shaft and blades, evenly mixing nitrogen, phosphorus, and potassium, laying a solid foundation for the subsequent granulation process. Inhomogeneous mixing can result in significantly different nutrient distributions in the granulated fertilizer, impacting product quality.
The BB fertilizer mixer’s control system can be linked with the overall production line control system to synchronize parameters such as mixing speed and time, ensuring a smooth production process. After mixing, the uniform raw materials are discharged through the discharge port and sent to the granulator by conveyor. It works efficiently with subsequent equipment such as dryers and coolers to form a complete NPK fertilizer production chain, helping companies achieve large-scale, high-quality production.
While the new type two in one organic fertilizer granulator simplifies the organic fertilizer production process with its integrated design, it has more specific requirements regarding the adaptability of the processed materials.
Precise control of material particle size is crucial. Raw materials entering the new type two in one organic fertilizer granulator must undergo crushing and screening to ensure uniform particle size controlled within the 1-3 mm range. Large impurities or incompletely crushed lumps in the material will not only clog the equipment’s feed channel and die holes but may also accelerate the wear of internal components, affecting granulation continuity. Excessively fine powdery materials are prone to generating dust and will result in insufficient granule strength after molding.
Material moisture control is critical. The suitable material moisture content is 20%-30%, which needs to be fine-tuned based on the raw material composition. Excessive moisture content causes the material to easily clump together inside the machine, leading to a decrease in granulation rate and potentially causing die blockage. Insufficient moisture content results in a lack of viscosity, making it difficult to form through extrusion or granulation processes, and even if formed, it is prone to breakage.
The material composition ratio must be scientific. The carbon-to-nitrogen ratio of the raw materials should be maintained at 25-30:1. Avoid imbalances in the proportion of single high-nitrogen raw materials (such as poultry and livestock manure) or high-carbon raw materials (such as straw), otherwise the stability of the fertilizer effect after pelleting will be affected. At the same time, the proportion of fiber components in the material should not be too high. Excessive fiber can easily entangle equipment parts, requiring pretreatment to decompose some coarse fibers. If the raw material lacks viscosity, a suitable amount of natural binder can be added to improve the pelleting effect.
Furthermore, the material must be fully decomposed. Undecomposed raw materials may undergo secondary fermentation after granulation in the new type two in one organic fertilizer granulator, causing the pellets to expand and break, and potentially leading to seedling burn during fertilization.
In modern organic fertilizer production lines, the half-wet material crusher, as a crucial piece of equipment, demonstrates unique raw material processing capabilities. Unlike traditional fertilizer crushers, it is specifically designed for high-moisture organic materials, effectively solving the crushing problem of raw materials after fermentation.
In the complete organic fertilizer production line process, the half-wet material crusher occupies a critical position after the fermentation process and before the granulation process. It can directly process organic materials with a moisture content of 25%-50%, including livestock and poultry manure, filter mud, and straw. This characteristic not only simplifies the process flow but also significantly reduces the energy consumption cost of the entire organic fertilizer production line.
In practical applications, the half-wet material crusher forms a good synergistic effect with other organic fertilizer production equipment. The materials processed by it meet the requirements of subsequent processes in terms of particle size uniformity and moisture content, creating favorable conditions for the stable operation of the organic fertilizer granulator. Uniform raw material particle size not only improves granulation quality but also ensures the consistency of nutrients in the final product.
It is worth mentioning that this crushing equipment exhibits broad raw material adaptability in organic fertilizer production lines. Whether it’s highly viscous livestock and poultry manure or straw-like materials with high fiber content, ideal pulverization results can be achieved by adjusting the equipment parameters. This flexibility makes it an indispensable key piece of equipment in modern organic fertilizer production lines.
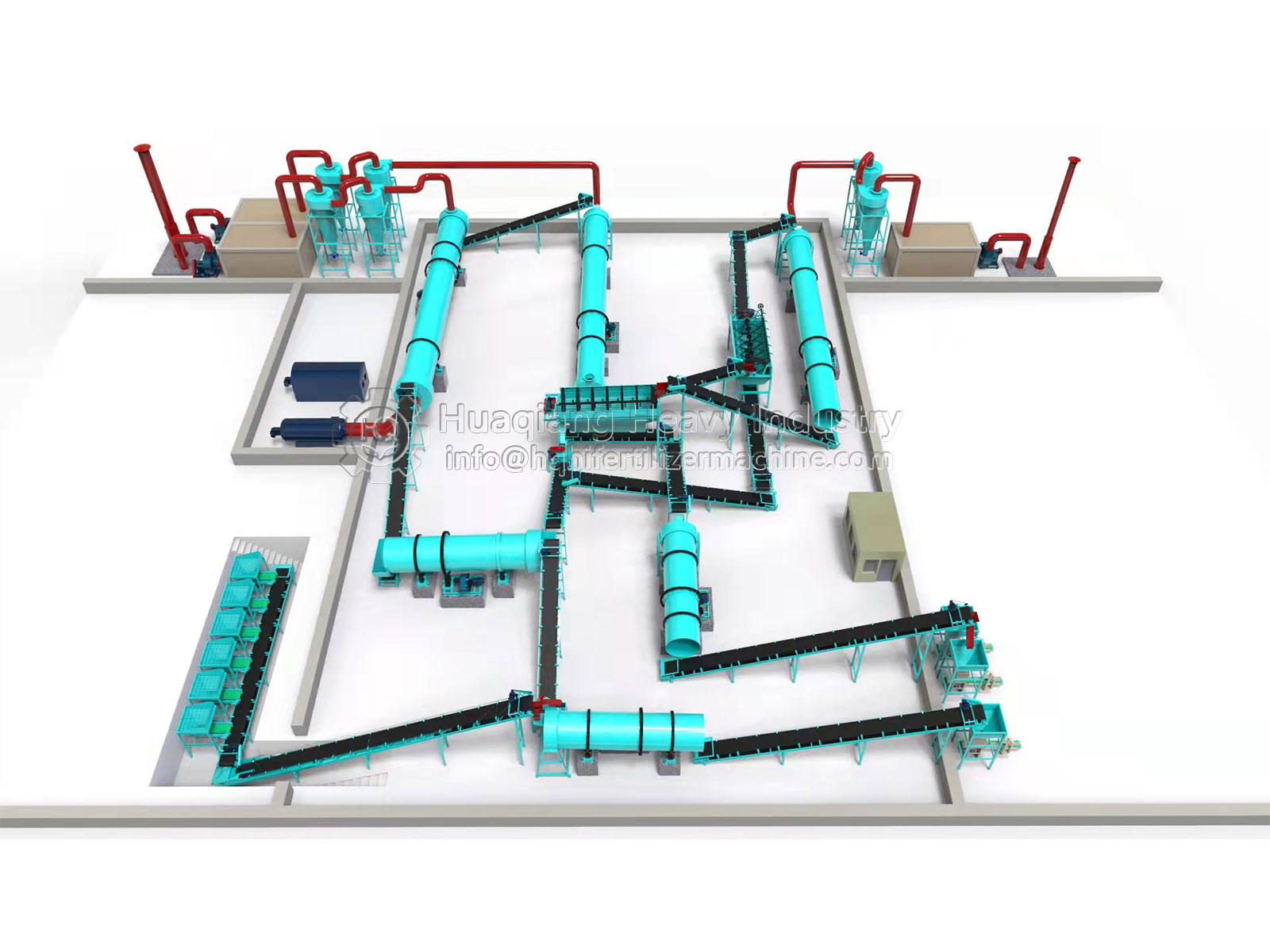
Modern fertilizer production is a highly systematic process involving a complete industrial chain from raw material processing to finished product packaging. Fertilizer production equipment can be divided into five key systems according to the technological process, each playing an indispensable role.
Raw Material Pretreatment System
Raw material pretreatment is the first process in fertilizer production. Crushers are responsible for breaking down bulk raw materials such as potash ore and straw to suitable particle sizes below 8 millimeters. Mixers uniformly blend raw materials including nitrogen, phosphorus, and potassium according to precise formulas, ensuring balanced nutrient distribution. Screening machines remove impurities through vibration screening and precision filtration, providing clean raw materials for subsequent processes.
Core Reaction and Fermentation System
Depending on the fertilizer type, core reaction equipment has distinct characteristics. Organic fertilizer production mainly relies on fermentation turners and maturation tanks, converting organic materials into stable humus through aerobic fermentation processes. Chemical fertilizer production uses equipment such as dissolution tanks, flotation machines, and crystallizers to achieve raw material purification and transformation. Chelation tanks effectively prevent precipitation of medium and trace elements, ensuring fertilizer quality.
Granulation and Forming System
Granulation is a core step in fertilizer production. Extrusion granulators form granules through high-pressure extrusion and are suitable for materials such as organic fertilizers and potassium chloride. Disc granulators utilize centrifugal force to precisely control particle size within the 2-4 mm range. Spray granulators produce water-soluble fertilizers through atomization and drying processes, while coating granulators can precisely control the coating of slow-release fertilizers. Drum granulators, with their large-scale production capacity, are the preferred equipment for NPK compound fertilizer production.
Post-treatment and Packaging System
After granulation, the fertilizer requires meticulous post-processing. A secondary screening machine ensures uniform particle size, while anti-caking equipment uses a special coating agent to prevent clumping during storage. Environmental protection equipment, including dust removal and wastewater treatment systems, ensures the production process meets environmental requirements. The final packaging process utilizes automated equipment for accurate metering and efficient packaging.
Modern fertilizer production lines achieve efficient and environmentally friendly large-scale production through the coordinated operation of various systems. Taking a typical NPK compound fertilizer production line as an example, the entire process from raw material pretreatment to finished product packaging can reach a daily output of 500 tons. The products fully comply with national quality standards, providing a reliable fertilizer guarantee for global agricultural production.
Integrated Fertilizer Manufacturing: Advanced Technologies and Equipment
The comprehensive npk fertilizer production line exemplifies modern fertilizer granulation technology, integrating specialized equipment for optimal efficiency. The process begins with precise formulation using npk blending machine technology, followed by advanced fertilizer granulation processes that include both wet and dry granulation processes. Equipment selection varies by product type, with the disc granulator machine serving as the core of disc granulation production line systems, while the double roller press granulator forms the basis of roller press granulator production line operations for specific material requirements.
Parallel to chemical fertilizer production, the organic fertilizer production line and bio organic fertilizer production line utilize specialized equipment like the windrow composting machine for efficient organic matter decomposition. These diverse fertilizer granulator technologies, from disc granulator systems to specialized pressing equipment, represent the pinnacle of professional fertilizer manufacturing equipment. The continuous innovation in fertilizer granulation technology ensures that modern production lines can meet the growing global demand for both conventional and specialized fertilizers while maintaining high quality standards and environmental compliance across all fertilizer granulation processes.
In the wave of sustainable agricultural development, organic fertilizers are playing an increasingly important role as a crucial link connecting waste resource utilization and soil health. Understanding the classification system of organic fertilizers is essential for scientific selection and application.
Raw Materials: Diverse Resource Foundation
The raw material sources for organic fertilizers are extremely diverse, primarily categorized into four major types. Livestock manure organic fertilizers are the most common type, including chicken manure, cattle manure, and pig manure. These materials have balanced nitrogen, phosphorus, and potassium content, with organic matter accounting for 25%-40%, making them ideal for improving various soil types. Straw-based organic fertilizers use crop residues as raw materials, rich in cellulose and lignin, with organic matter content as high as 50%-70%, significantly improving soil permeability and water retention capacity. Food waste organic fertilizers achieve resource recycling through the recovery of kitchen waste, but require strict quality control. Industrial byproduct organic fertilizers include distillers’ grains, vinegar residues, and other industrial wastes, offering unique nutritional components and improvement effects.
Modern organic fertilizer production plants typically select the most economical and sustainable raw material combinations based on local resource advantages, maximizing the value of waste resource utilization.
Production Processes: Technology Determines Quality
From the perspective of production processes, organic fertilizers can be divided into three major types. Fermented and matured organic fertilizers are the mainstream products in the market, using aerobic or anaerobic fermentation processes to completely eliminate pathogens and insect eggs, ensuring product safety and reliability. Bio-organic fertilizers add functional microorganisms, such as Bacillus subtilis and phosphorus-potassium solubilizing bacteria, on the basis of fermentation, combining the dual benefits of organic and microbial fertilizers. Organic-inorganic compound fertilizers scientifically blend organic fertilizers with chemical fertilizers, maintaining the soil improvement advantages of organic fertilizers while possessing the quick-acting characteristics of chemical fertilizers.
Usage Classification: Key to Precision Fertilization
Based on different applications, organic fertilizers can be divided into two major categories: general-purpose and specialized. General-purpose organic fertilizers have balanced nutrients and are suitable for most crops, serving as the basic fertilizer for organic agriculture. Specialized organic fertilizers are formulated according to the nutritional needs of specific crops – for example, vegetable-specific fertilizers focus on nitrogen supply, fruit tree-specific fertilizers emphasize potassium elements, while flower-specific fertilizers highlight organic matter content. This precise product classification enables growers to select the most suitable fertilizer products based on specific crops and growth stages.
With the continuous development of the organic fertilizer industry, the product classification system is also constantly improving. From raw material selection to production processes, from basic functions to specialized applications, the diversification of organic fertilizers provides strong support for sustainable agriculture. In the future, with technological advancements and changing market demands, the classification system of organic fertilizers will continue to optimize, contributing more power to the green development of global agriculture.
Modern Organic Fertilizer Manufacturing: From Classification to Production
The diverse classification of organic fertilizers is supported by sophisticated manufacturing systems that transform raw materials into specialized products. Modern organic fertilizer manufacturing utilizes complete organic fertilizer production line systems that integrate various specialized equipment. The process begins with efficient organic fertilizer fermentation equipment, including the large wheel compost turning machine for large-scale operations, which ensures proper aeration and temperature control during the critical decomposition phase.
Following fermentation, the material proceeds to the organic fertilizer granulator for shaping into uniform, market-ready pellets. For specialized products, the bio organic fertilizer production line incorporates additional microbial inoculation stages to create fertilizers enriched with beneficial microorganisms. This integrated approach to organic fertilizer manufacturing enables the production of diverse fertilizer types – from general-purpose to crop-specific formulations – while maintaining quality consistency and maximizing the nutritional value derived from various organic waste sources. The continuous advancement of these production technologies supports the growing demand for sustainable fertilization solutions in modern agriculture.
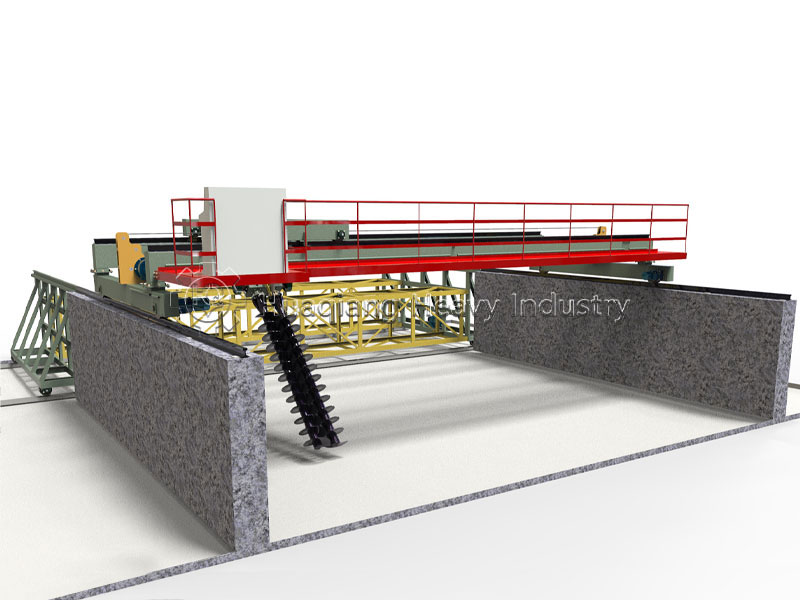
In modern agriculture and environmental protection, compost turners have become indispensable equipment for organic waste processing. Through scientific turning operations, this innovative machinery efficiently transforms livestock manure, crop straw, food waste, and other organic materials into high-quality organic fertilizer, achieving the dual goals of resource recycling and environmental protection.
Working Principle: Creating Ideal Conditions for Microorganisms
The core function of compost turners is to create optimal living conditions for microorganisms that decompose organic matter. First, mechanical turning provides adequate oxygen to the compost pile, which is crucial for successful aerobic fermentation. When the pile becomes compacted with poor ventilation, anaerobic conditions develop, leading not only to inefficient fermentation but also to the release of harmful gases like hydrogen sulfide.
Using specialized blades or spiral structures, compost turners lift and break up the pile from the bottom, allowing air to fully penetrate the compost mass. This oxygen optimization ensures that aerobic microorganisms receive sufficient oxygen to maintain their efficient metabolic activities.
Secondly, by mixing materials from different temperature zones, compost turners maintain the entire pile within the ideal fermentation temperature range of 55-65°C. This temperature range effectively eliminates pathogens and weed seeds while protecting beneficial microorganisms from damage. Meanwhile, the mixing function ensures even distribution of moisture, carbon-nitrogen ratio, and microorganisms, preventing localized incomplete fermentation.
Multiple Benefits: Dual Improvement in Efficiency and Quality
Using compost turners can significantly reduce the traditional composting period from 3-6 months to just 15-45 days. This efficiency improvement not only speeds up organic fertilizer production but, more importantly, significantly enhances product quality. Organic fertilizer that undergoes uniform turning and thorough fermentation contains higher humus content, more balanced nutrient distribution, and is completely free from odors and harmful substances.
Environmentally, compost turners help solve the challenge of organic waste treatment. Livestock manure, food waste, and other organic materials achieve resource utilization through composting fermentation, with each ton of livestock manure producing 0.6-0.8 tons of high-quality organic fertilizer, reducing environmental pollution while creating economic value.
Organic fertilizer produced using compost turners has significant effects on improving soil quality. Long-term application of organic fertilizer increases soil organic matter content, improves soil aggregate structure, and enhances soil water and nutrient retention capacity. This is particularly important for alleviating soil compaction problems caused by long-term chemical fertilizer use.
Beneficial microorganisms in organic fertilizer can regulate soil microecological balance and promote crop root development. This eco-friendly fertilization method aligns with the development trend of green agriculture, helping to reduce the use of chemical fertilizers and pesticides while promoting sustainable agricultural development.
Economic Benefits: Smart Choice for Large-Scale Production
Compared to traditional manual turning, compost turners offer clear advantages in economic benefits. A medium-sized compost turner can process the same volume of material as 50-100 laborers in a day, while ensuring better turning uniformity. This efficiency improvement makes large-scale organic fertilizer production feasible, providing economically viable solutions for livestock farms, organic fertilizer plants, and environmental treatment stations.
As global emphasis on sustainable agriculture and environmental protection continues to grow, compost turner technology is also continuously innovating and developing. In the future, intelligent and automated turning equipment will further optimize the composting process, making greater contributions to global organic waste treatment and resource recycling.
Advanced Composting Technology: Integrating Equipment and Process Optimization
Modern fermentation composting turning technology has revolutionized the organic fertilizer fermentation process, with specialized equipment playing a crucial role in optimizing biological transformation. The trough-type compost turner and hydraulic trough compost turner provide precise control for indoor operations, while the large wheel compost turner and windrow compost turner handle large-scale outdoor composting with exceptional efficiency. For challenging materials, the chain compost turning machine offers robust performance in breaking down dense organic matter.
These essential equipments required for biofertilizer production work in harmony to implement sophisticated fermentation composting technology for organic fertilizer, maintaining optimal temperature, aeration, and moisture levels throughout the composting cycle. The integration of these specialized turning machines with comprehensive fermentation management systems ensures efficient decomposition while preserving valuable nutrients and beneficial microorganisms. This technological synergy not only accelerates the transformation of organic waste into high-quality fertilizer but also supports the principles of circular economy and sustainable agriculture, creating a closed-loop system where waste becomes valuable resources for soil health and crop productivity.
The industrial production of NPK compound fertilizer is a highly automated and standardized process designed to precisely control the ratio of nitrogen, phosphorus, and potassium nutrients while ensuring the product’s physical properties and chemical stability. Modern NPK fertilizer production plants employ continuous production lines where each step, from raw material processing to final packaging, is carefully designed and strictly controlled.
The core advantage of industrial production lies in its ability to achieve large-scale, high-efficiency manufacturing while ensuring product quality consistency and stability. Through automated control systems and strict quality management systems, modern NPK fertilizer plants can produce various formula products that meet the needs of different crops.
Core Production Process
Raw Material Preparation and Batching Mixing
The production process begins with precise proportioning of raw materials. Basic materials such as urea, monoammonium phosphate, and potassium chloride require strict quality testing to ensure nutrient content meets requirements. Automated batching systems use precision measuring equipment to transport various raw materials to mixing equipment according to preset formula ratios. Efficient mixing processes ensure thorough and uniform mixing of all raw materials, laying the foundation for subsequent granulation processes.
Granulation Process
Granulation is the core link in NPK compound fertilizer production. Drum granulation is currently the most mainstream process, where powdered raw materials gradually agglomerate into uniform particles through rotating drums and precisely controlled steam and binder addition. The pelletizing method is more suitable for producing products containing trace elements or special additives. Regardless of the process used, precise control of granulation temperature, humidity, and rotation speed is key to ensuring particle quality.
Drying, Cooling, and Screening
Wet particles after granulation need to undergo a drying process to reduce moisture content, preventing product caking or mold during storage. Strict control of drying temperature is crucial, as excessive temperatures can cause nutrient loss. The cooling process ensures product temperature drops to ambient levels, avoiding quality issues after packaging. The screening process classifies products by particle size through multi-layer vibrating screens, ensuring the final product has uniform particle size.
Quality Control and Post-treatment
Anti-caking Treatment
To prevent product caking during storage and transportation, NPK compound fertilizers require anti-caking treatment. By spraying special anti-caking agents on particle surfaces, a protective film is formed that effectively prevents adhesion between particles. This process is crucial for maintaining product flowability and ease of use.
Quality Testing System
Industrial production establishes comprehensive quality testing systems, including online detection and laboratory analysis. Advanced equipment such as near-infrared spectrometers can monitor product nutrient content and moisture in real-time, ensuring each batch of products meets national standards and customer requirements. Strict testing procedures guarantee product quality stability and reliability.
Environmental Protection and Automation
Modern NPK fertilizer plants place high importance on environmental protection, equipped with complete exhaust gas and wastewater treatment systems. Automated control systems not only improve production efficiency but also reduce human operational errors, ensuring production process stability and product consistency. From raw material input to finished product packaging, the entire production process achieves a high degree of automation.
Advantages and Challenges of Industrial Production
The industrial production of NPK compound fertilizer has obvious scale advantages, enabling the production of high-quality products at lower costs. However, this also places higher demands on enterprises’ technical capabilities and management levels. Large equipment investments, complex process control, and strict environmental requirements are all challenges that production enterprises must face.
With the continuous development of agricultural technology and increasingly stringent environmental requirements, NPK compound fertilizer production processes are also continuously improving and innovating. In the future, more energy-efficient, environmentally friendly, and intelligent production processes will become the mainstream direction of industry development, providing higher quality and more efficient fertilizer products for global agricultural production.
Integrated Production Systems in Modern NPK Fertilizer Manufacturing
The complete npk fertilizer production line represents a sophisticated integration of specialized equipment designed for precision and efficiency. The process begins with the npk blending machine and npk bulk blending machine, which ensure accurate formulation ratios, while the fertilizer mixer machine guarantees homogeneous distribution of all components. This precise blending forms the critical foundation for the subsequent npk fertilizer manufacturing process.
At the heart of the production system lies advanced npk granulation machine technology, where equipment like the npk fertilizer granulator machine and disc granulator machine transform mixed powders into uniform granules. These npk granulation machine systems work in concert with drying, cooling, and screening equipment to produce consistent, high-quality fertilizer products. The evolution of npk fertilizer granulator technology continues to drive improvements in production efficiency, product quality, and environmental performance, supporting the global agricultural sector’s need for reliable, precisely formulated fertilizers that meet the specific nutritional requirements of diverse crops and growing conditions.
Granulators are essential equipment that transform powdered, lump, or molten raw materials into uniform particles. Their core working principle is based on three fundamental processes: “agglomeration, bonding, and forming.” Through external forces such as mechanical motion or fluid impact, raw material particles are brought closer together, and with the help of binding media, liquid bridges form on particle surfaces, ultimately resulting in stable granular products after drying and solidification.
The universal granulation process includes three basic steps: First, mixing and pretreatment, where powdered raw materials are uniformly mixed with binders; followed by the particle formation stage, where mechanical action causes the moistened raw materials to agglomerate into nuclei and gradually grow; finally, solidification and screening through drying and sieving to obtain qualified products.
Working Mechanism of Drum Granulators
In NPK compound fertilizer production, drum granulators have become the preferred equipment due to their outstanding performance, occupying over 60% of the market share. This equipment utilizes the rotational motion of an inclined drum to achieve continuous mixing, agglomeration, and granulation processes.
Material Feeding and Initial Mixing
Powdered raw materials such as urea powder, monoammonium phosphate powder, and potassium chloride powder are continuously fed into the drum inclined at 3-6 degrees after precise measurement. Simultaneously, 50%-70% concentration urea solution or other binders are evenly sprayed onto the material surface through atomizing nozzles, providing appropriate moisture to the powder.
Nuclei Formation and Particle Growth
Moistened powder begins to collide and adhere under the combined action of centrifugal force, gravity, and friction generated by drum rotation. Initially, microscopic nuclei approximately 0.5 mm in diameter form, which then continuously adsorb surrounding powder like rolling snowballs, gradually growing to the target particle size of 2-4 mm.
Particle Shaping and Strength Enhancement
During continuous rolling and collision within the drum, the internal structure of particles becomes more compact, and surfaces become smoother. Binders form solid bridges inside particles, significantly enhancing particle strength. Compound fertilizer particles typically need to achieve compressive strength of 15 Newtons per particle or more to ensure they don’t break during transportation.
Key Process Parameter Control
Successful granulation requires precise control of multiple key parameters. The drum inclination angle directly affects material movement speed – larger angles result in shorter residence times and smaller particles, while smaller angles allow longer granulation times and larger particle formation.
Drum rotation speed is another critical factor, typically maintained in the range of 15-30 rpm. Excessive speed causes materials to adhere to the drum wall due to centrifugal force, preventing effective rolling agglomeration; insufficient speed reduces particle collision frequency, affecting granulation efficiency.
Material moisture content must be strictly controlled between 8%-15%. Insufficient moisture results in inadequate viscosity, preventing stable particle formation; excessive moisture causes materials to form large lumps, affecting product quality and production continuity.
Technical Advantages and Application Prospects
The design of drum granulators perfectly aligns with the modern fertilizer industry’s requirements for large-scale, continuous production. Single production line capacity can reach 200,000-600,000 tons annually, with simple operation and maintenance, and excellent particle uniformity. Although there are certain requirements for raw material particle size (over 90% of powder must pass through an 80-mesh sieve), their outstanding comprehensive performance makes them the ideal choice for NPK compound fertilizer production.
With the growing global agricultural demand for efficient fertilizers, drum granulation technology will continue to play a central role in fertilizer production processes, providing reliable technical support for world food security.
Integrated Granulation Systems in Modern Fertilizer Manufacturing
The rotary drum granulator represents a cornerstone technology within the comprehensive npk manufacturing process, perfectly adapted for large-scale continuous production. This equipment’s efficiency is maximized when integrated with complementary machinery like the rotary screener, which ensures precise particle size classification and returns off-spec material for reprocessing. Together, they form a critical subsystem within the broader npk fertilizer production process.
While the drum granulator excels with specific raw materials, alternative technologies like the fertilizer compaction machine offer dry granulation solutions for different production needs. The ongoing advancement of npk fertilizer production technology continues to optimize these integrated systems, enhancing granulation efficiency, product quality, and overall sustainability in the global fertilizer industry to meet rising agricultural demands.
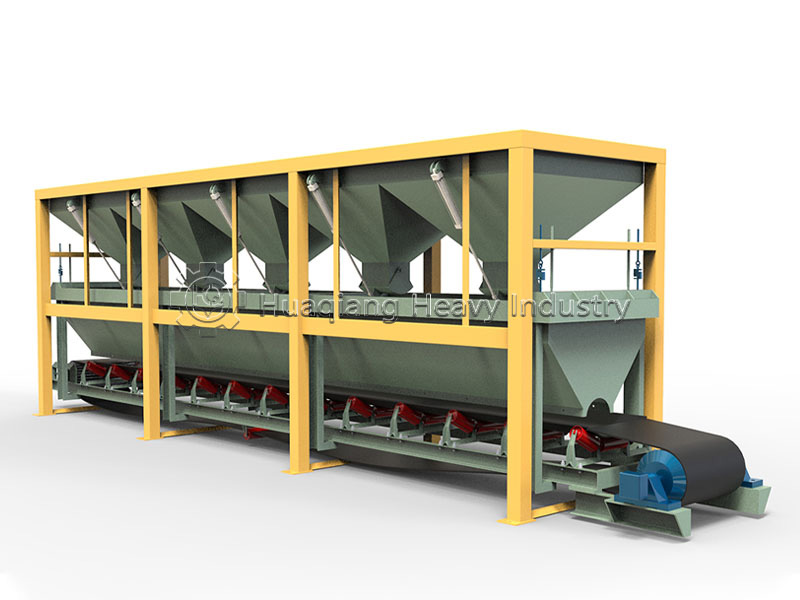
The multiple silos single weigh static automatic batching system is a highly integrated automated material processing equipment widely used in industries such as chemical, pharmaceutical, food, and plastic processing. This system can simultaneously process multiple different materials, accurately measuring them through an independent weighing system to ensure mixing according to preset proportions, meeting the strict requirements for material ratios in the production process.
Workflow
After system startup, materials are transported from their respective independent silos to corresponding weighing units through the conveying system. Electronic scales precisely measure the weight of each material, and when preset values are reached, the system automatically stops material transportation. Subsequently, all weighed materials are sent to the central mixer for mixing to ensure uniform material distribution. After mixing is completed, the finished product is conveyed to the next production stage.
Core Advantages
High Precision Batching
Independent weighing units ensure each material is added in precise proportions, improving product quality consistency and stability. Each material silo is equipped with high-precision electronic scales, avoiding measurement errors in traditional batching systems.
High Automation
Automated control of material conveying, weighing, and mixing processes reduces manual operations and improves production efficiency. PLC or industrial computer control systems ensure coordinated operation of the entire process.
Flexibility and Adaptability
Capable of handling various types and characteristics of materials, including solids, liquids, and viscous materials, suitable for various production formulas. Multiple material silo design meets diverse production needs.
Efficient Production
Multiple material silos and weighing units work in parallel, reducing batching time and increasing production line throughput. Continuous production mode ensures uninterrupted production processes.
Safety and Environmental Protection
Comprehensive safety protection systems and enclosed design reduce operational risks and environmental pollution. Overload protection, emergency stop buttons, and material detection sensors ensure safe equipment operation.
Application Value
Through its precise measurement capabilities, efficient automation level, and flexible adaptability, the multiple silos single weigh static batching system provides reliable batching solutions for modern industrial production. This system not only improves product quality stability but also significantly enhances production efficiency, while reducing labor costs and material waste, making it an ideal choice for achieving intelligent production.
Integrated Automation in Modern Fertilizer Manufacturing
The precision batching system serves as the critical foundation for modern fertilizer production lines, ensuring accurate nutrient ratios throughout various manufacturing processes. In the npk fertilizer production line, automated npk blending machine technology works in harmony with advanced granulation equipment to maintain formula consistency. Similarly, the organic fertilizer production line and bio organic fertilizer production line rely on precise material proportioning to achieve optimal fermentation conditions and final product quality.
Following precise batching, materials proceed through specialized fertilizer granulation processes utilizing equipment such as the disc granulator machine in disc granulation production line configurations, or thedouble roller press granulator in roller press granulator production line setups. These fertilizer granulator systems transform precisely batched materials into uniform granules, while complementary equipment like the windrow composting machine ensures proper organic matter preparation. The integration of automated batching with these advanced processing technologies creates a seamless production workflow that guarantees both nutritional accuracy and physical consistency in the final fertilizer products, supporting modern agriculture’s demand for reliable, high-quality inputs.