Smart Investment, Avoiding Procurement Traps
In fertilizer production line investment, the choice of granulator directly impacts product quality, production efficiency, and return on investment. With a wide variety of equipment on the market and significant price differences, avoiding procurement pitfalls and selecting truly high-performance equipment has become a crucial issue for investors. This article provides a systematic purchasing guide from multiple dimensions, including technology, economics, and service.
I. Defining Needs: Four Key Analyses Before Purchase
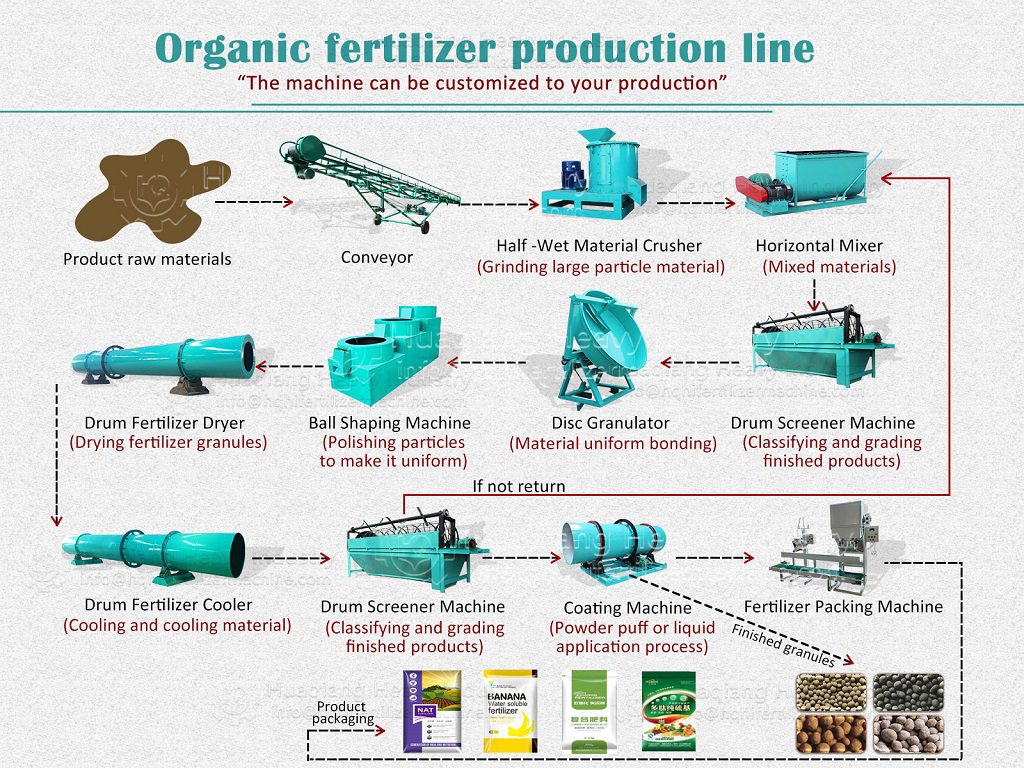
1. Product Positioning and Process Matching
Primary Considerations:
Fertilizer Type: Organic fertilizer, compound fertilizer, and bio-fertilizer each have suitable machine models
Raw Material Characteristics: Fiber content, moisture range, differences in adhesiveness
Capacity Requirements: Current demand and future expansion plans
Pellet Requirements: Pellet size specifications, strength standards, appearance
Matching Recommendations:
Roller Granulator: Suitable for large-scale NPK compound fertilizer production
Disc Granulator: Suitable for small and medium-sized organic fertilizer production lines
Double Roller Extruder: Suitable for heat-sensitive raw materials and specialty fertilizers
2. Production Condition Assessment
Site Limitations: Equipment size and plant matching
Energy Supply: Power capacity, steam pressure requirements
Environmental Requirements: Dust and noise emission standards
Operational Level: Automation level and personnel skill matching


II. Core Parameters: Performance Indicators That Must Be Monitored
1. Technical Performance Specifications
Pelletizing Quality Parameters:
Pelletizing Rate: High-quality equipment should achieve 85% or higher
Pellet Strength: Standard pellet compressive strength ≥15N
Pellet Size Uniformity: Qualification rate should exceed 90%
Return Rate: Ideally controlled within 15%
Production Efficiency Parameters:
Rated Capacity: Requires a 20% margin in the design
Energy Consumption: Electricity consumption per ton of product, steam consumption
Continuous Operating Time: High-quality equipment should be able to operate continuously for over 720 hours
2. Key Component Configuration Standards
Transmission System:
Gearbox Brand: International brands such as SEW and Flender, or equivalent domestic brands
Bearing Configuration: Well-known brands such as SKF and NSK
Motor Protection Rating: IP55 or higher, F-class insulation
Main Body Material:
Parts in Contact with Materials: 304/316 stainless steel
Structural Components: Q235B or higher carbon steel, thickness meets standards
Wear-Resistant Treatment: Wear-resistant layer welded to key parts
III. Cost Analysis: Life Cycle Cost Accounting
1. Identifying Procurement Cost Traps
Low-Price Trap Warnings:
Material Downgrading: Using non-standard steel or substandard stainless steel
Component Downgrading: Using inferior bearings and ordinary motors
Simplified Processes: Omitting necessary heat treatment processes
Lack of Service: Not including installation, commissioning, or technical training
2. Actual Cost Breakdown
Initial Investment:
Equipment Purchase Cost: 60-70% of total cost
Installation and Commissioning Cost: Typically 8-12% of equipment price
Ancillary Equipment Cost: Dust removal, conveying, and other auxiliary systems
Operating Costs:
Energy Costs: Electricity and steam consumption
Maintenance Costs: Replacement of wear parts, regular maintenance
Labor Costs: Operator staffing requirements
Calculation Example: One model of granulator is priced at 300,000 yuan, another model at 400,000 yuan
Lower-priced equipment: Annual maintenance cost 40,000 yuan, energy consumption 20% higher
High-quality equipment: Annual maintenance cost 15,000 yuan, energy consumption lower
Total cost over 3 years: Lower-priced equipment = 300,000 + 120,000 + energy consumption premium; High-quality equipment = 400,000 + 45,000. Calculations show that the high-quality equipment is actually more cost-effective.


IV. Supplier Evaluation: Seven Key Considerations
1. Technical Strength Verification
Check Patent Certificates: Must possess at least 3 relevant patents
Inspect Production Base: Production scale, equipment precision, quality control system
Require On-site Trial Run: Use in-house raw materials for production verification
2. Success Case Verification
On-site Visit: Visit at least 3 operating projects
Customer Interviews: Understand the actual operation of the equipment
Operating Data: Obtain continuous operation records and output data
3. Service Capability Assessment
Pre-sales Service:
Professionalism of Solution Design
Detailed Technical Disclosure
Customization Capability
After-sales Service:
Response Time: Committed to no more than 24 hours
Spare Parts Supply: Inventory status of commonly used spare parts
Technical Training: Systematic training system
V. Contract Signing: Key Clauses and Considerations
1. Clear Technical Annexes
Detailed Technical Parameter List
Confirmation of Key Component Brands
Performance Guarantee Indicator Data
2. Detailed Acceptance Standards
No-load Test Run Requirements
Load Test Run Standards
Capacity Verification Methods
3. Strict Warranty Terms
Warranty Period: At least 12 months
Warranty Scope: Clearly defined contents
Fault Response: Specific time commitment

VI. Procurement Implementation: Five-Step Process Control
Requirements Confirmation: Detailed technical specifications prepared
Market Research: Screening 3-5 qualified suppliers
Solution Comparison: Organizing technical solution review meetings
Business Negotiation: Comprehensive evaluation of price and service
Contract Execution: Strictly adhering to contract milestones
VII. Lessons from Successful Cases
Procurement Experience of a Fertilizer Company in Shandong:
Initial Selection of Low-Priced Equipment: 250,000 RMB
Operational Problems: Frequent breakdowns, annual maintenance costs exceeding 60,000 RMB
Insufficient Capacity: Actual capacity only 80% of nominal capacity
Re-procurement: Selecting high-quality equipment priced at 380,000 RMB
Results Comparison: 80% reduction in failure rate, capacity achieved target, return on investment within 2 years
Choosing the Right Granulation Technology: A Strategic Investment
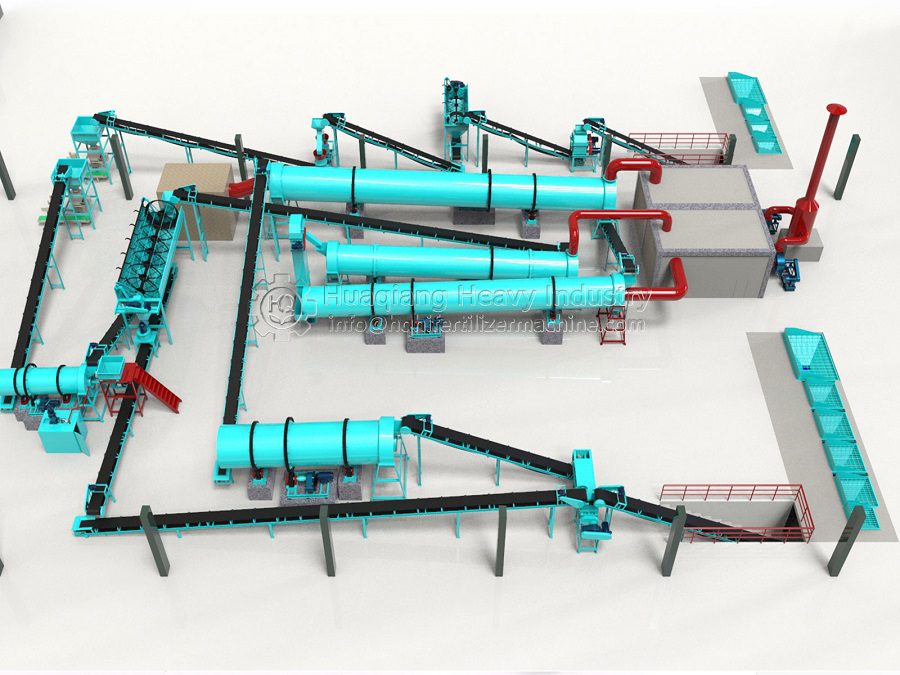
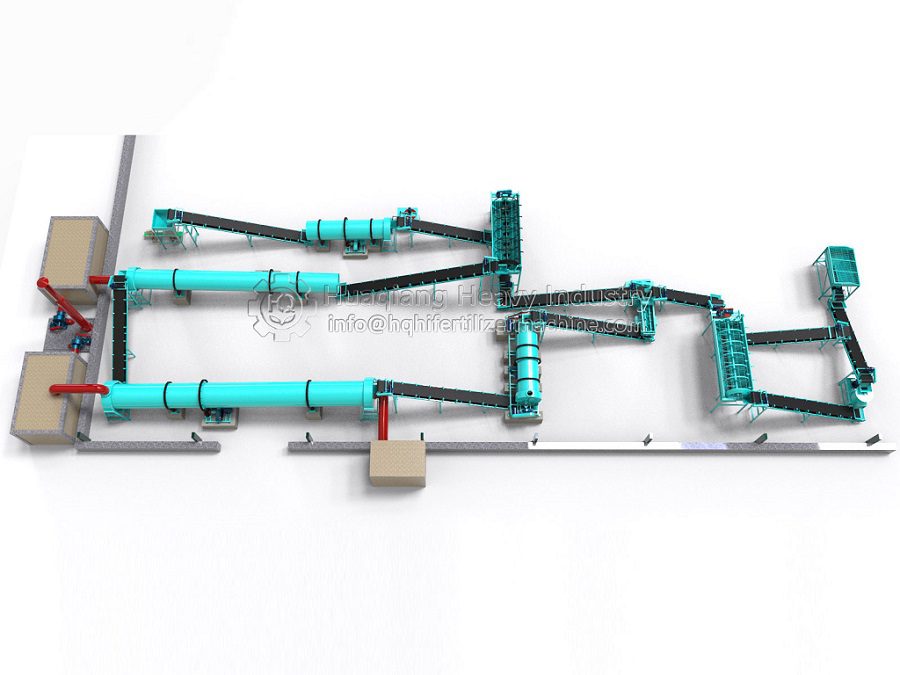
The procurement guide highlights the critical decision between fundamentally different granulation technologies within the npk fertilizer manufacturing process. One primary pathway is the roller press granulator production line, a system based on fertilizer granules compaction. This method uses a high-pressure fertilizer compactor (or fertilizer compaction machine) for dry fertilizer compaction, eliminating the need for drying. The alternative mainstream technology for large-scale npk manufacturing process operations is the rotary drum granulator, which uses wet agglomeration with binders.
This choice is a core strategic investment. The roller press line offers lower energy consumption but may produce less spherical granules. The drum granulator offers high capacity and spherical shape but requires more energy for drying. The selection must align with the specific product goals, raw material characteristics, and total cost of ownership analysis outlined in the procurement guide. For operations requiring gentle shaping of organic materials, other technologies like a disc granulator for shaping might be more appropriate. Therefore, a “one-size-fits-all” approach is a trap; the investment must be in the technology that best fits the defined production needs and long-term economic model.
Ultimately, the most cost-effective investment is not the cheapest machine, but the most appropriate technology package—comprising the right granulation principle, robust components, and reliable service—that ensures efficient, stable, and profitable production over the equipment’s entire lifecycle.
Conclusion: Value investment is better than price-based procurement. When purchasing granulators, a full life-cycle cost concept should be established to avoid falling into the trap of simply comparing prices. True cost-effectiveness is a comprehensive balance of performance, quality, service, and price. Investors are advised to:
Conduct thorough research into their own actual needs;
Establish a scientific evaluation system;
Pay attention to the overall strength of suppliers;
Focus on the long-term operational benefits of equipment.
Remember: The cheapest equipment is often the most expensive investment, while the most suitable equipment is the true cost-effective choice. Through rational analysis and scientific decision-making, companies can not only avoid procurement pitfalls but also lay a solid foundation for long-term stable production, maximizing investment returns.