How ring die pelleting machines work and their advantages in granulation?
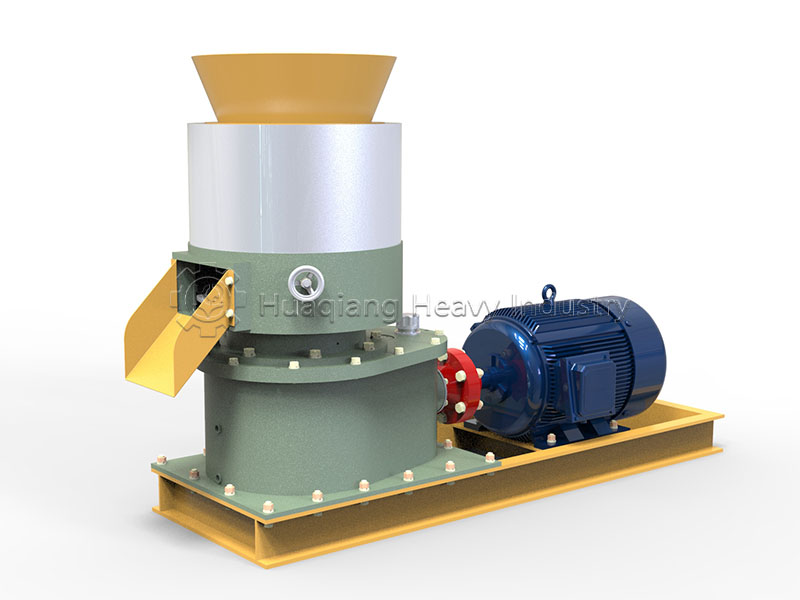
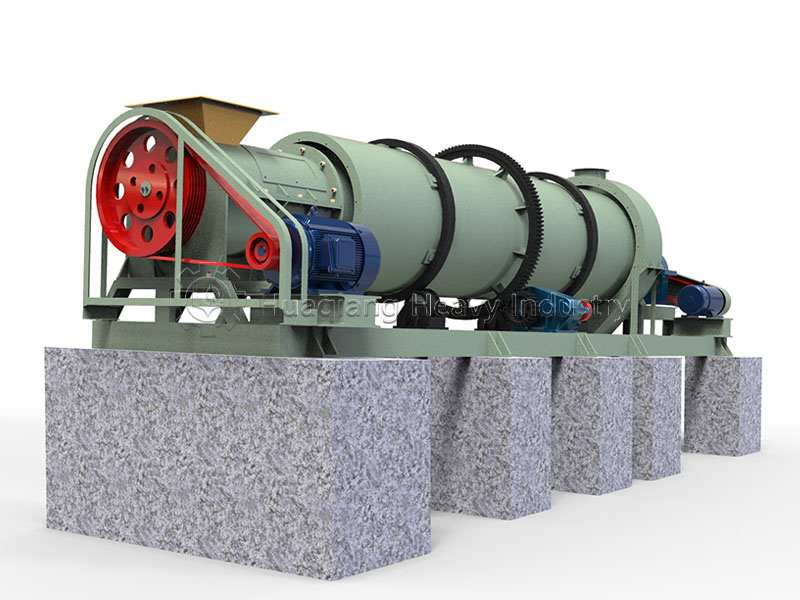
In the world of powder granulation, various granulation technologies have their strengths. Whether it’s a rotary drum granulator suitable for high output and good pelletizing, a compact flat die pelleting machine, or a fertilizer compaction machine specializing in high-hardness products, they all play a crucial role in their respective fields. Among them, the ring die pelleting machine, with its unique structure and wide applicability, has become an indispensable piece of equipment.
From pelleted feed for livestock and poultry to fuel for biomass power generation, and the preparation of organic fertilizers, many seemingly insignificant granular items may have its contribution behind the scenes. It doesn’t have a fancy appearance; at its core is a ring die filled with precise holes. This process is essentially a highly efficient physical molding. The change it brings is intuitive: loose powder disappears, replaced by regular, solid granules. This transformation brings enormous practical value.

It’s worth noting that technological evolution has never stopped. For example, the new type two in one organic fertilizer granulator, which emerged to meet market demand, integrates multiple functions to simplify the process. However, the fundamental principles of ring die granulation, due to its reliability and efficiency, remain the cornerstone of many equipment designs.
It can be said that this silent industrial artist does not change the essence of the material, but powerfully endows it with the most practical form. In countless factory workshops, it, along with other types of granulation equipment, organizes the complex world of powders into a neat and uniform order of particles.