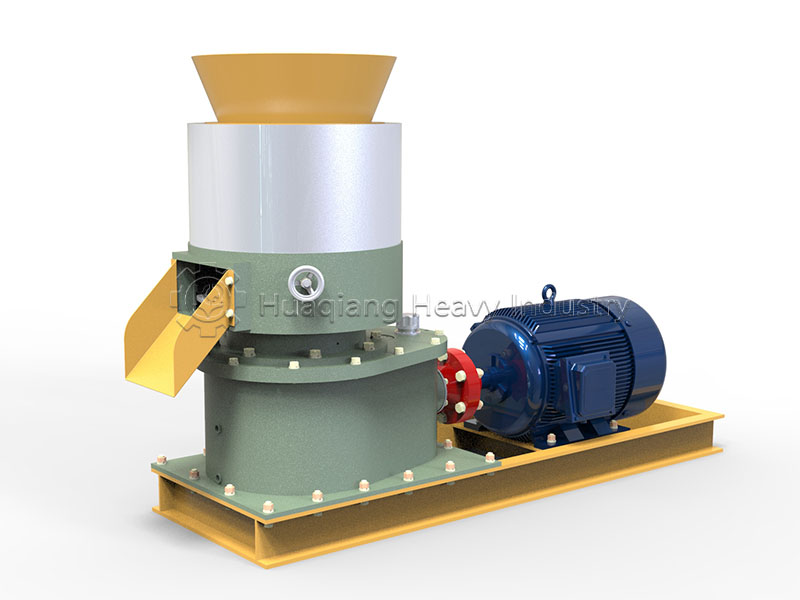
Flat die pelleting machines: A flexible solution for processing fiber materials in organic fertilizer
In organic fertilizer granulation equipment, flat die pelleting machines are often praised for their adaptability and convenience, but their “flexible advantage” in processing fibrous materials is rarely mentioned. Thanks to its unique structural design, the flat die pelleting machine processes fibrous organic raw materials in a “gentle and adaptable” manner, ensuring molding efficiency while preserving the original characteristics of the material to the greatest extent.
Its “gentleness” stems from the design logic of its core structure. The large-area contact between the flat die and the pressure rollers allows for more even force distribution on the material, avoiding fiber breakage or nutrient damage caused by excessive local compression. For fibrous raw materials such as oil palm empty fruit bunch and decomposed straw, this force distribution allows the fibers to form a “net-like support structure” inside the granules, enhancing particle adhesion without damaging the physical properties of the fibers.
This “flexible processing” is also reflected in the material itself. The die orifice distribution and pressure roller speed design of the flat die pelleting machine allow the fibrous material to naturally unfold and pass through the die orifices in the correct direction during extrusion, reducing the probability of entanglement and blockage. No additional binders are needed; the material can be shaped solely by the inherent toughness of the fibers and the adhesiveness of the material.
With the increasing diversification of organic fertilizer raw materials, the “gentle and adaptable” characteristics of the flat die pelleting machine perfectly meet the needs of resource utilization of fibrous waste. It solves the shaping problem of such raw materials and endows organic fertilizer with superior physical properties and fertilizer efficacy.