Key technology paths for low-energy retrofitting of NPK fertilizer production lines
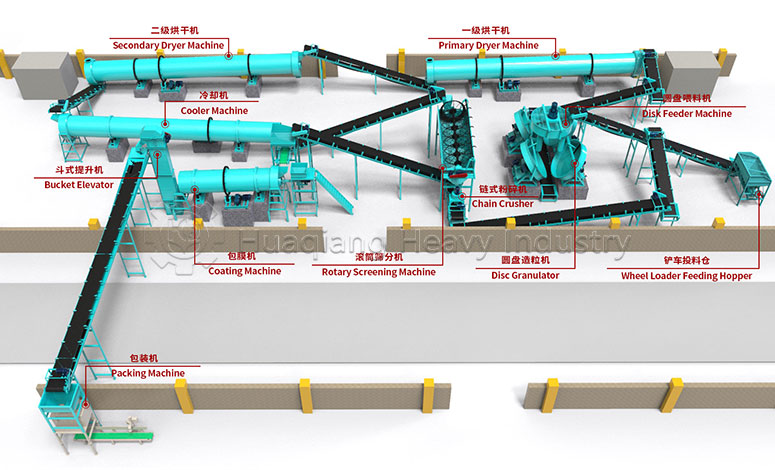
To achieve the goal of efficient fertilizer production, low-energy retrofitting of NPK fertilizer production lines has become an industry imperative, with key improvements focused on optimizing technologies in high-energy-consuming processes.
In the raw material pretreatment stage, a waste heat recovery system is used to redirect 80-120°C exhaust gases generated during the drying process into the pulverization process, reducing energy consumption by 18%-22% and simultaneously reducing thermal emissions.
In the granulation process, a core energy consumer, traditional steam heating is gradually being replaced by electromagnetic heating, increasing heating speed by 50% and boosting thermal efficiency from 65% to over 90%. This reduces energy consumption per ton of product by approximately 80 kWh.
A closed-loop cooling system is introduced in the cooling process, increasing water reuse from 30% to 95% while minimizing the impact of circulating water on the surrounding environment.
In addition, the NPK fertilizer production line has achieved refined management and control through motor frequency conversion and an intelligent energy consumption monitoring platform. This platform monitors power changes across each device in real time, allowing for timely adjustment of operating parameters and avoiding idle energy consumption. Data shows that after systematic low-energy consumption upgrades, the NPK fertilizer production line can reduce overall energy consumption per ton of NPK fertilizer by 25%-30%, achieving both environmental and economic benefits.