Fertilizer granulators: How to adapt to the special production requirements of functional fertilizers?
As the fertilizer industry upgrades toward “precision and functionalization,” demand for functional fertilizers such as slow-release fertilizers, biofertilizers, and trace element compound fertilizers has surged. The production of these fertilizers places special demands on granulators, balancing functional retention and granule formation.
For slow-release fertilizer production, fertilizer granulators must meet the dual requirements of “granule formation” and subsequent coating. For example, when producing sulfur-coated slow-release fertilizers, the granulation process requires producing base granules with a smooth surface and uniform hardness. The “rolling forming” feature of a rotary drum granulator is perfectly suited for this purpose. By controlling the drum speed (8-12 rpm) and the amount of binder used, the granules are naturally rounded and smooth. Some granulators also feature a “pre-cooling section” at the discharge port to reduce the granule temperature to below 30°C, paving the way for subsequent coating and preventing the coating material from melting and becoming ineffective due to high temperatures.

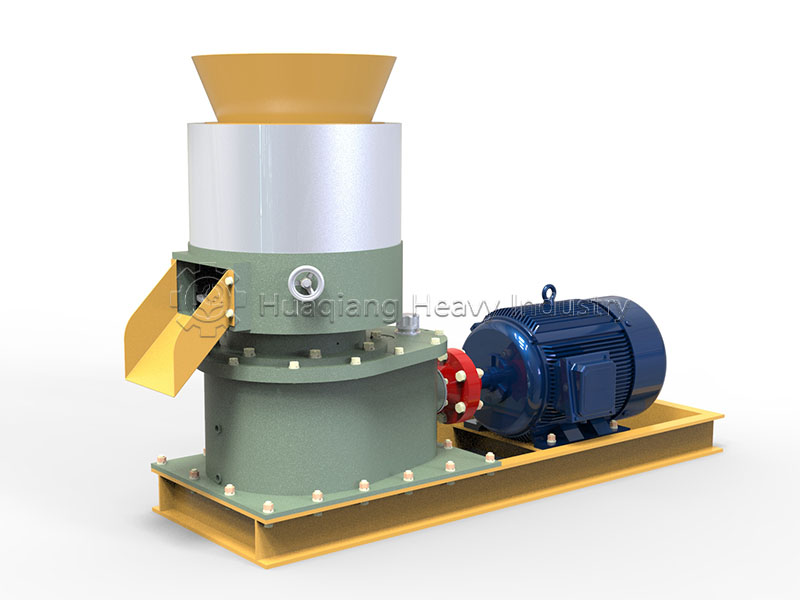
For compound fertilizers containing trace elements, fertilizer granulators must address the issue of uneven trace element distribution. These fertilizers contain low concentrations of trace elements such as zinc, boron, and iron. Inhomogeneous mixing can lead to nutrient deficiencies in some granules. In this case, the low-speed extrusion design of a flat die granulator is optimal. After thoroughly mixing the trace elements with the base raw materials in a twin-shaft premixer, the low-speed rollers slowly extrude the granules into shape, minimizing material separation and ensuring a trace element content variation of ≤0.1% per granule, thus preventing functional deficiencies.
For biofertilizers, the granulator’s low-temperature performance is crucial. Flat die and disc granulators utilize a low-friction, no-high-temperature extrusion design to maintain a temperature within the granulation chamber below 40°C, ensuring the survival rate of the microbial inoculant.