Organic fertilizer production: The green art of transforming waste into treasure
With sustainable agriculture gaining increasing attention, organic fertilizer production has quietly become a crucial bridge between environmental protection and agricultural development. This seemingly simple organic fertilizer production line is actually a sophisticated journey of transforming waste into treasure.
Organic fertilizer originates from a variety of organic waste. Once a major headache, waste materials like livestock and poultry manure, crop straw, and food processing residues have become core raw materials. These materials first undergo pretreatment to remove impurities and undergo pulverization to adjust their physical structure. These raw materials then enter the fermentation stage, the heart of the entire process. Under specific temperature and oxygen conditions, microorganisms actively work, breaking down large organic molecules into smaller molecules that are more easily absorbed by plants, while also killing pathogens and weed seeds.
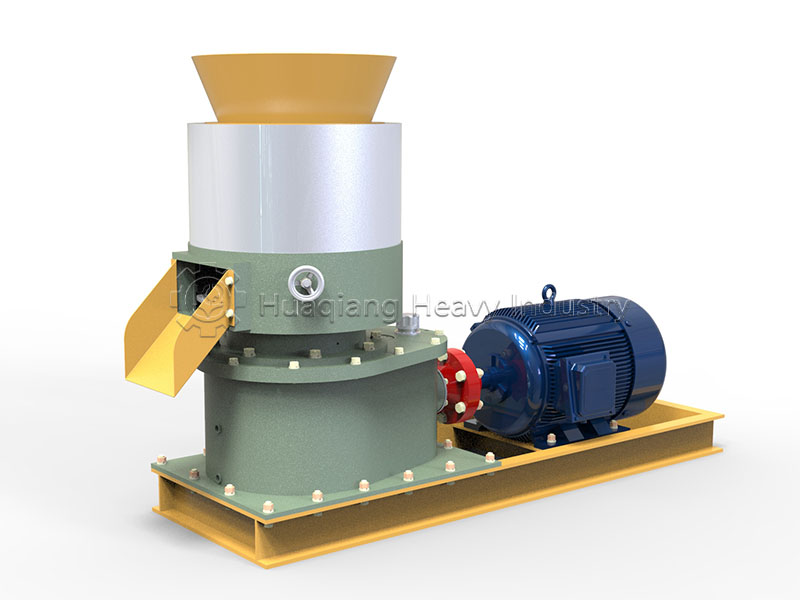
After fermentation is complete, the material enters the crucial formation stage—granulation. The fertilizer granulator plays a crucial role, using physical pressure to compress the loose powdered fertilizer into granules. This significantly reduces transportation and storage space.
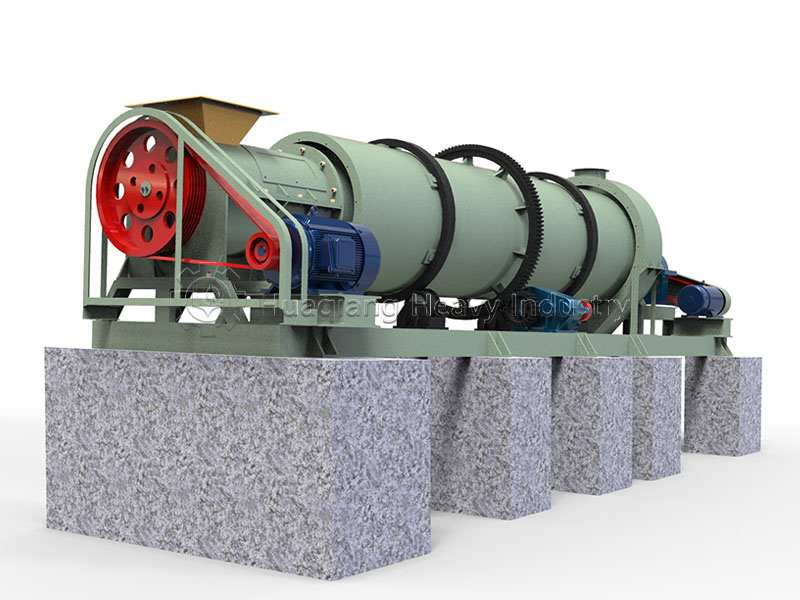
The entire organic fertilizer production line, from raw material pretreatment, fermentation, and granulation to final drying, cooling, screening, and packaging, is closely coordinated. Modern production lines are moving towards greater automation and intelligence, aiming to precisely control every process parameter to ensure a stable and efficient final product.