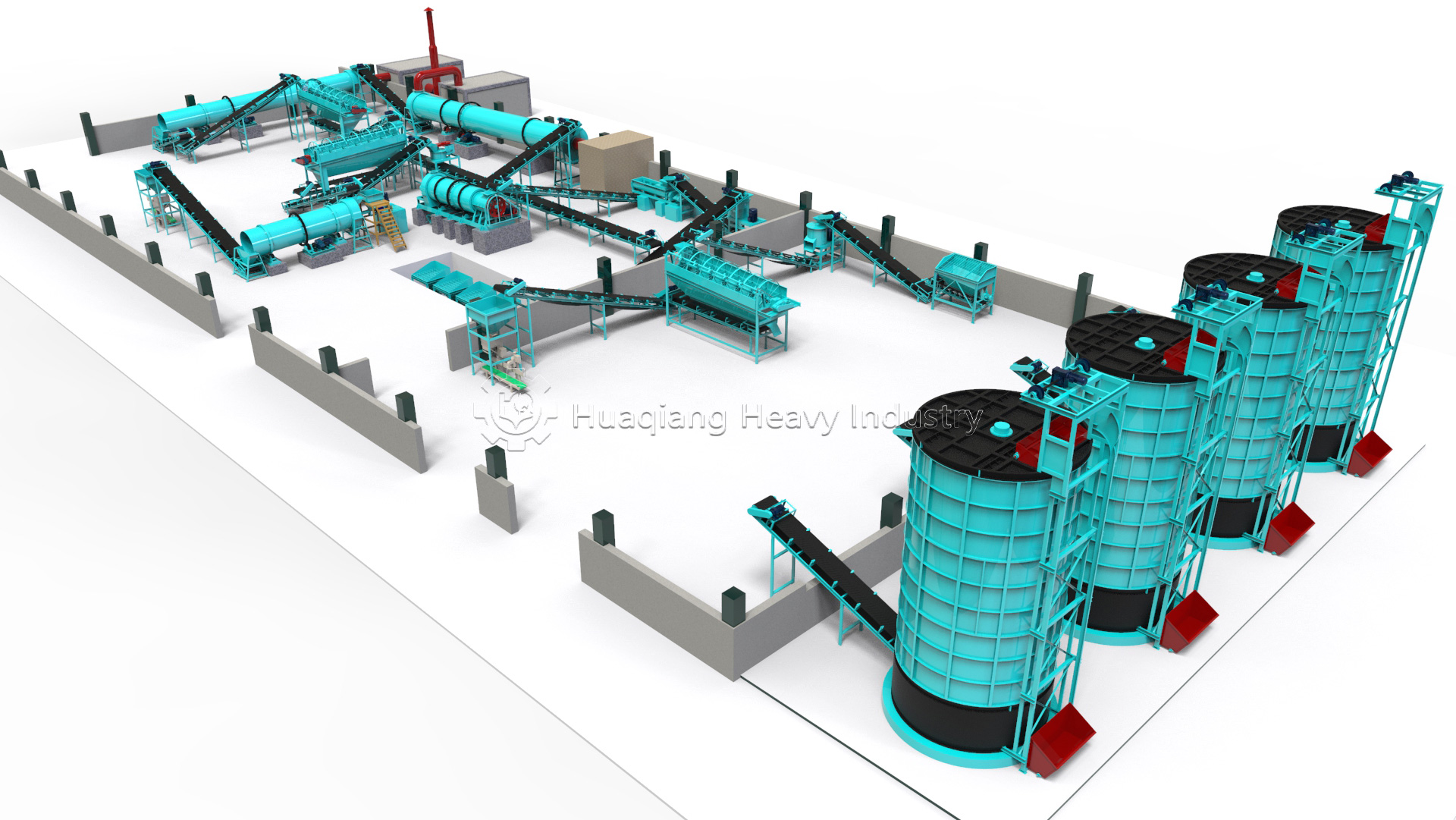
The bio-organic fertilizer production line utilizes organic waste such as livestock and poultry manure, straw, and mushroom residue as raw materials. Through microbial fermentation technology, it recycles resources and produces fertilizer rich in active bacteria and organic matter. Bio-organic fertilizer production lines serve as a vital link between the livestock and poultry industry, the agricultural industry, and the environmental protection industry.
Raw material pretreatment is a fundamental step. It requires crushing and screening the organic waste to remove impurities and ensure a uniform particle size (approximately 80 mesh). Auxiliary materials are then added to adjust the carbon-nitrogen ratio (25-30:1) and humidity (55%-65%) to create a suitable environment for microbial growth. This phase then enters the inoculation and fermentation stage, where specialized microbial agents are added to the mixture. A compost turning machine regularly turns the compost to provide oxygen, maintaining a temperature of 55-65°C. Composting continues for 20-30 days, effectively killing pathogens and insect eggs and breaking down large organic molecules.
The fermented material undergoes post-processing to optimize quality. First, it undergoes low-temperature drying to reduce moisture to below 12% to prevent mold and mildew during storage. It then undergoes crushing, screening, and grading, with unqualified particles returned to the pre-processing stage for recycling. Finally, functional microbial agents can be optionally added to the mix to enhance the bioactivity of the fertilizer, depending on crop needs. The resulting pellets are uniform and rich in humic acid, amino acids, and a variety of beneficial bacteria, providing nutrients for crops while also improving the soil microbial ecosystem.
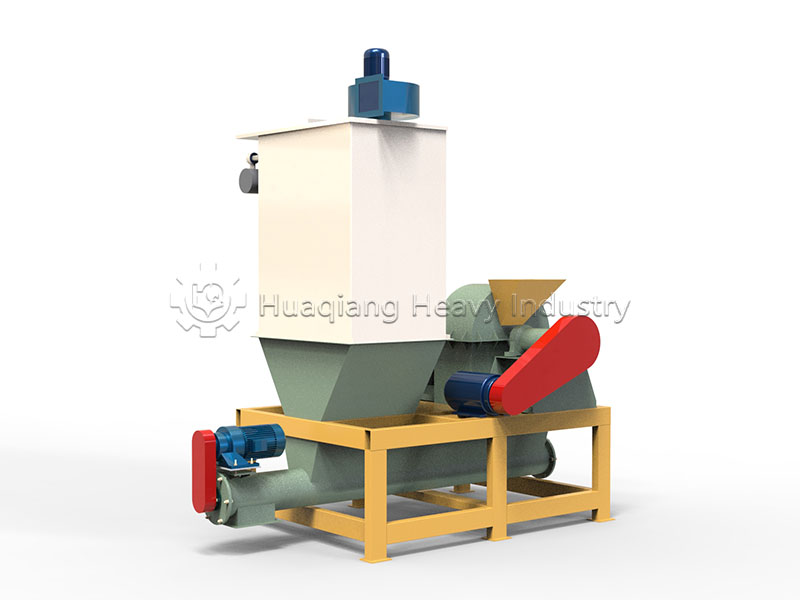
In the field of material pulverization, cage crushers, with their unique performance advantages, have become an ideal choice for many manufacturers and occupy a key position among various types of pulverizers.
In terms of compatibility, cage crushers are excellent for processing low- to medium-hardness materials, particularly those with a Mohs hardness of 1.0-2.0. Materials with a hardness exceeding 3 are less suitable due to excessive wear on the cage.
In terms of pulverization performance, cage crushers offer excellent fineness control. By precisely controlling the screen aperture, fineness can be adjusted from 0.2 to 5.0 mm. The high precision of the screen aperture guarantees a 90% particle size deviation of ≤0.2 mm.
In terms of uniformity, the unique synergistic effect of impact and grinding produces a narrow particle size distribution. For example, when crushing corn, 80% of the particles are concentrated between 0.8 and 1.2 mm, resulting in minimal over-fine grinding. Material loss is low, sealing performance is excellent, and the dust rate is only 3% to 5%.
Energy consumption and maintenance are also important indicators of crusher performance. The specific energy consumption of a cage crusher is moderate. For example, when crushing corn, the energy consumption ranges from 8.5 to 15.6 kW h/t, but energy consumption increases with finer grain size. The lifespan of its wearing parts is relatively long.
Regarding maintenance, while regular cleaning of the screen and cage residue is required, and cage replacement requires complete machine disassembly, overall, the maintenance effort and cost are relatively moderate.
With its comprehensive advantages in material compatibility, crushing efficiency, energy consumption, and maintenance, cage crushers demonstrate strong competitiveness in applications requiring medium-to-fine crushing of low- to medium-hardness materials, with high requirements for crushing accuracy and particle shape.
As a compound fertilizer with a synergistic combination of nitrogen, phosphorus, and potassium, NPK fertilizer production requires standardized production lines for large-scale production. Through the coordinated operation of multiple links, NPK fertilizer production lines efficiently transform raw materials into finished products, providing agricultural production with high-quality fertilizers with balanced nutrients.
The core processes of an NPK fertilizer production line revolve around “precise proportioning, uniform mixing, and stable forming.” First, in the raw material pretreatment stage, nitrogen, phosphorus, and potassium fertilizers (such as urea, monoammonium phosphate) and fillers are crushed and screened to ensure uniform particle size and prevent large particles from affecting subsequent mixing and granulation.
Next, in the mixing stage, an automated batching system precisely measures each raw material according to a preset formula. The raw materials are then fed into a mixing device for thorough mixing. The uniformity of the mixing directly determines the nutrient consistency of the fertilizer. The granulation process is the core of the production line. The raw material mixture is conveyed through a conveyor into the NPK fertilizer granulator machine, where it is tumbled or extruded with the aid of a binder to form granules. The granules’ shape and strength must be adapted to subsequent storage and transportation requirements.
After granulation, the wet granules enter a drying and cooling system, where they are dried with hot air to reduce moisture. They are then cooled to room temperature by a cooling device to prevent the granules from clumping and deteriorating. Finally, after screening and grading, qualified granules are packaged, while unqualified granules are crushed and returned to the granulator for reuse, thus achieving resource recycling.
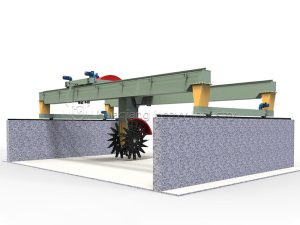
In thefertilizer production line, the compost turner serves as the core equipment in the raw material fermentation process. Raw materials that have undergone pretreatment (crushing, mixing, and carbon-nitrogen ratio adjustment) are transported to the fermentation area and stacked into windrows for turning and fermentation by the crawler-type compost turner. The composted materials are then conveyed to subsequent processes (crushing, granulation, drying, etc.) through conveyors, forming a continuous “pretreatment-fermentation-deep processing” workflow. This efficient turning operation provides high-quality raw material assurance for subsequent processing stages.
Large-scale Continuous Fermentation
For large-scale fertilizer production lines (with an annual output of over 50,000 tons), the compost turner can simultaneously serve multiple groups of windrows, achieving continuous production through a “multi-zone rotation” model: Zone one for new material loading, zone two for high-temperature fermentation, and zone three for cooling and maturation. The equipment operates on a fixed cycle with an average daily processing capacity of 800-1,500 tons, meeting the needs of large-scale production. This operation mode significantly improves site utilization and equipment efficiency.
Production Rhythm Matching
The travel speed and turning frequency of the compost turner can be steplessly adjusted through the electronic control system, allowing flexible adjustment of the fermentation schedule according to the raw material supply rate and backend processing capacity. For example, when granulator capacity increases, the turning frequency can be correspondingly increased to accelerate material maturation, ensuring the fermentation process remains synchronized with the overall production line rhythm. This flexible adjustment capability ensures stable operation of the production line.
Diversified Production Models
The compost turner can independently complete open-air windrow fermentation operations or combine with fermentation silos, conveyors and other equipment to form semi-closed production lines. For scenarios requiring mobile operations (such as livestock farms and temporary waste disposal sites), the compost turner can be flexibly moved with raw material production sites without fixed installation, greatly enhancing the production line’s mobility. This flexibility enables it to adapt to different production environments and operational requirements.
Process Optimization Value
In contemporary fertilizer manufacturing, the strategic deployment of specialized equipment forms the backbone of efficient production systems. The compost fertilizer machine, particularly the large wheel compost turner and chain compost turner, plays a pivotal role in initial processing stages, significantly enhancing fermentation efficiency while ensuring consistent product quality through precise aeration and temperature control. These robust machines serve as crucial connectors between preliminary and subsequent stages within the comprehensive organic fertilizer production line.
The transition from composting to granulation represents a critical phase in the equipments required for biofertilizer production. Advanced granulation technologies, including the versatile rotary granulator for organic materials and the precision-oriented disc granulation production line for uniform particle formation, demonstrate the sophistication of modern fertilizer production machine systems. The drum granulation process further expands this capability, particularly within npk fertilizer production line configurations, while the double roller press granulator offers alternative compaction-based granulation methods.
Complete production ecosystems, whether configured for bio organic fertilizer production line operations or dedicated npk production line setups, integrate these components into seamless manufacturing processes. The large wheel compost turning machine ensures optimal composting conditions, while downstream equipment like the drum organic fertilizer dryer maintains product integrity through controlled moisture reduction. Each fertilizer granulator unit contributes to creating specialized formulations, demonstrating how interconnected technologies support the standardized, large-scale advancement of sustainable fertilizer production worldwide.
With the global scale development of animal husbandry, the treatment of large amounts of pig manure has become a serious environmental issue. Traditional composting methods suffer from long cycles, significant nutrient loss, and improper carbon-to-nitrogen ratios, resulting in low efficiency and atmospheric pollution.
Innovative Solution
The new bio-organic fertilizer technology effectively addresses the shortcomings of traditional composting by adding efficient microbial agents and optimizing formulations. This technology uses scientific microbial combinations to significantly improve composting efficiency and quality.
Core Technical Formula
· Fermented pig manure: 65-85 parts by weight
· Conventional additives: 5-10 parts
· Compound microbial agent: 3-5 parts
· Binder: 1-10 parts
Optimal formula: 80 parts fermented pig manure, 8 parts conventional additives, 4 parts compound microbes, 8 parts binder
Microbial Ratio Innovation
The compound microbes consist of yeast and rhizobium in a ratio of 3:1 to 1:1, with the optimal ratio being 2:1. The preferred yeast is Candida, while rhizobium includes peanut rhizobium or pea rhizobium, with strain concentrations of 10⁴cfu/mg.
Outstanding Product Characteristics
· Moisture content: <30%
· Organic matter content: >30%
· NPK nutrients: 25-30g/kg
· pH value: 7.5-8.0
· Parasitic egg mortality: >95%
· Colony count: <100 CFU/kg
Global Environmental Significance
This technology not only solves the problem of livestock manure pollution but also provides high-quality fertilizer for organic agriculture. Through microbial action, waste is transformed into valuable resources, achieving sustainable development in circular agriculture, which is of great significance for global environmental protection and food security.
Conclusion
In conclusion, this innovative bio-organic fertilizer technology represents a paradigm shift in sustainable agriculture by transforming environmental challenges into valuable opportunities. The integration of specialized equipment such as the rotary drum granulator and new type two in one organic fertilizer granulator ensures efficient fertilizer granules compaction while maintaining nutrient integrity. The complete fertilizer production machine ecosystem—including the fertilizer compaction machine, chain compost turning machine, and roller press granulator production line—forms a seamless production chain that optimizes the equipments required for biofertilizer production. The drum granulator and rotary granulator work synergistically with microbial agents to create uniform granules with enhanced soil amendment properties. This holistic approach, combining advanced fertilizer compactor technology with biological innovation, not only resolves livestock pollution but establishes a circular economy model where waste becomes wealth. Ultimately, this system demonstrates how technological integration can simultaneously address environmental protection, agricultural productivity, and resource sustainability on a global scale.
Chicken manure, a common waste product in the livestock industry, is rich in nitrogen, phosphorus, potassium, and organic matter. However, its direct use without treatment can easily cause soil contamination and crop burn. The windrow compost turning machine uses a scientific processing process to transform chicken manure into high-quality organic fertilizer, effectively recycling pollutants.
The first step is raw material pretreatment. Fresh chicken manure has a moisture content of approximately 60%-70% and a low carbon-nitrogen ratio. Straw, sawdust, and other auxiliary materials are added proportionally to adjust the carbon-nitrogen ratio to 25-30:1, and the humidity is controlled at 55%-65% to create a suitable environment for aerobic microbial fermentation. After mixing, a loose pile is formed.
The second step is pile construction and initial fermentation. The mixed material is piled into a long, 3-5 meter wide and 1-1.5 meter high pile. The windrow compost turning machine, with its crawler tracks, can operate directly on the soft pile, avoiding sinking. After the equipment is started, the turning gears penetrate deep into the pile, thoroughly mixing the bottom and top layers. Air is introduced simultaneously, promoting the growth of aerobic microorganisms and rapidly raising the pile temperature to above 55°C.
The third step is continuous turning and temperature control. During the fermentation period, the compost turner operates at a set frequency: once daily in the early stages and every other day in the later stages. This turning process not only replenishes oxygen and removes fermentation waste gases, but also stabilizes the pile temperature at 55-65°C. This temperature effectively kills harmful substances such as E. coli and roundworm eggs in the chicken manure, while also accelerating the decomposition and conversion of organic matter.
The entire processing cycle takes approximately 25-35 days. After being processed by the windrow compost turner, the chicken manure is transformed from sticky, foul-smelling waste into a loose, odorless, and mature material. It can then be crushed and screened to produce organic fertilizer.
In the resource utilization of livestock and poultry waste, windrow compost turning machines, with their flexible and efficient operation, have become a core piece of equipment for converting livestock manure into organic fertilizer. Through mechanized turning and plowing, they accelerate manure composting and fermentation, transforming livestock pollutants into high-quality organic fertilizer, addressing environmental challenges while also promoting resource recycling.
The core advantage of windrow compost turning machines lies in their adaptability. Their crawler-type design allows for free movement in muddy composting areas. The large ground contact area and low pressure prevent them from sinking into the manure pile, making them suitable for various sizes of fermentation workshops or open-air sites. Equipped with a hydraulically driven turning gear shaft, the equipment can reach a turning depth of 0.8-1.5 meters, thoroughly mixing the bottom layer of manure with the surface material, breaking up compacted materials and ensuring uniform fermentation.
In the livestock manure processing process, windrow compost turners play a key role in promoting fermentation. First, livestock manure is mixed with supplementary materials such as straw and sawdust in appropriate proportions, adjusting the carbon-nitrogen ratio to 25-30:1 and the humidity to 55%-65% to create optimal conditions for microbial fermentation.
Subsequently, a compost turning machine regularly turns the pile, introducing sufficient oxygen to support aerobic microbial activity and rapidly dissipating the heat generated by fermentation, keeping the pile temperature between 55-65°C. This temperature range effectively kills pathogens, insect eggs, and weed seeds in the manure, preparing the compost for subsequent operation in the fertilizer granulator.
This equipment boasts high efficiency and a high degree of automation. By setting the turning frequency and path, continuous operation is achieved, reducing labor input.
Poor pellet formation is a common problem with flat die granulators. Improper material moisture is the primary cause. Excessively high moisture content can cause the material to stick together, making it difficult to form; while excessively low moisture content can lead to a lack of cohesiveness and loose pellets. Die wear can also cause forming problems, resulting in irregular die holes and poor pellet quality. Insufficient roller pressure can also prevent the material from being fully extruded. Solutions include strictly controlling material moisture content to maintain it within the appropriate range; regularly inspecting and replacing severely worn dies; and adjusting roller pressure to ensure uniform and adequate pressure.
Abnormal equipment noise is often caused by multiple factors. Bearing damage is a common cause, producing abnormal noise during operation. Loose components, such as loose screws and connectors, are also important, as they can generate vibration and noise during operation. Gear wear can also increase noise, as worn gears mesh poorly. If these problems occur, promptly inspect the bearings, tighten loose components, and replace damaged gears as necessary to reduce noise and ensure proper operation.
Routine maintenance is crucial to minimizing flat die granulator failures. Regularly check the wear of equipment components, such as rollers, dies, and bearings, and replace wearing parts promptly. Keep the flat die granulator clean to prevent residual material from corroding the equipment. Lubricate the equipment regularly to reduce friction between components. These routine maintenance measures can effectively reduce the incidence of equipment failures, extend equipment life, and improve production efficiency.
The organic fertilizer industry is experiencing rapid growth. With the growing adoption of green agricultural development, market demand for organic fertilizer continues to grow, driving both innovations in raw material processing and the upgrading of production technologies.
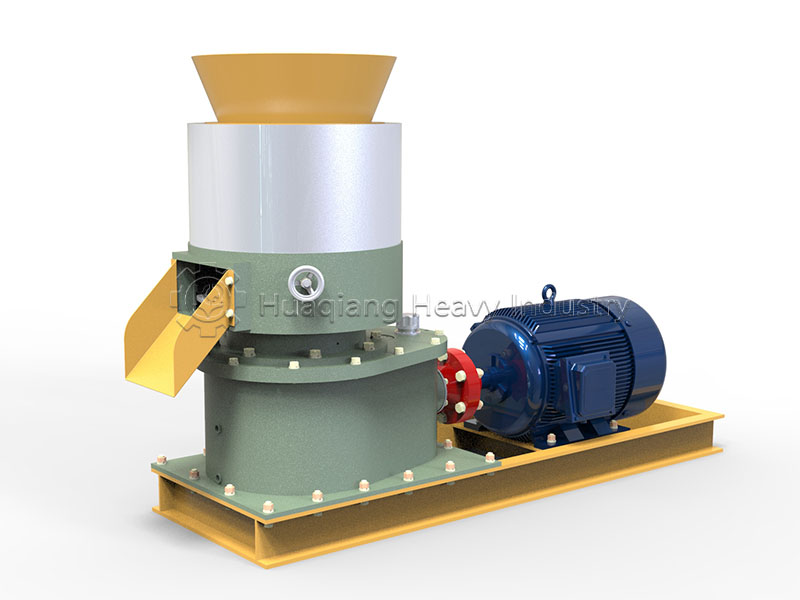
Granulation is a key step in the organic fertilizer production process, directly impacting the product’s granule shape and application efficiency. Flat die granulators play a crucial role in this process. These machines extrude fermented and decomposed organic materials into uniform, solid granules, facilitating transportation and storage while also facilitating mechanized fertilization.
The advantages of flat die granulators lie in their adaptability, ability to process a wide range of organic materials, and relatively relaxed requirements for raw material moisture content. This relatively simple structure and easy operation and maintenance make them widely used by small and medium-sized organic fertilizer manufacturers. Flat die granulators offer a high granulation rate and moderate granule strength, helping to reduce dust issues during use.
Currently, the organic fertilizer industry is moving towards scale and standardization. Technological advances in production equipment, particularly the continuous optimization of the granulation process, have provided strong support for improving product quality and production efficiency. With the iteration of technology, organic fertilizer production in the future will be more efficient and energy-saving, contributing more to sustainable agriculture.
The rotary drum granulation production line is essential equipment in modern fertilizer industry, widely used in large-scale production of various fertilizers including NPK compound fertilizers, bio-fertilizers, and controlled-release fertilizers. This technology achieves efficient and energy-saving continuous production through innovative steam granulation processes.
Core Working Principle
New blended raw materials are fed into the drum granulator uniformly according to the balling rate, while saturated steam is introduced into the material layer as required. This unique steam granulation process enables materials to complete granulation at lower moisture content, which not only raises material temperature but also humidifies the material, effectively reducing the drying load.
Technical Features and Advantages
Steam Granulation Technology
By introducing steam into the material layer, the temperature of granulated materials is increased, dissolving salts in the materials. This achieves high liquid volume under low moisture content to meet the liquid phase required for material granulation, while reducing water evaporation in the drying process.
Ammoniation Reaction Function
Ammonia can be applied to the material layer in the drum as required to promote chemical reactions in the materials, optimizing fertilizer formulation and nutrient release characteristics.
Automatic Cleaning Design
The inner wall of the rotary drum granulator is lined with multiple soft rubber plates or polypropylene plates, with air holes in corresponding positions of the cylinder. When the lining rotates from the bottom to the top of the cylinder, it sags due to its own weight, causing materials adhering to the lining to fall off by gravity, achieving automatic cleaning and anti-caking functions.
Wide Raw Material Adaptability
This process has strong adaptability to raw materials, allowing combination of low solubility materials (such as calcium chloride, ammonium sulfate, potassium chloride, etc.) and high solubility materials (such as urea, ammonium nitrate, ammonium phosphate, etc.) according to requirements, while also enabling the addition of organic matter and medium-trace elements.
Global Application Value
Rotary drum steam granulation technology has revolutionized the NPK fertilizer manufacturing process, establishing itself as a cornerstone in global fertilizer production. This advanced NPK fertilizer production line integrates multiple specialized equipment including the NPK blending machine, fertilizer mixer machine, and NPK fertilizer granulator machine to create a seamless manufacturing system.
The core of this technology lies in the sophisticated NPK granulation machine and complementary equipment such as the disc granulator machine, which work in harmony to transform raw materials into high-quality fertilizers. The complete NPK production process begins with precise formulation using either a modern NPK blending machine or bulk blending fertilizer machine, followed by the crucial fertilizer granulation phase where the NPK fertilizer granulator and disc granulator create uniform, durable granules.
This integrated approach to manufacturing of NPK fertilizer offers exceptional flexibility, allowing producers to efficiently switch between different compound formulations using the same NPK fertilizer machine infrastructure. The technology’s robust design, particularly the NPK bulk blending machine components, ensures consistent performance across various production requirements, making the entire NPK manufacturing operation more economical and environmentally sustainable.
Through optimized fertilizer granulation techniques and advanced NPK fertilizer production line configurations, this technology continues to set new benchmarks in production efficiency and product quality, contributing significantly to sustainable agricultural practices worldwide.