Chain compost turner: efficient composting
The chain compost turner represents a significant advancement in modern composting technology, addressing efficiency bottlenecks in processing large-scale organic waste through its unique mechanical design. Unlike the traditional large wheel compost turner, this specialized compost fertilizer machine utilizes a series of rotating chains to thoroughly aerate and mix composting materials, creating optimal conditions for microbial activity.
Within the comprehensive organic fertilizer production line, the chain turner serves as a crucial component among the various equipments required for biofertilizer production. Following the composting phase, materials typically progress to granulation systems such as a disc granulation production line, where they are formed into uniform pellets. Each fertilizer production machine in this sequence plays a vital role in transforming raw organic waste into valuable, nutrient-rich fertilizer, with the chain compost turner establishing the foundation for efficient decomposition and quality final product.
Working Principle and Advantages
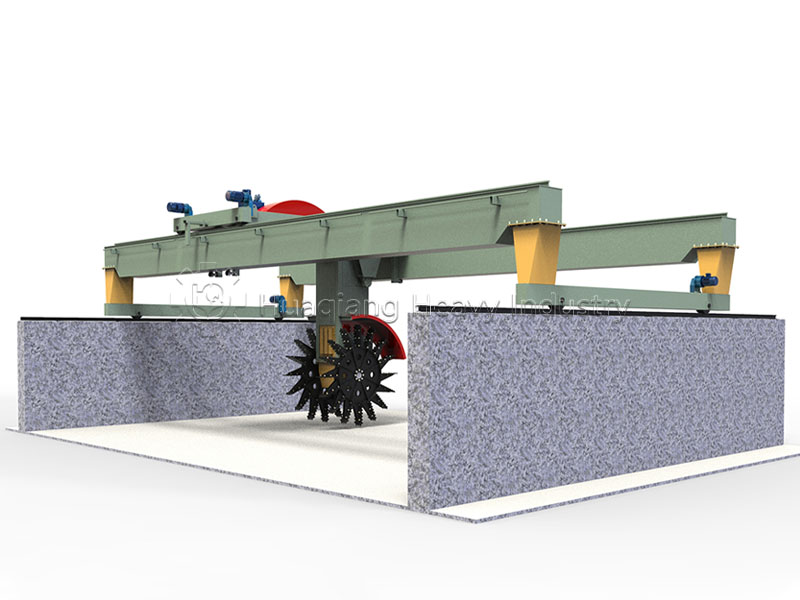
The chain compost turner adopts a continuous conveying composting design, enabling continuous fermentation operations. Compared with traditional trough-type compost turners, its operating range is more flexible and not restricted by fixed fermentation tanks. The equipment can perform windrow fermentation in open areas, making it particularly suitable for large-scale organic fertilizer production bases or organic waste treatment centers.
Main technical advantages include:
- Large processing capacity, single machine daily processing capacity up to 500-2000 cubic meters
- Turning depth up to 1.5-2 meters, ensuring thorough fermentation of deep materials
- High degree of automation, reducing labor costs
- Adaptable to various complex terrains and working environments

Raw Material Processing Capability
Livestock and Poultry Manure
Includes high-density organic materials such as chicken manure, pig manure, cow manure, and sheep manure. The powerful turning of the chain compost turner can break up the compacted state of manure. Through ventilation and temperature increase during the turning process, it effectively kills pathogens, parasite eggs, and weed seeds in the manure, while reducing the emission of harmful gases such as ammonia and eliminating manure odor.
Crop Straw
Such crude fiber materials as corn straw, wheat straw, rice straw, etc. The chain compost turner’s teeth can tear and stir bundled or segmented straw, making it evenly mixed with other organic materials, accelerating the degradation and composting of the straw, and converting it into organic matter and humus in organic fertilizer.
Industrial Organic Waste
These materials include wine lees, vinegar lees, furfural residue, Chinese medicine residue, and slaughterhouse waste. These materials have high moisture content and are easily corrupted. The chain compost turner can reduce the moisture content of the materials through continuous turning, promote the growth of beneficial microorganisms, and achieve harmless treatment and resource utilization of waste residues.
Municipal Organic Waste
Such as kitchen waste, landscaping waste (dead branches and leaves, weeds, etc.). The chain compost turner can centrally process these scattered wastes, converting them into high-quality organic fertilizer raw materials through physical crushing and biological fermentation during the turning process, thereby reducing the amount of urban waste landfilled.
Sludge Treatment
Includes sludge from municipal sewage treatment plants and industrial wastewater treatment plants. After strict testing for heavy metal content and ensuring compliance, the chain compost turner reduces the sludge’s moisture content (from approximately 80% to below 60%) by turning it, stabilizing its properties and eliminating odor and pathogens, making it a safe organic fertilizer raw material.
Technical Parameter Comparison
| Parameter Type | Traditional Trough Turner | Chain Compost Turner |
| Operation Method | Fixed trough operation | Open windrow operation |
| Processing Capacity | 100-500 m³/day | 500-2000 m³/day |
| Investment Cost | Higher (fermentation trough required) | Lower (no infrastructure needed) |
| Application Scope | Small to medium scale production | Large-scale industrial production |
Environmental and Economic Benefits
The widespread adoption of chain compost turner and large wheel compost turning machine technology addresses critical organic waste challenges while generating substantial economic and environmental returns. These advanced compost fertilizer machine systems transform waste into valuable resources through efficient bio organic fertilizer production, completing the nutrient cycle and reducing chemical fertilizer dependency.
Within a complete organic fertilizer production line, composted materials undergo size reduction using a fertilizer crusher before granulation. The production system may incorporate various granulation technologies – the rotary drum granulator utilizes tumbling motion for spherical pellets, while the double roller press granulator employs compaction for high-density granules. This drum granulation process contrasts with the chemical precision of an NPK fertilizer production line, where the NPK fertilizer production process focuses on exact nutrient ratios. Both rotary granulator and drum granulator equipment play vital roles in their respective NPK production line and organic systems, contributing to sustainable agriculture through improved soil structure and reduced environmental impact.
Production Technology: fertilizer production machine | large wheel compost turner | equipments required for biofertilizer production | chain compost turner | organic fertilizer production line | compost fertilizer machine | disc granulation production line
Production Systems: chain compost turner | rotary drum granulator | rotary granulator | organic fertilizer production line | bio organic fertilizer production | npk fertilizer production line | drum granulator | drum granulation | npk production line | npk fertilizer production process | double roller press granulator | large wheel compost turning machine | compost fertilizer machine | fertilizer crusher






.jpg)