From pretreatment to maturity! Standard operating procedures for a windrow compost turner
To maximize the performance of a windrow compost turner, a scientific and standardized operating process must be followed. The entire process of the windrow compost turner revolves around four key steps: raw material pretreatment, windrow accumulation, turning and fermentation, and determination of maturity.
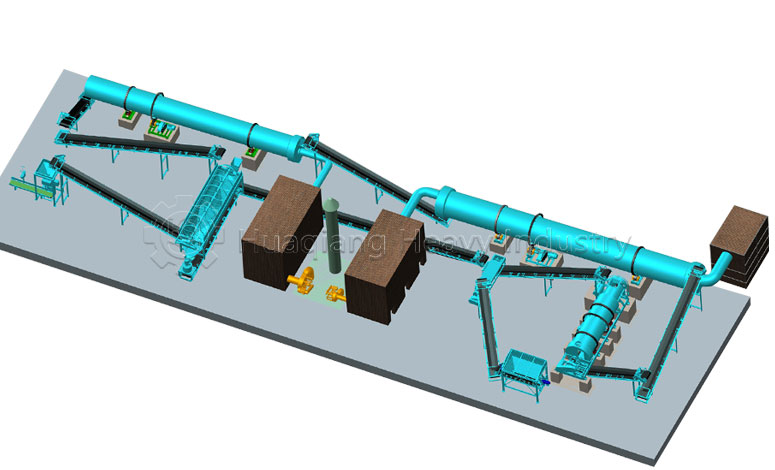
Raw material pretreatment is fundamental. Collected organic materials must first be sorted to remove impurities such as metal and plastic. Livestock and poultry manure should be air-dried to a moisture content below 65%, and straw should be pulverized to 5-10 cm in length. The raw materials should then be mixed at a carbon-to-nitrogen ratio of 25-30:1. The carbon and nitrogen content can be adjusted by adding straw or manure, ultimately achieving a moisture content of 55%-60%. At this point, the material will clump when held and fall apart upon contact, achieving optimal fermentation conditions.
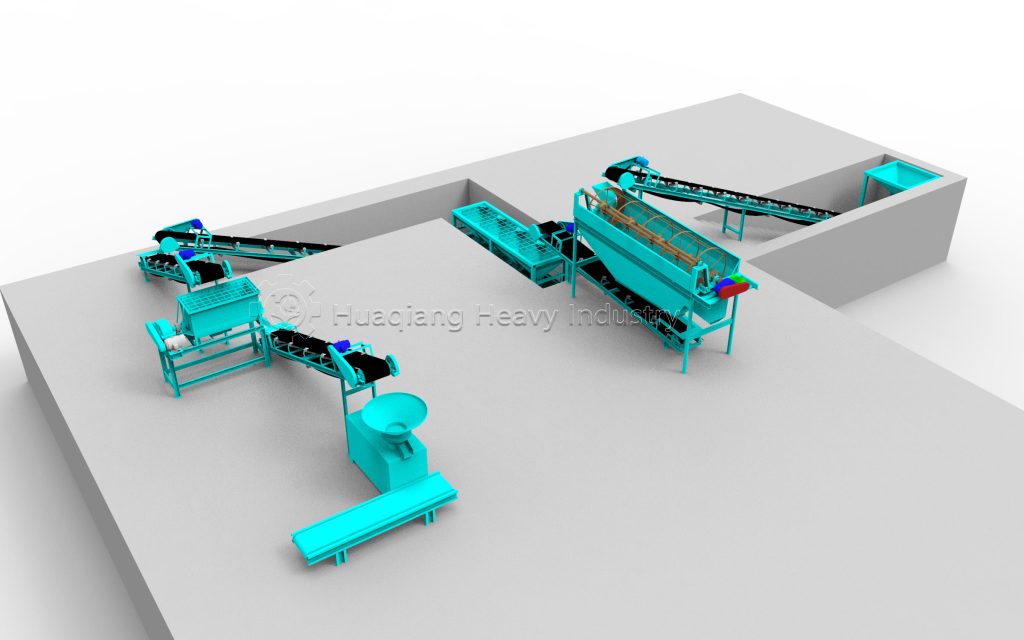
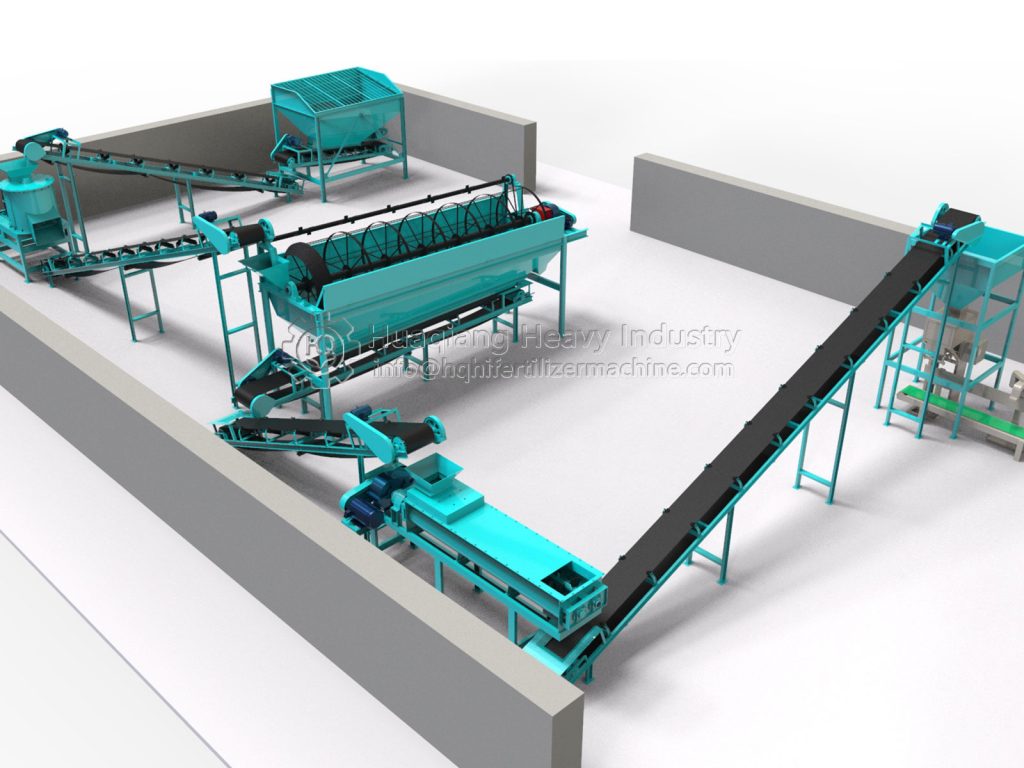
Next, the pre-treated raw materials are stacked into trapezoidal stacks at the fermentation site. These stacks are typically 3-5 meters wide at the base, 1.5-2.5 meters wide at the top, and 1-1.8 meters high. The stack length can be adjusted flexibly based on the site and production volume. A 1.5-2 meter passageway is left between the stacks to facilitate equipment access and ventilation.

Turning and tossing is a key step in fermentation. After starting the windrow compost turner, the depth of the tossing mechanism is adjusted according to the height of the stack, ensuring that the tossing teeth penetrate 10-20 cm into the bottom of the material. The initial fermentation lasts 1-3 days, with the first tossing occurring when the material temperature reaches 50-60°C. The high-temperature period lasts 4-10 days. When the temperature rises to 60-70°C, the stacks are tossed every 1-2 days to kill harmful bacteria. The cooling period lasts 11-20 days. When the temperature drops to 40-50°C, the stacks are tossed every 2-3 days to promote humus formation. The entire fermentation cycle lasts 15-25 days.
Finally, the material is judged by maturity. When the temperature is close to room temperature, the color is dark brown, the texture is loose, and there is no odor or earthy smell, it is considered mature and can be sent to the next stage for processing.