In the modern fertilizer industry, the NPK fertilizer production line exhibits a precise and efficient process. From raw material processing to finished product packaging, each step reflects modern industry’s pursuit of precision and stability.
The production process begins with the scientific formulation of raw materials. Nitrogen, phosphorus, and potassium base materials are precisely proportioned using an NPK blending machine; this crucial step ensures the accuracy and uniformity of the product’s nutrients. Subsequently, the formulated raw materials enter a fertilizer mixer machine for thorough mixing, laying the foundation for the subsequent granulation process.
The granulation process is the core technology of the NPK fertilizer production line. Depending on product characteristics and production scale, different process routes can be selected, such as rotary drum granulation or extrusion granulation. Among these, rotary drum granulation technology, with its continuous production capability, occupies an important position in large-scale NPK fertilizer production lines.
The drying and cooling system is a crucial link in ensuring product quality. Newly generated granules need to undergo a precisely temperature-controlled drying process to remove excess moisture while maintaining the chemical stability of the nutrients. The subsequent cooling process lowers the product temperature to a suitable range, creating conditions for later screening and packaging.
With the increasing demands for precision fertilization in modern agriculture, NPK fertilizer production lines are developing towards greater environmental friendliness and energy efficiency. New NPK blending technologies and highly efficient, energy-saving fertilizer mixing equipment are constantly emerging, driving technological upgrades across the entire industry. These technological advancements will ultimately translate into higher-quality, more environmentally friendly fertilizer products, providing strong support for the sustainable development of modern agriculture.
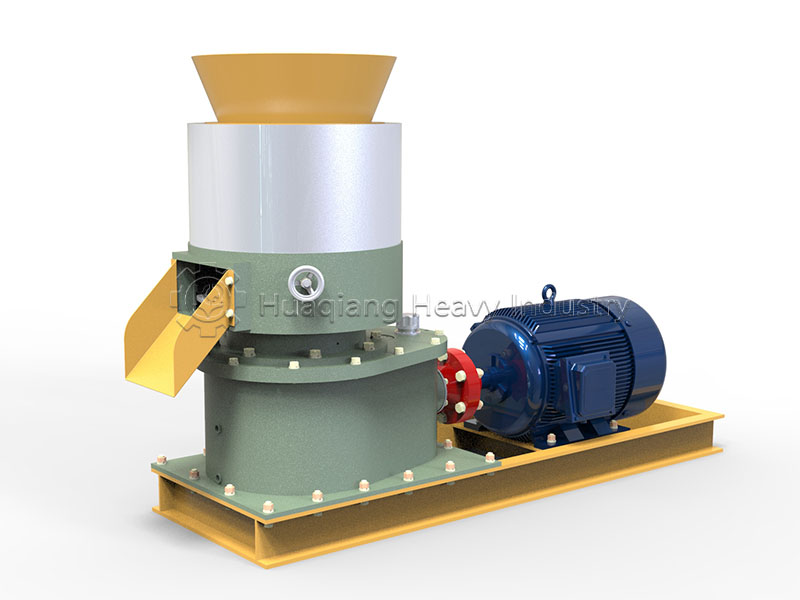
In the organic fertilizer production process, material crushing is a critical pretreatment step, and chain crushers, with their outstanding performance, are the preferred equipment for this purpose. Organic fertilizer raw materials often contain lumps or medium-hard impurities. Inadequate crushing can affect the efficiency of subsequent granulation and mixing processes, as well as the quality of the finished product. It can even lead to problems such as material jamming in the granulator and uneven granulation in the finished fertilizer.
Designed specifically for the characteristics of organic fertilizer, chain crushers can efficiently crush a wide range of organic fertilizer raw materials, including those with a certain degree of moisture and viscosity, addressing the clogging and incomplete crushing issues of traditional crushing equipment. High-speed rotating chains and hammers impact and shear the material, while an adjustable screen allows for easy control of the crushed material’s particle size, meeting the stringent fineness requirements of organic fertilizer production.
Furthermore, the equipment’s sturdy structure, with core components made of wear-resistant steel, can withstand long-term, intensive operation, minimizing production interruptions. This provides a strong guarantee for the stable operation of organic fertilizer production lines, helping companies improve the yield rate of finished fertilizers and production efficiency.
With sustainable agriculture gaining increasing attention, organic fertilizer production has quietly become a crucial bridge between environmental protection and agricultural development. This seemingly simple organic fertilizer production line is actually a sophisticated journey of transforming waste into treasure.
Organic fertilizer originates from a variety of organic waste. Once a major headache, waste materials like livestock and poultry manure, crop straw, and food processing residues have become core raw materials. These materials first undergo pretreatment to remove impurities and undergo pulverization to adjust their physical structure. These raw materials then enter the fermentation stage, the heart of the entire process. Under specific temperature and oxygen conditions, microorganisms actively work, breaking down large organic molecules into smaller molecules that are more easily absorbed by plants, while also killing pathogens and weed seeds.
After fermentation is complete, the material enters the crucial formation stage—granulation. The fertilizer granulator plays a crucial role, using physical pressure to compress the loose powdered fertilizer into granules. This significantly reduces transportation and storage space.
The entire organic fertilizer production line, from raw material pretreatment, fermentation, and granulation to final drying, cooling, screening, and packaging, is closely coordinated. Modern production lines are moving towards greater automation and intelligence, aiming to precisely control every process parameter to ensure a stable and efficient final product.
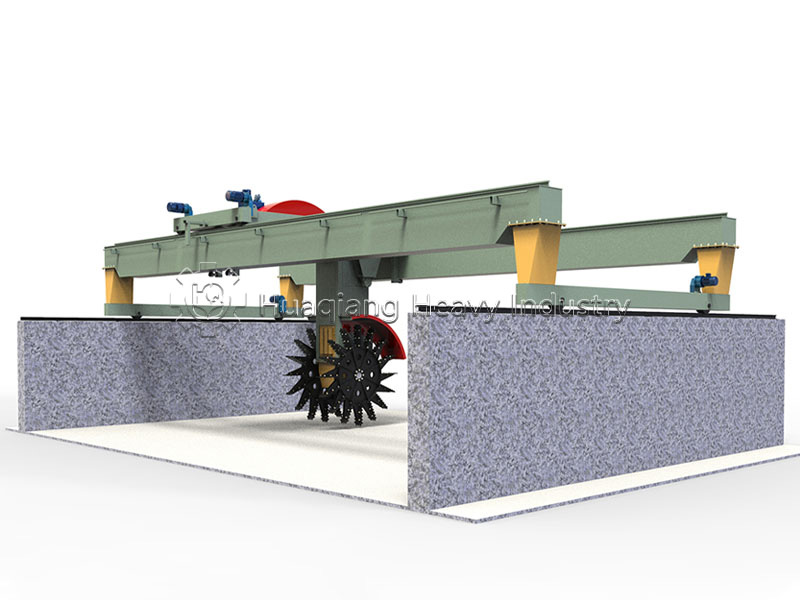
On an organic fertilizer production line, several core pieces of equipment set the tone for production. In the vast composting yard, you’ll see a silent, massive steel machine—the large wheel compost turning machine. As a crucial piece of organic fertilizer production equipment, it exists in the most direct and powerful way.
Its work is a cyclical dance, the cornerstone of the entire organic fertilizer production line’s efficient operation. The huge disc rotates at a uniform speed, its heavy teeth digging deep into the material. The originally compacted pile is easily broken up, lifted, and traces a parabola in the air, remixing into a loose new pile. Each turn is a forced breath, laying a uniform material foundation for subsequent deep processing, including the fine operation of the organic fertilizer granulator.
Without a complex control system, its power stems from the most direct mechanical transmission. The steel frame remains motionless under continuous heavy loads, demonstrating the reliability expected of heavy-duty organic fertilizer production equipment. Wherever it passes, the pile temperature becomes uniform and the texture consistent, supplying qualified semi-finished products for the next stage of the production line.
Day after day, it travels along the organic fertilizer production line, transforming waste organic matter into fertile “black gold” through the most physical means. These well-rotted raw materials are finally fed into the organic fertilizer granulator, shaping them into neat, uniform granules of fertilizer.
In modern industrial production, the telescopic belt conveyor has become an indispensable material handling equipment with its elegant and efficient operation. It functions like a perpetual industrial artery, seamlessly connecting raw materials and finished products between different processes.
Ingenious Working Principle: Simple Yet Sophisticated
Initialization: The Power Source
When the drive system activates, the motor powers the reducer, transmitting energy to the conveyor belt through the drive drum. This process is smooth yet powerful, much like an experienced conductor wielding a baton, initiating harmonious operation throughout the system.
Material Transportation: A Smooth Journey
Materials are evenly distributed onto the moving conveyor belt, embarking on their journey accompanied by gentle mechanical sounds. The idler system acts as loyal guardians, ensuring the belt remains stable and materials travel securely.
Direction Change and Discharge: Graceful Finale
As the conveyor belt reaches the reversing drum, it skillfully changes direction, allowing materials to discharge naturally under gravity. This process is precise and elegant, resembling a carefully choreographed dance where every movement is perfectly timed.
Length and inclination can be flexibly adjusted to accommodate various complex working conditions.
Safety Assurance
Multiple safety protection devices provide comprehensive security for both operators and equipment.
Particularly noteworthy is its exceptional adaptability. Whether in rugged terrain deep within mines or pristine clean rooms in modern factories, the telescopic belt conveyor integrates perfectly into various working environments with its unique flexibility, serving as a reliable link between production processes.
The telescopic belt conveyor represents not only the wisdom of mechanical engineering but also a crucial guarantee for modern industrial production efficiency. With its simple yet reliable working principle and excellent performance characteristics, it plays an irreplaceable role in industrial scenarios worldwide, continuously driving industrial production toward greater efficiency and intelligence.
Integrating Telescopic Belt Conveyors into Modern Fertilizer Production Lines
The telescopic belt conveyor serves as a vital connecting component in modern fertilizer manufacturing, seamlessly integrating various processing stages within complete production systems. In comprehensive npk fertilizer production line configurations, these conveyors efficiently transport raw materials to npk blending machine units and subsequently transfer blended materials to granulation equipment. The flexibility of telescopic conveyors makes them particularly valuable in large-scale operations handling the substantial NPK compound fertilizer production capacity required by global agriculture markets.
Throughout different fertilizer granulation processes, telescopic belt conveyors provide essential material handling between key equipment. They transport composted materials from windrow composting machine stations to disc granulator machine units in organic fertilizer production line setups, and similarly serve roller press granulator production line operations by feeding materials to double roller press granulator equipment. This continuous material flow is essential for maintaining efficiency across the complete disc granulation production line and other manufacturing systems.
The versatility of telescopic conveyors extends to specialized applications like bio organic fertilizer production line configurations, where they handle sensitive microbial-enriched materials. As integral components of modern fertilizer equipment arrays, these conveyors support the entire production ecosystem – from initial material reception through final packaging – ensuring that every fertilizer granulator, whether disc granulator or compression-based system, receives consistent material supply for optimal operation and product quality.
As major global palm oil producers, Indonesia and Malaysia generate substantial amounts of oil palm empty fruit bunch (OPEFB) waste annually. Traditionally disposed of through incineration, this practice not only causes air pollution but also wastes valuable biomass resources. OPEFB, as a lignocellulosic material, has a complex structure that makes direct anaerobic digestion inefficient, requiring effective pretreatment methods to enhance biological conversion efficiency.
Indonesia and Malaysia alone produce over 17 million and 15 million tons of OPEFB annually, respectively. Converting this waste into biogas not only addresses environmental pollution issues but also provides renewable fuel for the transportation sector, offering multiple environmental benefits.
Pretreatment Technology Research
Alkaline Pretreatment
Using 8% sodium hydroxide solution to pretreat OPEFB, researchers studied the effects of different treatment durations on biogas production. Results showed that 60 minutes of pretreatment effectively disrupted the lignocellulosic structure and significantly increased methane production. This high-concentration alkaline treatment method offers the advantage of operating at ambient pressure and relatively low temperatures, with the possibility of reagent recovery, providing good economic and environmental benefits.
Phosphoric Acid Pretreatment
Treatment with 85.7% concentrated phosphoric acid effectively breaks down the resistant structures of lignin and hemicellulose. The prominent advantage of phosphoric acid pretreatment is the possibility of reagent recovery and reuse, though research on its application for improving biogas production remains limited and requires further exploration and optimization.
Research Findings and Discoveries
Systematic experimental research revealed that alkaline pretreatment significantly alters the carbohydrate structure of OPEFB, making it more easily degradable by microorganisms. Composition analysis showed that untreated material contained 24.6% lignin, primarily acid-insoluble lignin. After 60 minutes of alkaline treatment, lignin content noticeably decreased, and cellulose crystallinity reduced. These structural changes directly enhanced anaerobic digestion efficiency.
Compared to mechanical pretreatment, chemical pretreatment demonstrates superior performance in improving biological conversion efficiency, despite potential inhibitor production. Particularly, alkaline pretreatment at appropriate concentrations and durations effectively enhances biogas production without generating significant inhibitors.
Environmental Significance and Application Prospects
Converting OPEFB into biogas not only addresses waste management issues but also provides new pathways for renewable energy production. This conversion model aligns with circular economy principles and can significantly reduce greenhouse gas emissions, particularly in replacing fossil fuels in the transportation sector.
Research demonstrates that OPEFB can be efficiently converted into biogas through appropriate pretreatment technologies. Alkaline pretreatment using 8% sodium hydroxide solution for 60 minutes shows optimal results, providing technical basis for large-scale industrial application. These research findings offer new directions for sustainable development in the palm oil industry, possessing significant practical importance and promotion value.
Integrating OPEFB Processing into Modern Fertilizer Production
The effective utilization of Oil palm empty fruit bunch (OPEFB) represents a significant opportunity for sustainable fertilizer production in palm-growing regions. Following appropriate pretreatment, this abundant agricultural waste can be integrated into comprehensive organic fertilizer production line systems. Initial pre-composting processing equipment such as the chain compost turner and large wheel compost turning machine facilitates the organic fertilizer fermentation of OPEFB materials, transforming waste into valuable organic fertilizer components.
Once properly composted, the processed OPEFB can be granulated using various fertilizer granulator technologies. The rotary drum granulator and drum granulator utilize drum granulation principles to create uniform organic fertilizer pellets, while the double roller press granulator and fertilizer roller press machine offer alternative compaction methods. For operations requiring blended products, the material can be incorporated into npk fertilizer production line configurations as an organic component within the broader npk fertilizer manufacturing process.
The integration of OPEFB into both bio organic fertilizer production line and conventional npk production line systems demonstrates how agricultural waste can be transformed into valuable fertilizers. From initial processing with wheel compost turner equipment to final granulation using npk fertilizer granulator technology, this approach supports circular economy principles while addressing waste management challenges in the palm oil industry through innovative npk manufacturing process adaptations.
Composters significantly improve the speed and quality of organic waste conversion into premium fertilizer through scientific control of the composting environment. Compared to traditional open-air composting, qualified composters can shorten the maturation period from the original 3-6 months to 15-45 days, improving efficiency by 3-6 times. This efficiency improvement primarily benefits from the equipment’s precise control over temperature, ventilation, and turning.
Core Advantages
Composters can operate continuously at 55-65°C for 3-5 days, effectively eliminating over 90% of pathogens, insect eggs, and weed seeds. Meanwhile, the sealed design prevents odor diffusion and nutrient loss. The final compost product can achieve organic matter content exceeding 45%, fully complying with national standards for organic fertilizers.
Choosing the Right Composter Type
The effectiveness of composters largely depends on selecting the appropriate equipment type. High-temperature aerobic turners are suitable for large-scale production, completing the maturation process within 15-30 days; trough composters suit small and medium-sized farms with stable operation and easy management; while rotary composters are more suitable for home and small garden use, offering good sealing and convenience.
It’s important to note that static compost bins, due to their lack of active ventilation and turning functions, have lower processing efficiency. They are only suitable for processing dry materials like straw and fallen leaves, and not suitable for high-moisture kitchen waste or livestock manure.
Key Elements of Compost Production
Raw Material Ratio as Foundation
Successful compost production begins with correct raw material ratios. The carbon-to-nitrogen ratio should be controlled between 25-30, with moisture content maintained at 55%-60%. For example, the mixture of chicken manure and straw forms an ideal combination, with chicken manure providing nitrogen sources and straw providing carbon sources, complementing each other.
Fermentation Process Control
The fermentation process divides into three stages: temperature rise phase, high-temperature phase, and cooling phase. Maintaining temperatures of 55-65°C during the high-temperature phase is crucial, as it not only accelerates organic matter decomposition but also effectively eliminates pathogens. Proper turning and ventilation ensure oxygen supply, promoting aerobic microorganism activity.
Post-processing and Quality Verification
Mature compost requires screening to remove undecomposed coarse particles. Qualified compost should appear dark brown, possess an earthy fragrance, and have a loose, porous texture. Industrial-scale production also requires professional harmless treatment testing to ensure product safety and reliability.
Operation Essentials and Common Misunderstandings
Several key points require attention when using composters: avoid excessive turning that causes nitrogen loss, promptly adjust moisture content, and ensure sufficient duration of the high-temperature phase. Simultaneously, strictly prohibit mixing non-decomposable substances like plastics and glass into raw materials, as these materials not only affect compost quality but may also cause environmental pollution.
Whether for small-scale home production or industrial large-scale production, the core principles of composting remain the same. Correct equipment selection combined with scientific operation methods can transform organic waste into valuable resources, achieving ecological cycling and sustainable development.
Application Value of Compost
High-quality compost serves not only as efficient organic fertilizer but also as an excellent soil amendment. It improves soil structure, increases soil organic matter content, and enhances crop stress resistance and quality. From home potted plants to large-scale agricultural production, compost can play important roles, serving as a key element in promoting green agricultural development.
Integrating Composting into Modern Fertilizer Manufacturing Systems
The efficiency of modern composters represents just the initial phase in comprehensive organic fertilizer manufacturing. Advanced fermentation composting technology for organic fertilizer utilizes equipment like thelarge wheel compost turner, chain compost turning machine, and trough-type compost turner to optimize the organic fertilizer fermentation process. These machines are essential components among the equipments required for biofertilizer production, ensuring efficient windrow composting through sophisticated fermentation composting turning technology.
Following the composting phase, complete fertilizer production machine systems utilize granulation equipment such as the disc granulator, rotary drum granulator, and double roller press granulator to transform mature compost into uniform granules. The drum granulation process produces high-quality organic fertilizers, while drum organic fertilizer dryer units ensure proper moisture control. For operations requiring specialized solutions, the hydraulic trough compost turner provides efficient turning for challenging materials.
Whether establishing a dedicated bio organic fertilizer production line or integrating composting with npk fertilizer production line operations, modern fertilizer making machine systems demonstrate remarkable versatility. From initial organic fertilizer fermentation using large wheel compost turning machine equipment to final granulation through various fertilizer granulator technologies, these integrated approaches enable manufacturers to produce high-value fertilizers that support sustainable agriculture while efficiently managing organic waste streams.
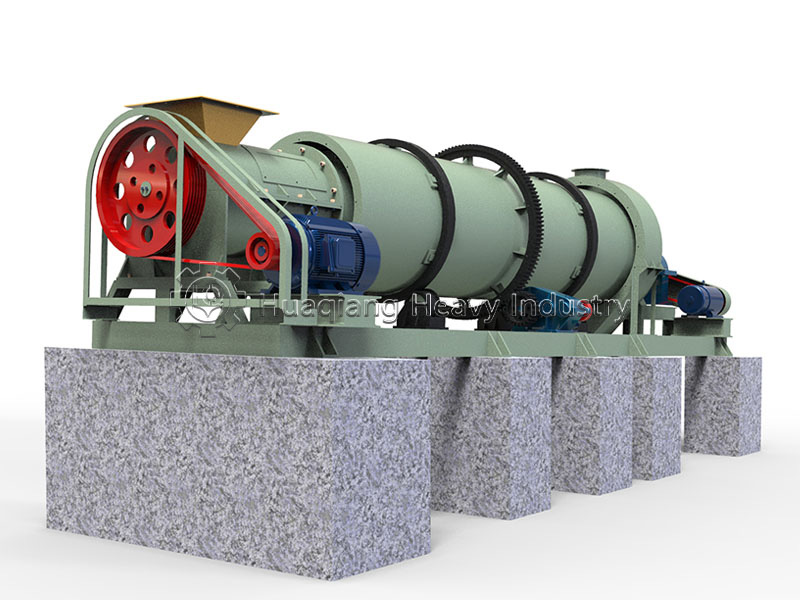
The disc granulator is widely used in fertilizer production, with its core working principle based on the mechanical effects generated by the rotation of an inclined disc. When the disc rotates at specific angles and speeds, materials undergo transformation from powdered raw materials to uniform granules under the combined action of centrifugal force, gravity, and friction. This “snowballing” granulation process makes disc granulators particularly important in small and medium-scale fertilizer production.
The core components of the disc granulator include the inclined disc, transmission system, spraying device, and discharge outlet. Among these, the adjustable inclined disc is the key component, with its angle changes directly affecting material residence time and particle growth rate.
Three Stages of Granulation Process
Nuclei Formation Stage
The granulation process begins with the formation of tiny nuclei. After spraying an appropriate amount of binder, powdered raw materials form approximately 0.5mm diameter micro-nuclei through mutual adsorption and agglomeration under the collision and compression effects generated by disc rotation. Binder control at this stage is crucial, as excessive amounts cause material clumping while insufficient amounts prevent effective nuclei formation.
Particle Growth Stage
During continuous rotation, nuclei continuously adsorb surrounding powder through the cyclic path of “spiral rise and fall,” gradually growing like rolling snowballs. By adjusting the disc’s inclination angle and rotation speed, particle growth rate and final particle size can be precisely controlled, achieving accurate control of the target particle size of 2-4mm.
Particle Shaping Stage
Particles that have reached the target size continue to roll within the disc. Through continuous collision and compression, the internal structure of particles becomes more compact, and surfaces become smoother. This process significantly enhances particle mechanical strength, ensuring fertilizer integrity during subsequent transportation and use.
Key Control Parameters
Inclination Angle Adjustment
The disc’s inclination angle is the most critical parameter affecting granulation effectiveness. An inclination range of 35-45 degrees typically provides optimal granulation results. Angles that are too small cause material accumulation, while angles that are too large shorten material residence time, affecting particle quality.
Rotation Speed Optimization
A rotation speed range of 15-25 rpm balances the relationship between centrifugal force and gravity, ensuring ideal material motion trajectory. Rotation speed needs to match the disc diameter, with larger diameter discs requiring relatively lower speeds.
Precise Humidity Control
Controlling material humidity within the 8%-15% range is essential for successful granulation. Appropriate humidity provides sufficient binding force without causing excessive material adhesion. Binder selection requires optimization based on raw material characteristics.
Application Advantages and Scope
Disc granulators play an important role in fertilizer manufacturing with their unique advantages. The produced particles feature high sphericity, smooth surfaces, and excellent strength, making them particularly suitable for organic fertilizer, compound fertilizer, and biofertilizer production. The equipment’s simple structure, easy operation, and convenient maintenance make it especially suitable for small and medium-sized fertilizer production enterprises.
Although disc granulators have capacity limitations in large-scale production, their excellent particle quality, flexible adjustment performance, and low investment costs make them ideal choices for granulation processes in small and medium-sized fertilizer plants. Through precise control of various parameters, disc granulators can stably produce high-quality fertilizer particles that meet various agricultural needs.
Integrating Disc Granulation into Modern Fertilizer Manufacturing
The disc granulator represents a crucial component in modern npk fertilizer production line configurations, offering unique advantages for specific production requirements. While the disc granulator machine excels in producing spherical, uniform particles through its unique fertilizer granulation mechanism, it operates alongside other technologies in complete manufacturing systems. The npk fertilizer manufacturing process often integrates multiple approaches, including npk blending machine operations for physical mixing and more advanced npk granulation machine technology for chemical granulation.
In comprehensive npk production process setups, the disc granulator typically follows initial material preparation using fertilizer mixer machine equipment. For operations focusing on manufacturing of npk fertilizer through blending rather than chemical granulation, npk bulk blending machine and bulk blending fertilizer machine units provide alternative solutions. The selection between these technologies depends on specific product requirements, with the npk fertilizer granulator machine offering chemical bonding while blending equipment provides physical mixture options.
Modern npk manufacturing continues to evolve, with the npk fertilizer production process incorporating increasingly sophisticated control systems. From basic npk fertilizer machine units to complete automated lines, the industry benefits from diverse technological approaches. While some facilities integrate fermentation composting technology for organic fertilizer for specialized products, the fundamental npk granulation machine principles remain essential knowledge for optimizing fertilizer production across different scales and product types.
Granular fertilizer production is a complex process that transforms powdered, liquid, or semi-solid raw materials into granular products with specific particle sizes, strength, and stability. This process not only improves the physical characteristics of fertilizers for easier storage and application but also enhances nutrient utilization efficiency. Modern granular fertilizer production has developed a complete process system covering all stages from raw material pretreatment to final packaging.
Whether for organic fertilizers, chemical fertilizers, or compound fertilizers, the granulation production process follows similar principles, but there are significant differences in specific technical parameters and equipment selection. Understanding these differences is crucial for optimizing production processes and improving product quality.
Core Production Process
Raw Material Pretreatment
Raw material pretreatment is the fundamental step to ensure granular quality. Solid materials need to be crushed to 80-100 mesh fineness to ensure uniformity in subsequent granulation. For organic fertilizers, thorough fermentation and maturation must first be completed to eliminate pathogens and insect eggs while controlling moisture within appropriate ranges. Precise material proportioning and thorough mixing are also key tasks at this stage.
Granulation and Forming
Granulation is the core process in granular fertilizer production. Depending on material characteristics and product requirements, different granulation methods can be selected, including disc granulation, drum granulation, and extrusion granulation. Disc granulation is suitable for small to medium-scale production with simple equipment and flexible operation; drum granulation fits large-scale continuous production with high automation; extrusion granulation is particularly suitable for low-moisture materials without requiring binders.
Drying and Screening
After granulation, wet granules need to undergo drying to reduce moisture to safe storage levels. Control of drying temperature is particularly important, as excessive temperatures can cause nutrient loss, especially for organic fertilizers. The screening process ensures uniform particle size distribution, with non-conforming granules being reprocessed to improve raw material utilization.
Production Characteristics of Different Granular Fertilizers
Organic Granular Fertilizer
The production of organic granular fertilizers places special emphasis on thorough maturation of raw materials and fineness of crushing. Since organic materials typically have high moisture content and poor viscosity, appropriate amounts of binders need to be added to improve granulation performance. Low-temperature drying is key to protecting organic matter activity, with drying temperatures usually controlled below 120°C.
Chemical Granular Fertilizer
Chemical granular fertilizer production focuses more on precise material proportioning and control of granulation pressure. Drum granulation and extrusion granulation are commonly used methods, with steam regulation improving material viscosity. High-temperature drying can rapidly reduce moisture content but requires strict temperature control to avoid nutrient decomposition.
Organic-Inorganic Compound Granular Fertilizer
Production of this type of fertilizer requires balancing the characteristics of organic and chemical fertilizers, ensuring mixing uniformity and avoiding nutrient antagonism. Pelletizing granulation can form stable granular structures, while medium-temperature drying both protects organic matter and ensures drying effectiveness.
Production Scale and Equipment Selection
The production scale of granular fertilizers directly affects equipment configuration and process selection. Small-scale production suits equipment with strong flexibility and low investment like disc granulators, while large-scale industrial production requires highly automated drum granulation or spray granulation production lines. Regardless of scale, equipment must meet product quality requirements and environmental standards.
Successful granular fertilizer production requires comprehensive consideration of material characteristics, product requirements, production scale, and cost-effectiveness. By optimizing process parameters and selecting appropriate equipment, producers can manufacture high-quality granular fertilizer products that meet agricultural needs while maintaining good economic benefits.
Advanced Technologies in Modern Granular Fertilizer Production
The comprehensive process of granular fertilizer production integrates multiple advanced technologies to transform raw materials into high-quality agricultural inputs. In npk fertilizer production process systems, the rotary drum granulator plays a crucial role in large-scale continuous operations, utilizing drum granulation principles to create uniform particles. Meanwhile, the roller press granulator production line offers an alternative approach through fertilizer granules compaction, particularly suitable for materials requiring dry processing without binders.
For organic fertilizer production, the process begins with advanced fermentation composting technology for organic fertilizer, often utilizing windrow composting machine equipment to prepare raw materials. The innovative new type two in one organic fertilizer granulator then combines multiple processing stages, streamlining production while maintaining product quality. These technologies represent significant advancements in npk fertilizer production technology, enabling manufacturers to optimize their npk production line configurations for specific market requirements.
Whether employing drum granulator systems for wet granulation or specialized fertilizer compaction machine units for dry processing, modern fertilizer production has evolved to offer diverse solutions across the complete npk manufacturing process. From the basic rotary granulator to sophisticated integrated lines, these technologies continue to drive efficiency and quality improvements in granular fertilizer manufacturing, supporting sustainable agricultural practices worldwide.
With the continuous upgrading of bio-organic fertilizer equipment, the new type organic fertilizer granulator is reshaping the process standards of bio-organic fertilizer production lines with its superior performance. As a key link connecting pretreatment and finished product packaging, this innovative equipment exhibits unique advantages compared to traditional granulators.
In a complete bio-organic fertilizer production line, the new granulator works perfectly with the front-end equipment. When the raw materials, fully fermented and decomposed by the windrow compost turning machine, are transported to the granulation section, the new granulator can automatically adjust its operating parameters according to the characteristics of the raw materials.
The innovative fertilizer granulation technology is the core advantage of the new granulator. This technology, through optimized mold design and pressure control system, achieves more precise shaping control of organic materials. This technology not only improves the granulation rate and uniformity but also better preserves the active microbial components in the raw materials, ensuring the specific efficacy of bio-organic fertilizer.
In actual operation, the new granulator demonstrates excellent raw material adaptability. Whether it’s livestock and poultry manure processed by a windrow compost turning machine or other organic waste, the equipment can produce high-quality granules that meet standards by adjusting the parameters of the fertilizer granules compaction technology. This flexibility allows the bio-organic fertilizer production line to adapt to diverse changes in the raw material market, providing production enterprises with greater operational flexibility.