The core of high-quality bio-organic fertilizer lies in the thorough refinement of raw materials and the uniform formation of granules. These two key processes are controlled by two core bio-organic fertilizer equipment: the chain crusher and the new type organic fertilizer granulator.
The chain crusher lays the foundation for quality, with its core function being the fine crushing of raw materials. If the fermented organic fertilizer raw materials contain coarse particles or clumps, it will lead to uneven nutrient distribution and affect fertilizer efficiency. As a dedicated bio-organic fertilizer equipment, the chain crusher refines the raw materials into a uniform powder, releasing nutrients and improving the fluidity of the raw materials, creating conditions for subsequent uniform granulation.
The new type organic fertilizer granulator takes over the refined raw materials and completes the final shaping of the quality. With its advanced molding technology, it can precisely control the particle size and hardness, producing uniform granules that are not easily broken, facilitating storage and transportation, and enabling slow-release of nutrients. In the bio-organic fertilizer production line, it precisely connects with the chain crusher, efficiently converting refined raw materials into qualified granules, while maximizing the retention of organic matter and nutrients in the raw materials, avoiding quality loss.
The synergistic operation of these two pieces of equipment is the core of quality control in the bio-organic fertilizer production line. From raw material refinement to granule formation, high-quality bio-organic fertilizer equipment ensures quality throughout the process, helping the production line stably produce high-quality bio-organic fertilizer.
The efficient and stable operation of a disc granulation production line hinges on the precise coordination of equipment at each stage. The large-diameter large wheel compost turning machine, double axis paddle mixer, and disc granulator form the core linkage chain, directly determining the quality of raw material composting, mixing uniformity, and granule formation. These are crucial for increasing production capacity and product quality.
The large wheel compost turning machine lays the foundation for high-quality raw materials in the production line. During the raw material pretreatment stage, its efficient turning and mixing allow the raw materials to fully contact the air, rapidly increasing the fermentation temperature and inhibiting harmful bacteria, ensuring uniform composting and stable nutrient content. Insufficient turning can lead to incomplete composting, resulting in problems such as loose granules and uneven nutrient distribution.
The double axis paddle mixer builds upon the pretreatment results, achieving precise material conditioning. After the composted raw materials, auxiliary materials, and microbial agents are added in proportion, its dual-shaft structure allows for rapid and thorough mixing of materials. It can also adjust moisture content and particle size according to granulation requirements, forming high-quality material suitable for the disc granulator. Compared to ordinary mixers, it offers higher mixing efficiency and better uniformity, significantly improving the subsequent granulation and molding rate.
The synergistic operation of these three components ultimately ensures the efficient operation of the production line, reduces material waste, and improves granule uniformity and strength. Therefore, controlling the operating quality of the large wheel compost turning machine and the double axis paddle mixer is essential for maximizing the efficiency of the disc granulation production line.
In the agricultural input market, “Formula Fertilizer No. 7” is a frequently chosen option by farmers when purchasing fertilizers for the fruit enlargement period. However, it is not a nationally standardized number, but rather a custom-designed formula code used within the industry. As a specialized fertilizer designed specifically for the reproductive growth stage of crops, Formula Fertilizer No. 7 features “high potassium, low nitrogen, and medium phosphorus” as its core characteristics, precisely matching the nutrient requirements for fruit enlargement, coloring, and sweetening. It has become a key fertilizer for improving the yield and quality of fruits and cash crops, and is also a standard “fruit enlargement fertilizer” commonly used in the agricultural input industry.
The core advantage of Formula Fertilizer No. 7 lies in its scientific nutrient ratio. The classic formula ratios for mainstream Formula Fertilizer No. 7 in the industry are mostly 15-5-20, 16-6-22, etc., with the core characteristics of potassium content not less than 20%, nitrogen content moderate to low, and phosphorus content moderate. Potassium, known as a “quality element,” promotes the transport of photosynthetic products to fruits and seeds, effectively improving fruit sweetness, color, and firmness, and reducing fruit cracking and deformities. A low-nitrogen design prevents excessive vegetative growth, avoids nutrient competition, and ensures nutrient supply for reproductive growth. Appropriate phosphorus levels maintain root vitality, ensuring successful pollination and preventing empty seeds and fruit drop. Some manufacturers also add micronutrients such as calcium, magnesium, boron, and zinc to further enhance fertilizer efficiency.
Compared to other numbered fertilizer formulas, Formula 7 is highly targeted in its application. In the agricultural input industry, fertilizer formulations are typically categorized by crop growth stage and nutrient emphasis: Fertilizer No. 1 is high in nitrogen, low in phosphorus, and low in potassium, suitable for promoting seedling growth and leaf development; Fertilizer No. 2 has a balanced nitrogen, phosphorus, and potassium content, suitable for general supplemental fertilization throughout the crop’s growth period; Fertilizer No. 3 is high in phosphorus, medium in nitrogen, and low in potassium, primarily promoting root and flower development; while Fertilizer No. 7, with its “low nitrogen, medium phosphorus, and high potassium” formulation, is specifically targeted at critical reproductive stages such as fruit expansion, grain filling, and coloring, making it a dedicated fertilizer for the crop’s yield and quality formation stages. This clear positioning allows farmers to quickly and accurately select the right fertilizer.
Fertilizer No. 7 has a wide range of applications, especially suitable for crops with high potassium requirements. In fruits and vegetables such as watermelon, strawberries, tomatoes, grapes, and citrus, application significantly improves fruit expansion speed and fruit quality; in cash crops such as peanuts and soybeans during the pod-setting stage, and sweet potatoes and potatoes during the tuber enlargement stage, application increases yield and marketability; even in field crops such as rice and corn, application during the grain-filling stage and the late trumpet stage can improve grain plumpness. The optimal application time is during the fruit enlargement stage after flowering, typically 2-3 times consecutively, with an interval of 10-15 days, to maximize its effectiveness.
When applying Formula 7 fertilizer, attention must be paid to its suitability and scientific formulation. For chlorine-sensitive crops such as grapes, citrus, and sweet potatoes, potassium sulfate-based Formula 7 fertilizer should be chosen; for field crops, potassium chloride-based formula can be used to reduce planting costs. It is mainly used as a top dressing or fertigation fertilizer and cannot replace base fertilizer; it should be used in combination with organic fertilizer or balanced fertilizer as a base fertilizer. Foliar spraying with potassium dihydrogen phosphate and boron fertilizer during the fruit enlargement stage can further enhance the quality improvement effect. In addition, some manufacturers adjust the formula according to regional soil characteristics; for example, Formula 7 fertilizer for acidic soils in the south adds calcium and magnesium to adjust the acidity, while Formula 7 fertilizer for greenhouses uses a fully water-soluble formula suitable for drip irrigation. Farmers can choose according to their needs.
Manufacturing Precision: From Formula No. 7 to Professional Production
The widespread use of specialized formulas like Fertilizer No. 7 is enabled by sophisticated, flexible production systems. This precise formulation of “high potassium, low nitrogen, medium phosphorus” requires a manufacturing process that can accurately blend and shape specific nutrient ratios to meet exacting market demands.
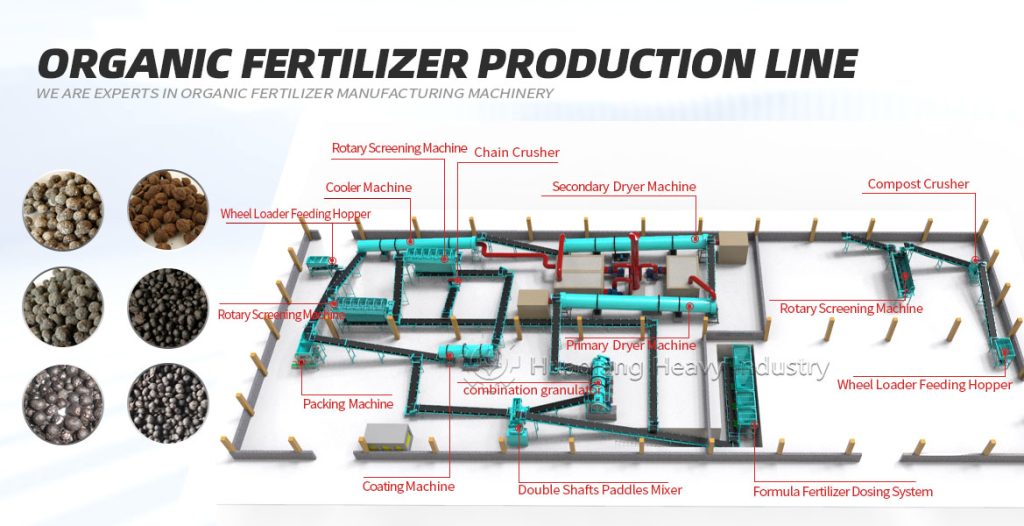
The creation of such products is the domain of modern professional fertilizer manufacturing equipment. A typical npk fertilizer production line for this purpose would begin with a precise npk blending machine to mix raw materials to the exact No. 7 specification. This mixture is then formed into granules using specialized fertilizer granulator technology. Manufacturers might choose a disc granulation production line featuring a disc granulator (or disc granulator for shaping) for rounded particles, or a roller press granulator production line with a double roller press granulator for high-density granules. This entire sequence forms the core of the npk fertilizer production process. For producers also offering organic options, this specialized NPK line could be complemented by a separate organic fertilizer production line that begins with raw material processing using a windrow composting machine.
Ultimately, the availability of targeted fertilizers like Formula No. 7 is a direct result of advanced, adaptable manufacturing technology that can efficiently translate agronomic science into precise, high-quality products for farmers.
In summary, Formula 7 fertilizer is a high-potassium fertilizer specifically designed for the reproductive growth stage of crops. Its scientific nutrient ratio precisely addresses the nutrient requirements during the fruit enlargement stage. For farmers pursuing high and high yields, choosing the right No. 7 compound fertilizer and applying it scientifically can safeguard crop quality and yield, becoming an important aid to precision fertilization in modern agriculture.
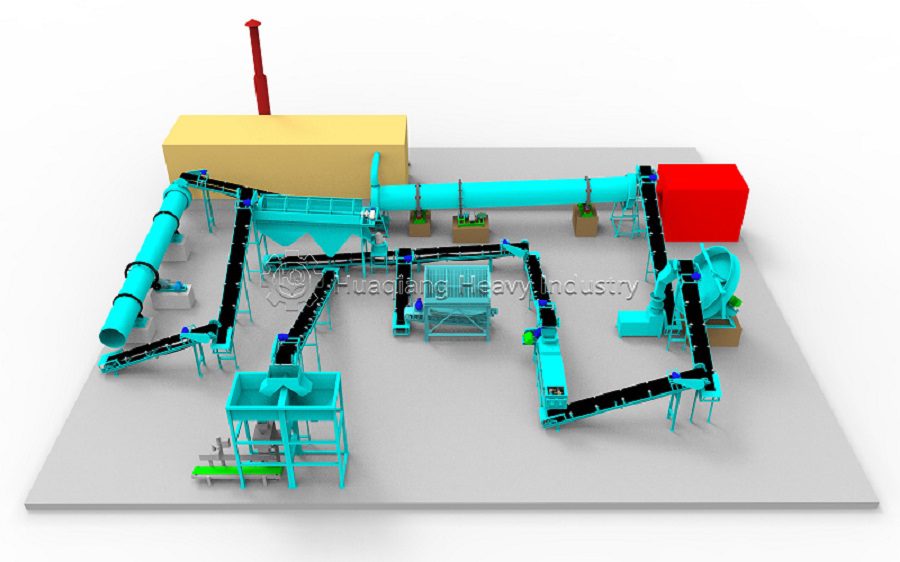
Like a spring breeze bringing joy and abundant harvests, in March 2025, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. (hereinafter referred to as “Huaqiang Heavy Industry”) successfully delivered and commissioned its customized disc granulation production line for an Australian client, officially putting it into operation. This project represents another significant achievement for Huaqiang Heavy Industry in its deep cultivation of the overseas high-end fertilizer equipment market. With its sophisticated process design, complete equipment configuration, and professional full-process service, it won high recognition from the Australian client, further demonstrating the core competitiveness of “Made in China” in the international market.
As a leading modern fertilizer equipment enterprise integrating R&D, production, sales, and after-sales service, Huaqiang Heavy Industry always focuses on customer needs. Relying on its strong technical strength, high-quality employee team, and professional CAD design center, it provides global clients with comprehensive one-stop solutions from plant planning and process design to equipment manufacturing, installation, commissioning, and formula optimization. This Australian client, focusing on the specific characteristics of local agricultural production, urgently needed a disc granulation production line that combined high efficiency, stable performance, and environmental standards for the large-scale production of organic and compound fertilizers. Leveraging its years of technological expertise in granulation equipment and extensive experience in overseas projects, Huaqiang Heavy Industry successfully secured the order by precisely addressing the client’s needs and repeatedly optimizing the design.
To ensure the production line was fully adapted to the local production conditions and raw material characteristics in Australia, the Huaqiang Heavy Industry project team conducted comprehensive customized research and development and design. This disc granulation production line is fully equipped and has a closed-loop process, covering the entire production chain from raw material pretreatment to finished product packaging: After the raw materials are orderly fed into the 1.5X2.5 meter loader feeding hopper, they are efficiently transferred through belt conveyors of different specifications such as 5 meters, 12 meters, and 8 meters, and enter a 40-type twin-shaft mixer for uniform mixing, ensuring accurate material ratio and uniform texture; the mixed material is rationally distributed by a distributor and sent to a 400-type flat die granulator and a 3.2-meter disc granulator for collaborative operation. The core equipment, the 3.2-meter disc granulator, adopts the optimized and upgraded disc angle design and transmission system of Huaqiang Heavy Industry, which has the advantages of high granulation rate, round and uniform particles, and flexible adjustment, and can accurately control the particle size according to customer needs; after granulation, the material is sent to a 1.2X12 meter dryer for low-temperature and high-efficiency drying via a 9-meter belt conveyor, and then transferred to a 1X10 meter dryer via a 10-meter belt conveyor. The cooling unit rapidly lowers the temperature, ensuring particle strength and stability. After cooling, the material is graded and screened by a 1.2×4.5 meter screener. Unqualified material is pulverized by a 500-type vertical crusher and then returned to the production line via a 12-meter belt conveyor for regranulation, forming a closed-loop system for resource recycling. Qualified finished products are temporarily stored in ton-bag silos and finished product silos, and finally standardized and packaged by an automatic packaging machine, achieving fully automated and efficient production.
Simultaneously, the production line is equipped with a comprehensive environmental protection system: a hot air furnace provides a stable heat source for the drying process, and together with a dust removal chamber, induced draft fan, water tank, and chimney, forms a highly efficient waste gas treatment system, ensuring that waste gas emissions meet standards and fully comply with stringent Australian environmental regulations. The entire production line incorporates the core technology of multi-functional compound fertilizer equipment independently developed by Huaqiang Heavy Industry, featuring a compact structure, small footprint, reliable operation, low energy consumption, and low dust entrainment, fully demonstrating the company’s strong capabilities in equipment integration and process optimization.
During the project implementation, Huaqiang Heavy Industry assembled a professional team composed of technical experts and construction personnel, who traveled across the hemisphere to the construction site in Australia. The team overcame multiple challenges, including geographical differences, complex construction environments, and varying technical standards. They strictly adhered to construction specifications and timelines to advance equipment installation and commissioning, while also providing professional operation training and technical guidance to the client, ensuring the production line quickly reached a stable operating state. During the trial operation, all aspects of the production line operated smoothly. Material handling efficiency, pellet forming quality, and environmental emission standards far exceeded customer expectations. Customer representatives highly praised Huaqiang Heavy Industry’s technical strength, product quality, and after-sales service: “Huaqiang Heavy Industry’s production line not only met our needs for large-scale production but also performed exceptionally well in environmental protection and energy conservation. The professional team and attentive service ensured our peace of mind throughout the process.” Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. has been deeply involved in the fertilizer equipment field for many years, specializing in a series of equipment including ground-mounted compost turners, trough compost turners, crushers, dryers, coolers, screening machines, and packaging machines. They can customize organic fertilizer production lines ranging from 10,000 to 500,000 tons. Their products cover all parts of China and are exported to many countries and regions, providing high-quality organic waste harmless treatment solutions for organic and inorganic bio-fertilizer plants and wastewater treatment plants worldwide. The successful delivery of this Australian disc pelletizing production line project is another important milestone in the company’s overseas market expansion, further consolidating its brand influence in the international fertilizer equipment market.
Adhering to the corporate tenet of “market-oriented, innovation-driven development, quality-based survival, and customer trust gained through comprehensive after-sales service,” Huaqiang Heavy Industry will continue to increase R&D investment, optimize product performance and process solutions, and enhance its customized service capabilities. In the future, the company will continue to actively expand into overseas markets, creating greater value for global customers with more advanced technology, more reliable products, and more professional services, allowing “Made in China” to win more applause and recognition on the international stage.
A Complete System from Raw Material to Finished Product
This successful Australian project highlights Huaqiang Heavy Industry’s ability to deliver a complete organic fertilizer production line. The supplied organic fertilizer disc granulation production line is a key module that transforms raw organic matter into uniform, market-ready fertilizer granules.
However, this granulation line is just one stage in a holistic manufacturing system. It is designed to process high-quality compost produced through a controlled organic fertilizer fermentation process. This upstream fermentation typically relies on efficient fermentation composting turning technology to produce stable, mature organic matter. For clients whose raw materials require a different physical form, Huaqiang can also integrate a flat die pelleting machine into the production flow. Together, these technologies—from turning and fermentation to organic fertilizer production granulation—form a seamless, end-to-end solution for converting organic waste into valuable fertilizer.
By mastering and integrating each critical stage, Huaqiang Heavy Industry provides clients with a scalable and efficient pathway to participate in the growing global organic fertilizer market.
We warmly welcome people from all walks of life to visit, guide, and discuss business with us, and work together to create a new blueprint for green agricultural development!
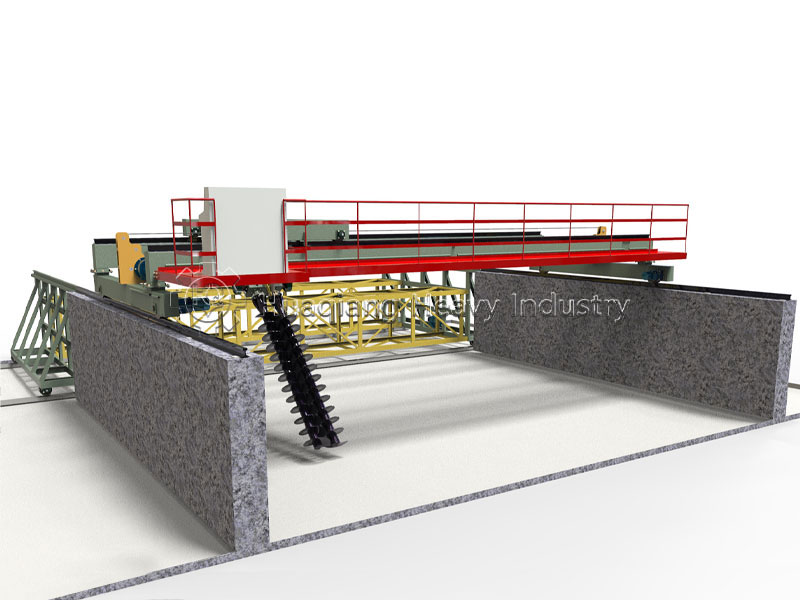
In the current rapid development of the organic fertilizer production industry, the Double Screws Compost Turning Machine, with its outstanding performance advantages, is gradually becoming the preferred equipment for medium and large-scale organic fertilizer production enterprises. Compared with traditional fermentation equipment, it demonstrates significant advantages in fermentation efficiency, applicability, and ease of operation, bringing multiple application benefits to enterprises and promoting the improvement of quality and efficiency in organic fertilizer production.
One of the core advantages of the Double Screws Compost Turning Machine is its superior turning effect and higher fermentation efficiency. Its double-screw synergistic working structure lifts the material from the bottom and evenly turns it to both sides, resulting in a large turning depth and wide range, allowing the material to fully contact with air and effectively improving the material’s permeability. This advantage allows microorganisms to obtain sufficient oxygen, accelerating their growth and metabolism, thereby shortening the fermentation cycle. Data shows that after using this equipment, the fermentation cycle can be controlled within 12-25 days, which is more than 30% shorter than traditional equipment. Meanwhile, thorough turning ensures more uniform fermentation, preventing localized overheating or insufficient fermentation, and significantly improving the quality of organic fertilizer.
Wide applicability is another major advantage. The double screws compost turning machine is highly adaptable to various organic materials, including livestock manure, crop straw, industrial organic waste (such as distiller’s grains and medicinal residues), edible mushroom residue, and municipal kitchen waste, achieving efficient fermentation. The equipment can adapt to the fermentation needs of different materials by adjusting the helical shaft spacing and rotation speed. For example, for industrial organic waste with high moisture content, continuous turning effectively reduces moisture content and promotes the growth of beneficial microorganisms; for crop straw with high fiber content, the helical blades tear and mix it, evenly blending it with other materials and accelerating straw degradation and maturation. This wide applicability allows companies to flexibly handle various organic wastes, improving resource utilization.
From an application benefit perspective, firstly, it significantly reduces production costs for enterprises. The equipment boasts a high degree of automation, with precise control over operations such as turning and moving via an electronic control system, reducing manual labor. Simultaneously, its variable frequency drive (VFD) power system adjusts the rotation speed according to material characteristics, resulting in higher energy efficiency and lower energy costs. Secondly, it achieves the harmless treatment and resource utilization of organic waste, reducing environmental pollution. During fermentation, high temperatures kill pathogens, insect eggs, and weed seeds in the material, eliminating odors and transforming previously polluting organic waste into high-quality organic fertilizer, aligning with the concept of green development. Finally, the equipment offers high stability and safety. Its frame is welded from high-strength steel, possessing sufficient strength and rigidity to withstand various loads during operation. The electronic control system is equipped with real-time monitoring sensors; in case of abnormal parameters, it automatically alarms and shuts down, ensuring operational safety and extending equipment lifespan.
In summary, the double screws compost turning machine, with its core advantages such as good turning effect, wide applicability, convenient operation, energy saving and environmental protection, brings multiple benefits to organic fertilizer production enterprises, including cost reduction, efficiency improvement, quality improvement and income increase. At the same time, it promotes the development of resource utilization of organic waste and has important application value in the fields of ecological agriculture and environmental protection.
A Foundational Technology for High-Quality Organic Fertilizer
The double screws compost turning machine is a pivotal technology for modern fermentation composting technology for organic fertilizer. Its efficiency and uniformity directly elevate the quality of the primary organic fertilizer fermentation process, ensuring the production of stable, mature compost that serves as the essential raw material for all downstream processing.
This equipment represents a sophisticated form of fermentation composting turning technology, often used in a trough-type aerobic fermentation composting technology setup for controlled, high-volume production. While the self propelled compost production machine offers mobility for windrows, and specialized systems like a vermicompost compost fermentation machine serve niche markets, the double screws machine is a core workhorse. The high-quality compost it produces is the starting point for a complete value chain. This mature compost can then be processed into a uniform, marketable product using a disc granulation production line, transforming bulk organic matter into precision fertilizer granules. This seamless integration from efficient turning to final granulation is what enables scalable, commercial-grade organic fertilizer manufacturing.
Ultimately, by optimizing the critical first stage of decomposition, advanced turning machines like the double screws model are not just processing waste—they are creating the consistent, high-value feedstock required for the entire organic fertilizer industry.
The sodium carbonate (soda ash) extrusion granulation production line focuses on the solidification and molding needs of powdered sodium carbonate. With “precise pretreatment – high-pressure extrusion – grading and screening – finished product output” as its core process, it achieves a stable production capacity of 4m³/hour (approximately 6.8 tons, based on a sodium carbonate density of 1.7g/cm³) through customized equipment configuration and process optimization. The finished granules are characterized by high strength, good flowability, and low moisture absorption, making them suitable for applications in chemical, building materials, and environmental protection industries.
Production Line Configuration and Core Details
I. Raw Material Pretreatment Unit: Ensuring Basic Granulation Quality
(I) Raw Material Storage and Feeding System
Raw Material Silo: Equipped with one 10m³ conical raw material silo, made of 304 stainless steel (resistant to slight corrosion from sodium carbonate). The silo has a 60° cone angle and is equipped with a vibrator and a star-shaped unloader at the bottom to prevent powder bridging and blockage. The raw material silo is equipped with a pulse dust collector at the top to collect dust generated during the feeding process. The dust emission concentration is ≤10mg/m³, meeting environmental protection standards.
Quantitative feeding device: A variable frequency controlled screw feeder (model LS300) is used, with the feeding rate precisely adjustable within the range of 2-5m³/h, suitable for a production capacity of 4m³/h. The feeder shell adopts a sealed design, and the internal spiral blades are treated with a wear-resistant coating to reduce wear on the equipment caused by sodium carbonate powder and prevent moisture absorption and agglomeration.
(II) Raw material drying and crushing pretreatment
Low-temperature dryer: Because sodium carbonate is prone to moisture absorption and agglomeration, one Φ1.2×6.0 meter drum dryer is configured. Hot air circulation heating is used, and the drying temperature is controlled at 80-100℃, reducing the raw material moisture content from ≤5% to ≤0.5%, avoiding agglomeration that affects extrusion molding. The dryer has a built-in lifting plate spiral layout, ensuring uniform heating of the material, with a drying uniformity error of ≤2%. Fine Pulverizer: A 400-type vertical pulverizer is selected, with a cutter disc made of high-chromium wear-resistant alloy. It pulverizes any lumps (particle size ≤20mm) that may exist after drying into uniform powder ≤1mm, ensuring consistent raw material fineness and improving extrusion granulation rate. The pulverizer is equipped with a grading screen, allowing flexible adjustment of the discharge particle size. The pulverizing efficiency reaches 6m³/h, meeting the continuous operation requirements of the production line.
II. Core Extrusion Granulation Unit: Key Link in High-Pressure Molding
(I) Precise Feeding and Pre-compression
Twin-Screw Pre-compressor: The pulverized sodium carbonate powder is conveyed to the twin-screw pre-compressor via a 1.5-meter belt conveyor. Through spiral extrusion, the loose powder is pre-compressed into a dense column with a density of 1.2g/cm³, avoiding problems such as uneven pressure and low granulation rate caused by direct entry into the granulator. The pre-compressor is equipped with a material level sensor, automatically linking with the front-end feeder to adjust the feed rate, ensuring stable material supply.
(II) High-Pressure Extrusion Granulation Main Unit
Core Equipment Selection: Two 2.5-type double-roller press granulators, each with a capacity of 2 m³/h, operate in parallel, achieving a total capacity of 4 m³/h. The granulator rollers are made of wear-resistant alloy steel, hardened to a hardness of HRC62 or higher, and feature customized anti-slip textures (0.8 mm depth) to enhance powder penetration.
Key Parameter Design: The extrusion pressure is precisely controlled at 12-18 MPa via a hydraulic system, ensuring that sodium carbonate powder is fully extruded and shaped within the die, resulting in granules with a compressive strength exceeding 3.0 MPa and minimal pulverization. The roller diameter is 400 mm, the roller width is 250 mm, and the die diameter can be customized (3-8 mm). A single unit achieves a stable hourly output of 2 ± 0.2 m³/h. Auxiliary Function Configuration: The granulator is equipped with an automatic roller cleaning device and a die hole unblocker to remove material adhering to the roller surface in real time, preventing die hole blockage and extending continuous operating time (≥8 hours per continuous run). Equipment operating noise is controlled below 75dB, meeting industrial production noise standards.
III. Post-processing and Finished Product Output Unit: Optimizing Quality and Efficiency
(I) Particle Crushing and Grading Screening
Roller Crusher: The extruded flaky granules are conveyed to a double-roller crusher via a 4-meter belt conveyor, crushing the flaky granules into irregular particles (3-8mm in diameter). The crusher roller gap is adjustable (1-5mm) to ensure uniform particle size after crushing.
Grading and Screening Machine: Equipped with one Φ1.5×4.0 meter drum screen, featuring a double-layer screen design. The upper screen (8mm aperture) separates oversized particles, while the lower screen (3mm aperture) screens for qualified particles. Unqualified particles (too coarse or too fine) are returned to the crusher for reprocessing via a return conveyor belt, achieving a material utilization rate of 98%. The screen is equipped with a vibration cleaning device to prevent screen clogging, achieving a screening efficiency of 5 m³/h.
(II) Finished Product Cooling and Moisture Prevention Treatment
Cooler: Qualified particles enter a Φ1.0×8.0 meter counter-current cooler, using ambient air to rapidly reduce the particle temperature from 60-80℃ to room temperature (±5℃), preventing high-temperature particles from absorbing moisture and clumping. The cooler is equipped with an induced draft device to enhance heat exchange efficiency, with cooling time controlled within 15 minutes. After cooling, the particle moisture content stabilizes at ≤0.5%. Moisture-resistant coating (optional): One Φ1.0×3.0 meter coating machine can be added according to customer needs. Using atomized spraying technology, a small amount of anti-moisture agent (such as calcium stearate, ≤0.3%) is evenly adhered to the granule surface, forming a dense protective film to further enhance the finished product’s moisture resistance and extend its shelf life.
(III) Finished Product Storage and Packaging
Finished Product Warehouse: Two 10m³ finished product warehouses (total volume 20m³) are configured. They feature a sealed design and are equipped with dehumidification and ventilation devices to maintain a relative humidity of ≤50% to prevent moisture absorption by the finished product. A star-shaped unloader is installed at the bottom of the warehouse for quantitative discharge.
Automated Packaging: A dual-station automatic packaging scale is used, supporting rapid switching between 25kg and 50kg specifications. The metering error is ≤±0.2kg, and the packaging speed reaches 120 bags/hour. The packaging machine is equipped with a dust cover and bag sealing device to reduce powder flying. Packaged finished products are transferred to the finished product stacking area via belt conveyor.
IV. Environmental Protection and Auxiliary Systems: Ensuring Stable and Environmentally Friendly Production
(I) Dust Control System Each dust-generating stage of the production line (raw material silo feeding, crusher, screening machine, packaging machine) is equipped with a pulse dust collector. A total of 3 MC-96 pulse dust collectors are installed, with a total air volume handling capacity of 15,000 m³/h and a dust collection efficiency of 99.5%, ensuring that the dust concentration in the workshop is ≤8 mg/m³, meeting national environmental protection standards.
The dust collected by the dust collectors is returned to the raw material pretreatment stage via a screw conveyor and reused in production, avoiding material waste.
(II) Intelligent Control System An integrated PLC central control system is provided, equipped with a touch screen operating interface. It can monitor the operating parameters of each piece of equipment in real time (feed rate, extrusion pressure, drying temperature, particle temperature, etc.), and supports automatic fault alarms and data recording (recording cycle ≥30 days). The system supports manual and automatic mode switching, facilitating operator management and maintenance.
(III) Equipment Protection and Adaptation Design
All equipment in contact with sodium carbonate (raw material silos, feeders, granulators, etc.) is made of mildly corrosive materials or treated with anti-corrosion coatings to prevent sodium carbonate from corroding the equipment.
The production line has a compact overall layout, occupying an area of approximately 600 square meters. Maintenance access channels (≥1.2 meters wide) are reserved between each piece of equipment for easy future maintenance. The equipment foundations are designed to withstand vibrations, reducing the impact of vibrations during the extrusion granulator operation.
Core Advantages and Application Value of the Production Line
Stable and Efficient Production Capacity: The dual-machine parallel extrusion granulation design achieves a precise hourly output of 4 m³, with an annual capacity of up to 30,000 tons (based on 300 days of operation per year and 8 hours per day), meeting the needs of large-scale production.
Excellent Finished Product Quality: The high-pressure extrusion molding process ensures high particle strength, resistance to pulverization, low moisture content, and strong moisture resistance, making it suitable for long-distance transportation and long-term storage. Environmentally friendly and energy-saving: The fully sealed design and pulse dust removal system result in minimal dust pollution; the dryer uses hot air circulation, which reduces energy consumption by 15% compared to conventional drying equipment, and keeps operating costs under control.
From Industrial Chemicals to Agricultural Inputs: A Shared Technology Base
The successful application of this sodium carbonate extrusion granulation line underscores the versatility of modern dry compaction technology. While designed for industrial chemicals, its core principles are directly transferable to the agricultural sector, highlighting a shared foundation in precision npk granulation machine technology.
The high-pressure extrusion process used here is essentially the same technology employed in a roller press granulator within a dedicated roller press granulation production line for fertilizer. This demonstrates how equipment like a npk fertilizer granulator machine operates on similar mechanical principles. For agricultural applications, a complete npk fertilizer production line integrates this granulation step into a broader npk fertilizer manufacturing process. This process begins with precise formulation using an npk blending machine or npk bulk blending machine, followed by granulation via the npk fertilizer granulator, and concludes with coating and packaging. The entire npk fertilizer production technology is an integrated system where each machine, from blender to granulator, plays a specific role in the npk fertilizer production process.
Thus, expertise in granulating sodium carbonate translates directly into the capability to produce high-density, low-dust NPK fertilizers, showcasing the interdisciplinary nature of advanced granulation engineering.
In November 2025, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. successfully completed the installation and commissioning of a roller extrusion + drum granulation composite production line tailored for a Turkish client, officially entering the stage of large-scale production. This production line innovatively integrates the dual core technologies of roller extrusion granulation and drum granulation, consolidating the entire chain from raw material pretreatment, precise batching, composite granulation, drying and cooling, coating and screening, to finished product packaging. With a robust configuration of 6 roller granulators + drum granulators, a highly automated process design, and quality standards adapted to the Eurasian market, it has become a benchmark project for Chinese high-end fertilizer equipment in overseas markets, providing Turkish fertilizer producers with a customized solution that combines flexibility and scalability.
Production Line Configuration and Core Process Analysis
The entire production line follows a closed-loop logic of “refined raw material pretreatment – precise batching and mixing – composite granulation – post-processing and finishing – standardized finished product output.” The equipment layout is scientifically compact, with seamless connections between units. The synergistic application of dual granulation processes provides dual guarantees for product quality and production capacity, fully meeting the diverse fertilizer production needs of Turkey.
Raw Material Pretreatment and Precision Batching Unit: Laying a Solid Foundation for Production
Multi-dimensional Crushing Processing: The production line is equipped with four raw material bins, which can store nitrogen, phosphorus, and potassium main raw materials and mineral auxiliary materials respectively. The raw materials are transferred via a 7-meter belt conveyor to the dual crushing system—a cage crusher and a new type of roller crusher working in tandem. Cage crushers are used for coarse crushing of large raw materials, reducing particles ≤100mm in diameter to ≤20mm. The new roller crusher performs fine crushing, employing a high-strength, wear-resistant roller shaft design. Through the squeezing and shearing action between the rollers, the coarsely crushed raw materials are further pulverized to uniform particles ≤3mm, achieving a crushing efficiency of 8 tons/hour, meeting the stringent fineness requirements of various granulation processes. The crushing stage is equipped with a cyclone dust collector and induced draft fan, achieving a dust collection efficiency of 99% and a dust emission concentration ≤10mg/m³, complying with EU environmental standards.
Precise batching and uniform mixing: The crushed raw materials are conveyed to a 5-bin batching machine via 9-meter and 7-meter belt conveyors. Each bin is equipped with a high-precision metering screw conveyor. Combined with a PLC intelligent control system, the feed rate of each raw material can be automatically adjusted according to the preset formula, with a batching error ≤0.8%, ensuring accurate fertilizer nutrient ratios. The batched materials are fed into a 40-type twin-shaft mixer via a 12-meter belt conveyor. The equipment employs an anti-rotating blade design with a wear-resistant coating on the blade surface. During mixing, the materials undergo strong convection, shearing, and tumbling motions, resulting in a mixing uniformity error of ≤2%, providing a homogeneous raw material foundation for the subsequent dual granulation process.
Roller Extrusion Granulation Pretreatment: The mixed materials are precisely fed to six 2.0-type roller extrusion granulators via a 3-meter disc feeder. The feeder utilizes variable frequency speed regulation and automatic material level control technology to ensure uniform feeding to all six granulators. This type of granulator adopts a high-strength roller design, with roller skins made of high-chromium alloy. After quenching treatment, the hardness reaches HRC62 or higher, exhibiting extremely high wear resistance. The extrusion pressure can be precisely controlled within the range of 8-18MPa, compressing materials into uniformly dense flaky granules with a stable granulation rate exceeding 93%, providing a high-quality “masterbatch” foundation for subsequent drum granulation. Six granulators operate in parallel, each with a capacity of 2.5 tons per hour, achieving a pre-processing capacity of 15 tons per hour through combined operation, significantly improving overall production efficiency.
Drum granulation molding optimization: The flaky granules extruded by the rollers are transferred to the Φ1.6X6 meter drum granulator via 5-meter, 7-meter, and 10-meter belt conveyors. This equipment is the core of the composite granulation process. The inner wall of the drum is lined with special wear-resistant plates, and the spiral layout of the lifting plates drives the material to continuously tumble within the drum. Simultaneously, the melting tank heats and melts coating agents, binders, and other auxiliary materials, which are then evenly sprayed onto the material surface through an atomizing spraying system. This further rolls the flaky granules into round, uniform spherical particles, with a particle size that can be precisely controlled within 3-5mm. The drum granulator uses a variable frequency speed control design, allowing for flexible adjustment of the rotation speed (10-20 r/min) according to the granulation effect. The spherical granulation rate reaches over 95%, and the granule compressive strength reaches 2.8MPa. It is not prone to pulverization and fully meets the needs of long-distance transportation and field application in Eurasia.
Post-processing and Finished Product Output Unit: Quality Upgrade and Efficient Delivery
Drying, Cooling, and Shaping: Wet granules from drum granulation are conveyed via a 15-meter belt conveyor to a Φ1.5X15-meter dryer. A hot air furnace provides a stable heat source, and the drying temperature is precisely controlled between 70-90℃. A hot air circulation process reduces the granule moisture content from 30% to below 12%, with a drying uniformity error of ≤3%. Subsequently, the granules are conveyed via 7-meter and 5-meter belt conveyors to a Φ1.5X15-meter cooler. A counter-current cooling process rapidly lowers the granule temperature to room temperature (±5℃), further improving granule hardness and storage stability. The cooling efficiency reaches 18 tons/hour.
Coating and Screening Optimization: Cooled granules are conveyed via a 13-meter belt conveyor to a Φ1.2X5-meter coating machine. A special coating agent is evenly applied to the granule surface using atomized spraying technology, forming a dense protective film that effectively improves the fertilizer’s resistance to moisture absorption, anti-caking properties, and slow-release nutrient effect. The coated granules are transferred to a Φ1.8X6 meter screening machine via a 10-meter belt conveyor. A double-layer screen design separates the qualified granules. Unqualified granules are crushed by a 60-type vertical crusher and then returned to the raw material mixing front end via 9-meter and 7-meter return conveyors, re-entering the granulation process. Material utilization reaches 99%.
Finished Product Storage and Automated Packaging: Qualified granules are temporarily stored in a finished product silo equipped with a material level monitoring system and dehumidification and ventilation devices to ensure stable product storage. The packaging process utilizes an automatic packaging machine that supports rapid switching between various sizes such as 25kg and 50kg. It employs gravity metering principles with high-precision sensors, achieving a metering error of ≤±0.1kg and a packaging speed of 150 bags/hour. Combined with a gantry crane and transfer system, it enables rapid warehousing and shipping of finished products.
Environmental Protection and Intelligent Control Unit: Precise Control of Green Production
Comprehensive Environmental Protection System: The production line is equipped with a complete waste gas treatment system. Waste gas from the hot air furnace undergoes multi-stage purification treatment via cyclone dust collectors and spray towers before being discharged in compliance with standards. Dust generated in each production stage is centrally collected by induced draft fans and sent to the dust removal system, achieving zero dust leakage. The water tank and spray tower are designed in conjunction to effectively treat harmful components in the waste gas, and all emission indicators comply with EU environmental regulations.
Intelligent Centralized Control: The production line integrates a central control room and a complete set of electrical control cabinets, adopting a PLC intelligent control system that can monitor the operating parameters of each piece of equipment in real time (speed, pressure, temperature, material level, etc.), supporting automatic fault alarms, data recording, and remote diagnostic functions. The walking platform facilitates operators’ maintenance and repair of high-level equipment, achieving precise control and safe and efficient operation of the entire production process.
Core Advantages and Regional Adaptability of the Production Line
Innovative Composite Granulation Process: The combination of roller extrusion and drum granulation ensures both particle density and strength, while also achieving rounded particle shape. Product quality far surpasses that of single-granulation processes, meeting the demands of the high-end fertilizer market.
Precise Adaptation to Regional Conditions: Core equipment utilizes high-temperature, wear-resistant, and corrosion-resistant materials, adapting to the high-temperature and dry characteristics of Turkey’s Mediterranean climate. The production line design complies with EU technical standards and environmental requirements, facilitating customer expansion into the Eurasian market.
High Efficiency, Energy Saving, and Cost-Effectiveness: The coordinated configuration of six roller granulators and drum granulators achieves a stable production capacity of 20 tons/hour, with an annual capacity of up to 150,000 tons. The entire process employs energy-saving motors and optimized process design, reducing energy consumption by 15% compared to conventional production lines with the same capacity, significantly lowering customer production costs.
The successful commissioning of the roller extrusion + drum granulation production line in Turkey not only demonstrates Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd.’s comprehensive strength in the R&D of composite granulation equipment and the implementation of high-end overseas projects, but also provides efficient and stable equipment support for the modernization of agriculture in the Eurasian region. In the future, Huaqiang Heavy Industry will continue to focus on the diversified needs of global customers, optimize product performance and service solutions, and provide customized high-end fertilizer production solutions for more countries and regions, allowing “Made in China” to shine even brighter in the international market.
Synergizing Technologies for Superior Product Quality
The successful delivery of this composite granulation line to Turkey exemplifies Huaqiang Heavy Industry’s expertise in integrating multiple advanced technologies into a single, high-output fertilizer production machine system. This project highlights a sophisticated approach to the modern npk fertilizer manufacturing process, where product quality is paramount.
The line’s innovation lies in the strategic combination of two proven granulation methods. The initial stage utilizes a roller press granulator production line configuration, where multiple fertilizer compaction machine units perform dry fertilizer granules compaction to create a dense pre-form. This is seamlessly followed by a finishing stage of drum granulation in a rotary drum granulator, which rounds and polishes the particles. This hybrid process leverages the strengths of both the fertilizer compactor for density and the drum for shape, creating a superior final product that meets the stringent demands of the high-end Eurasian market within an efficient npk manufacturing process.
This project underscores a key trend in professional fertilizer manufacturing: the intelligent integration of complementary technologies to achieve product characteristics that single-process lines cannot match, providing clients with a distinct competitive advantage.
In the entire chain of organic fertilizer production, the drum fertilizer dryer, as a key piece of organic fertilizer production equipment, is by no means an optional auxiliary device, but rather a core link that determines product quality, production efficiency, and market competitiveness. It is an indispensable piece of equipment for organic fertilizer processing plants.
Firstly, it precisely solves the problem of moisture content in organic fertilizer raw materials. Organic fertilizer raw materials are mostly livestock and poultry manure, straw, and mushroom residue. Fresh raw materials have a moisture content exceeding 60%, and directly entering subsequent processes can easily cause equipment clogging, prevent proper shaping, and promote mold growth. The drum fertilizer dryer, through high-temperature hot air circulation, can quickly reduce the moisture content of the raw materials to a suitable range of 30%-40%, laying the foundation for subsequent processes.
Secondly, it is a key guarantee for improving the quality of organic fertilizer. Organic fertilizer that is not sufficiently dried is prone to secondary fermentation, clumping, and deterioration during storage and transportation, which reduces fertilizer efficiency and pollutes the environment. The drum fertilizer dryer can simultaneously kill insect eggs and bacteria during drying, reducing the risk of pests and diseases, and also improving the strength and uniformity of fertilizer granules.
Furthermore, its high efficiency and stability are perfectly suited to the needs of industrialized organic fertilizer production lines. The drum fertilizer dryer has a large processing capacity and high efficiency, meeting the requirements of large-scale continuous operation. At the same time, energy consumption is controllable; by adjusting the temperature and rotation speed, it can reduce costs and increase efficiency while ensuring effectiveness.
For organic fertilizer processing plants, equipping themselves with a high-efficiency drum fertilizer dryer, a core piece of organic fertilizer production equipment, is a necessary condition for achieving improved quality, increased efficiency, and green development in organic fertilizer production lines.
In today’s landscape of various organic fertilizer granulation equipment, fertilizer compaction machines, with their unique technological approach, have established a distinct competitive advantage over rotary drum granulators, ring die pelleting machines, and flat die pelleting machines. This type of equipment, which uses mechanical pressure to shape materials, provides organic fertilizer production lines with more diverse technological options.
Comparing various granulation equipment, ring die pelleting machines and flat die pelleting machines employ similar extrusion principles, but each has its own characteristics in terms of specific structure and applicable scenarios. Fertilizer compaction machines maintain a relatively simple mechanical structure among these equipment types. This design feature makes them outstanding in terms of ease of maintenance and operational stability, making them a reliable choice for many fertilizer production enterprises.
With technological advancements, new type organic fertilizer granulators are constantly emerging, but extruders maintain their unique market position. Modern extrusion equipment, while inheriting traditional advantages, integrates innovative elements such as intelligent control and energy consumption optimization, enabling it to continue to maintain its competitiveness against other types of granulation equipment.
With the trend of diversified development in organic fertilizer granulation equipment, extruders continue to play an irreplaceable role in modern fertilizer production due to their unique technical characteristics and reliable product performance. They not only enrich the process routes for organic fertilizer production but also provide production enterprises with more diversified product development possibilities.
In the large-scale production of bio-organic fertilizers, flexible adaptation to diverse raw materials and product requirements is crucial for enhancing competitiveness. As a core piece of bio-organic fertilizer equipment, the fertilizer compaction machine, relying on fertilizer granules compaction technology, precisely addresses production pain points in multiple scenarios, providing crucial support for the efficient and flexible operation of bio-organic fertilizer production lines.
When dealing with diverse raw materials, the advantages of fertilizer granules compaction technology are significant. Bio-organic fertilizer raw materials include livestock and poultry manure, straw, and fungal residue, with varying moisture content and fiber content. The fertilizer compaction machine can adapt to different raw materials by adjusting parameters such as extrusion pressure and rotation speed: strengthening shear force for high-fiber materials and optimizing anti-sticking design for high-moisture materials. This allows for granulation of multiple raw materials without changing equipment, significantly broadening the range of raw materials suitable for bio-organic fertilizer production lines.
In terms of product form optimization, this technology can precisely control granule specifications. Different scenarios require different particle sizes and hardness for organic fertilizers; for example, field fertilizers require large, hard granules for mechanical application, while seedling fertilizers require fine, soft granules. By changing molds and adjusting technical parameters, the fertilizer granules compaction machine can mass-produce products of different specifications, allowing bio-organic fertilizer production lines to flexibly respond to market demands and enhance product competitiveness.
Furthermore, the low energy consumption and low pollution characteristics of this technology align with green production requirements. It requires minimal binders, ensuring both high molding efficiency and preservation of raw material nutrients, while minimizing dust and wastewater emissions. This contributes to the environmentally friendly and efficient operation of bio-organic fertilizer production lines, demonstrating the empowering value of advanced technology for bio-organic fertilizer equipment and industry development.