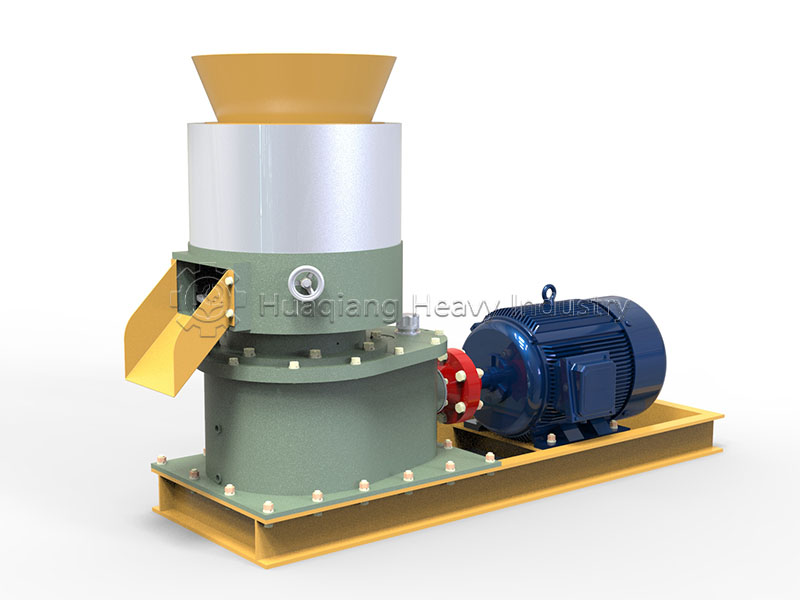
New type organic fertilizer granulator: Empowering green production in the fertilizer industry
Amid the rise of ecological agriculture and the continued surge in demand for organic fertilizer, new type organic fertilizer granulators, leveraging technological innovations from traditional equipment, have become key equipment for the fertilizer industry, addressing challenges in organic fertilizer granulation and promoting green production.
The most prominent advantage of the new type organic fertilizer granulator is its adaptability to organic fertilizer raw materials. Organic fertilizer raw materials, primarily derived from livestock and poultry manure, straw, and food waste, often exhibit large moisture fluctuations, high fiber content, and prone to clumping. By optimizing the conditioning system and granulation structure, the new equipment can flexibly adjust the raw material moisture and temperature. This allows for uniform granulation even with high-moisture, high-fiber raw materials, significantly improving granulation efficiency and effectively reducing raw material waste.

The new type organic fertilizer granulator is also known for its “green and efficient” design. By upgrading its transmission system and adding a dust collection device, the new equipment achieves low energy consumption and low pollution while improving production efficiency.
Furthermore, the new type organic fertilizer granulator can help enhance the competitiveness of organic fertilizer products. The organic fertilizer particles it produces have uniform density, moderate hardness, and are not easy to break; more importantly, the low-temperature granulation process of the new equipment can maximize the retention of beneficial microorganisms and active ingredients in the organic fertilizer, ensuring a longer-lasting fertilizer effect.