How can organic fertilizer production lines adapt to the needs of ecological agriculture?
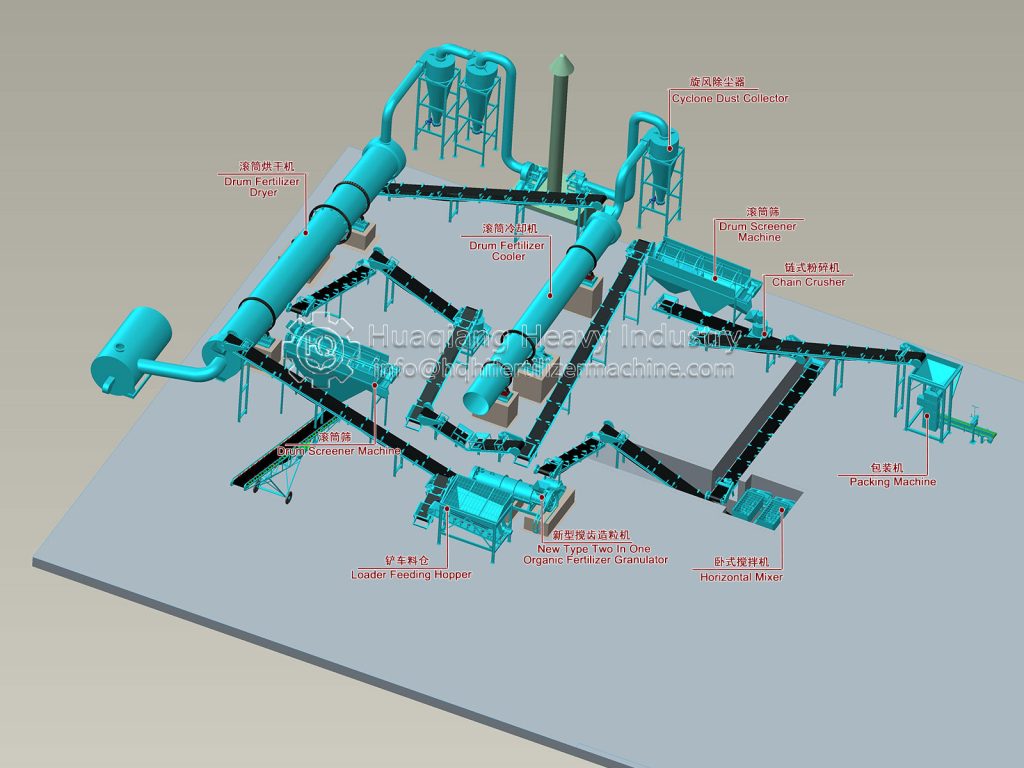
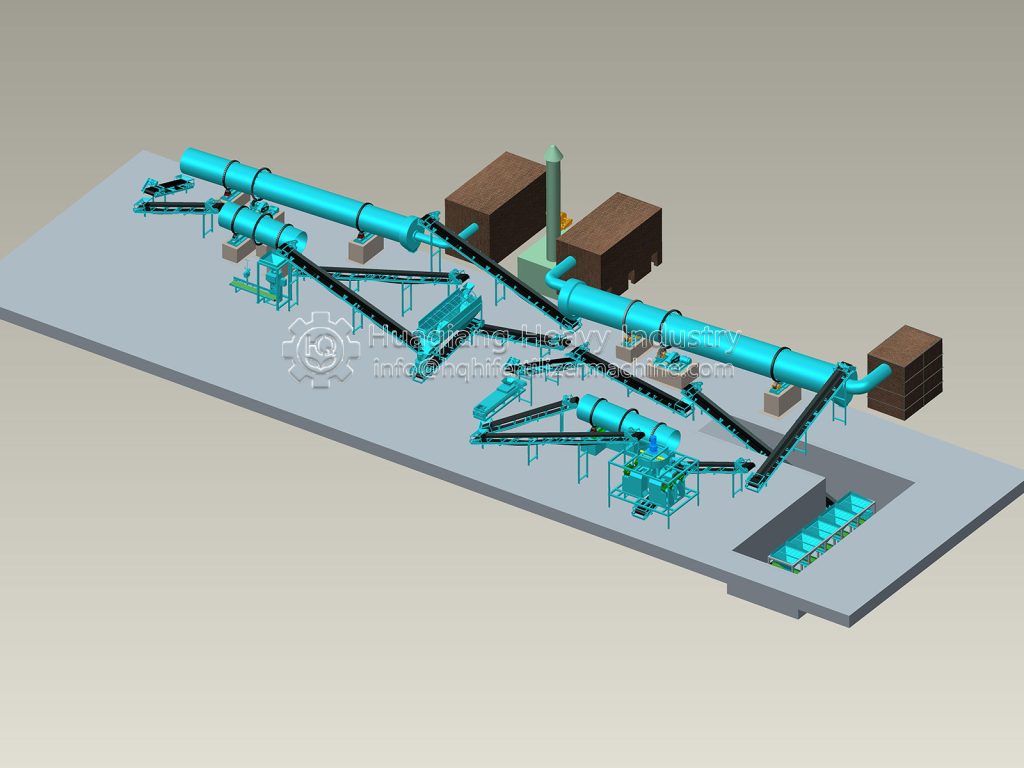
Ecological agriculture’s requirements for “no chemical additives” and “full-cycle composting” of fertilizers are driving targeted adjustments to organic fertilizer production lines.
In ecological farming, the use of chemical regulators is prohibited. Organic fertilizer production lines must optimize the microbial community structure to achieve natural composting of raw materials. For example, complex microbial agents can be used instead of traditional chemical ripening agents to ensure that no exogenous pollutants are introduced during the fermentation process.
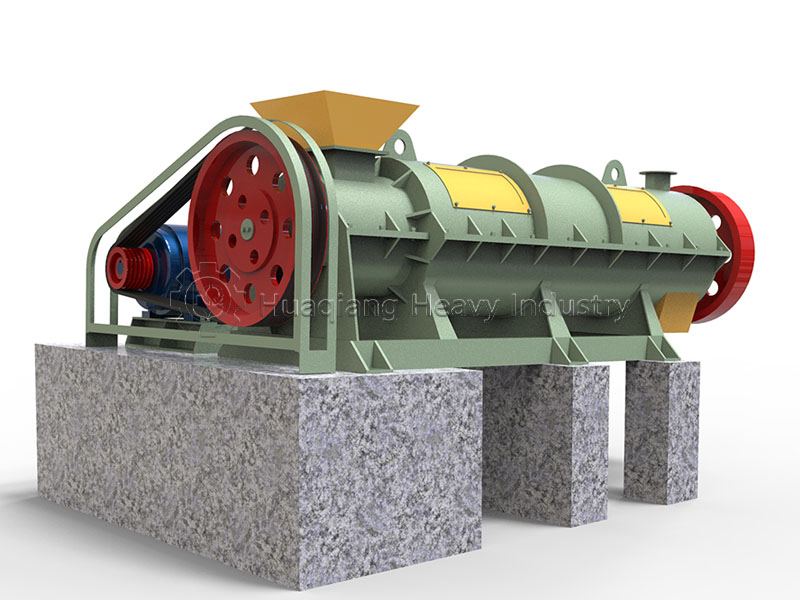
At the same time, ecological agriculture emphasizes the “cultivation-livestock cycle.” Organic fertilizer production lines must adapt to a variety of ecological raw materials, such as rice husks and mushroom residues, using precise pulverization and mixing processes to ensure balanced nutrient release.
Furthermore, to meet the demand for “light and simplified fertilization” in ecological farming, end-of-line production lines must enhance granulation and slow-release technologies to adapt fertilizers to various ecological farming scenarios, such as drip irrigation and broadcasting, thus achieving a closed loop of “fertilization-growth-soil maintenance.”
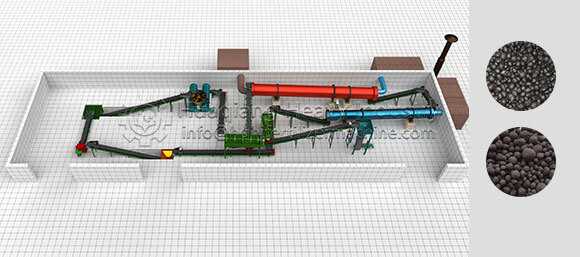
At present, the application rate of products of this type of organic fertilizer production line adapted to ecological agriculture in ecological fruit and vegetable planting has increased by 35% compared with ordinary production lines. After some ecological tea gardens adopted this type of fertilizer, the tea polyphenol content in tea increased by an average of 8%, and the pass rate of pesticide residue detection remained at 100%, further verifying the adaptability of the production line to ecological planting.