Precise matching, no waste! Configuring fertilizer production lines based on raw materials
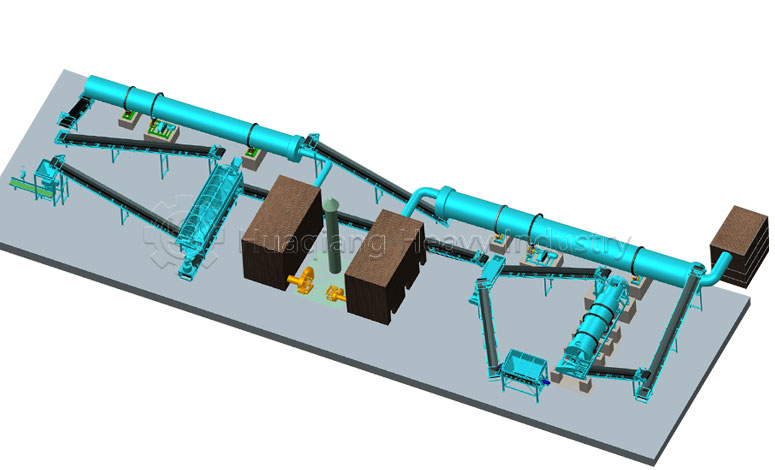
The core of fertilizer production line configuration is “raw material adaptation.” Different raw materials (moisture content, particle size, and composition) require significantly different choices of pre-treatment, fermentation, and granulation equipment. Blindly copying generic solutions easily leads to low capacity, poor product quality, and high energy consumption.
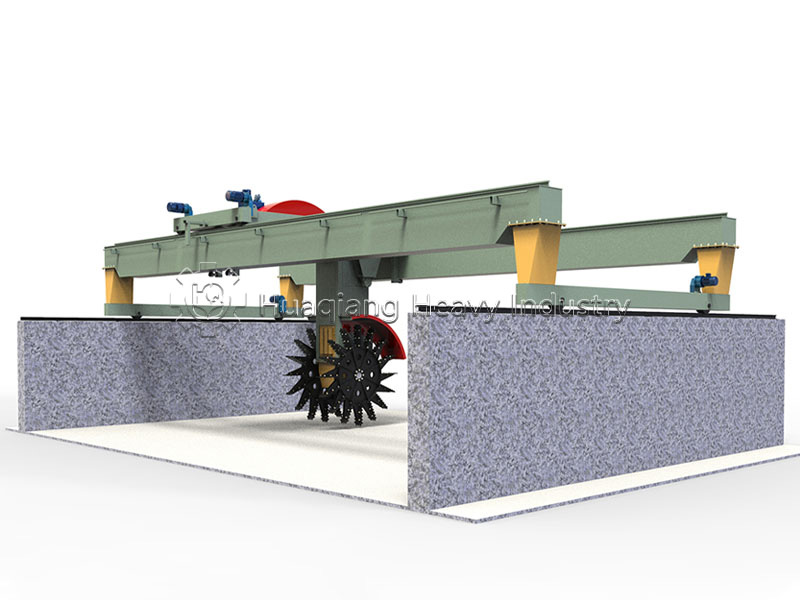
If the raw material is high-moisture livestock and poultry manure (such as chicken manure, pig manure, with a moisture content of 60%-80%): the pre-treatment stage requires a solid-liquid separator and crushing and screening equipment to reduce moisture to 55%-60%, remove impurities, and finely process the material; the fermentation stage uses a trough-type or crawler-type compost turning machine to ensure ventilation and oxygen supply, accelerating decomposition; the granulation stage prioritizes an organic fertilizer disc granulator (wet granulation), paired with a dryer and cooler, to adapt to the molding needs of high-moisture raw materials, followed by a screening machine and packaging machine to complete the entire process.

If the raw material is dry, loose organic material (such as straw, sawdust, with a moisture content of 10%-20%): the core of pre-treatment is crushing and mixing, using a high-speed crusher to refine the raw material to 2-5 centimeters, and then mixing it with livestock and poultry manure and fermentation agents to adjust moisture and carbon-nitrogen ratio; the fermentation stage can use a windrow compost turning machine, adapting to the turning needs of loose materials; the granulation stage is suitable for a double roller press granulator (dry granulation), requiring no additional water, directly extruding and forming the material.
If the raw material is industrial organic waste residue (such as mushroom residue, pharmaceutical residue, with complex composition): a pre-treatment screening stage needs to be added to remove heavy metals and other harmful impurities, and then a special mixer is used to precisely adjust nutrients; the fermentation stage uses a closed trough-type compost turning machine to control odor diffusion; the granulation stage selects a flat die or ring die pelleting machine based on the viscosity of the waste residue.
Core adaptation principle: First, clarify the three key indicators of raw material moisture content, particle size, and composition, and then sequentially match the core equipment for pre-treatment, fermentation, etc.