Facilitating efficient organic fertilizer production and promoting green agricultural development
In the field of organic fertilizer production, a highly efficient and reliable granulation equipment is crucial, and the organic fertilizer disc granulator is a highly favored choice. As the core organic fertilizer granulation equipment, it can accurately convert fermented organic raw materials such as livestock and poultry manure and straw into granular organic fertilizer, injecting strong momentum into green agricultural development.
The organic fertilizer disc granulator offers significant advantages. Its granulation rate exceeds 95%, far surpassing ordinary granulation equipment. The main gear is treated with high-frequency quenching, doubling its service life and reducing equipment replacement costs. The equipment adopts an inclined disc design, coupled with adjustable rotation speed and inclination angle, allowing it to adapt to different types of organic raw materials. Whether the material is powdery or slightly viscous, it can be efficiently granulated, fully demonstrating its strong material adaptability.
From a workflow perspective, it is simple and scientific to operate. First, the organic raw materials are pre-processed, crushed to a particle size of 0.1-1mm and thoroughly mixed, and then evenly fed into the disc by the feeding device. At the same time, the water spraying device precisely sprays an appropriate amount of water to maintain the material’s moisture content at 10%-20%. As the disc rotates, the materials tumble and bond under the action of centrifugal force, friction, and gravity, gradually forming granules with a sphericity exceeding 80%. Finally, after screening, unqualified granules are returned for reprocessing, ensuring the quality of the finished product.
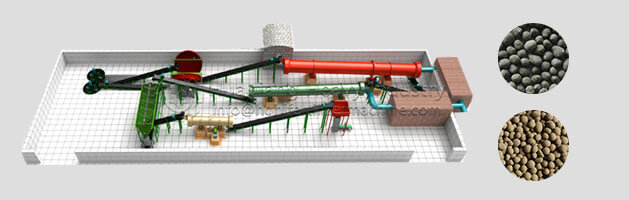
This equipment is not only suitable for small and medium-sized organic fertilizer production plants but can also be integrated into large-scale organic fertilizer disc granulation production lines, working in conjunction with supporting equipment such as fertilizer crushers, mixers, and dryers to build a complete organic fertilizer production equipment system. The resulting granular organic fertilizer has uniform nutrients, high strength, is easy to store and transport, and can also improve soil structure and enhance soil fertility.







