Windrow compost turning machines empower bio-organic fertilizer equipment
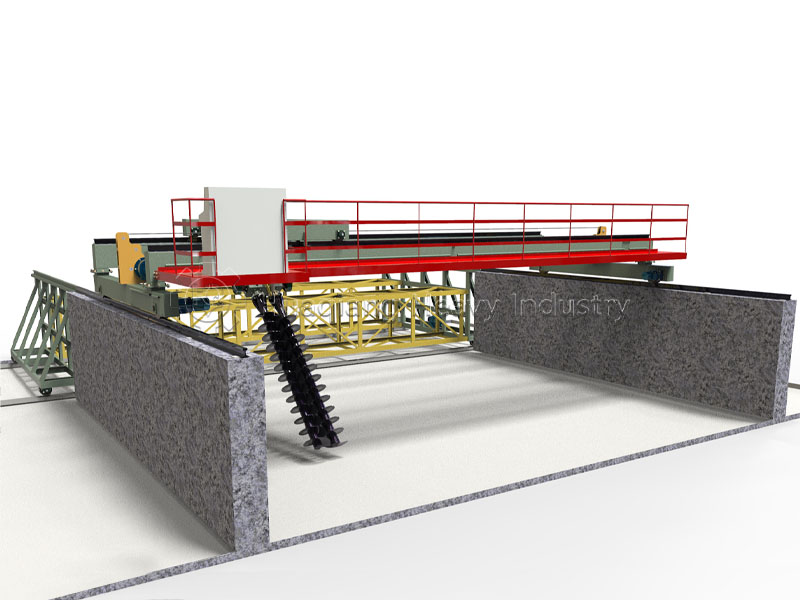
In the entire process system of bio-organic fertilizer equipment, the windrow compost turner is the “core engine” of the fermentation stage. With its unique operational advantages, it solves the efficiency and quality challenges of organic material composting.
As a key component of bio-organic fertilizer equipment, the windrow compost turner precisely controls the core conditions for composting. Organic material composting requires maintaining a high temperature of 55-65℃. Through regular turning, the windrow compost turner can dissipate excess heat from the center of the pile, protecting the activity of beneficial microorganisms, and also rapidly raise the temperature of low-temperature materials, ensuring uniform composting progress throughout the pile.

In the closed-loop process of bio-organic fertilizer equipment, the windrow compost turner plays a crucial role. It inherits the results of the previous raw material mixing process, transforming loose materials into a uniformly composted, high-quality substrate. This reduces obstacles for subsequent crushing and granulation equipment, preventing equipment blockages or fertilizer quality defects caused by uncomposted materials. Its highly efficient decomposition capabilities enable the large-scale production of bio-organic fertilizer equipment, facilitating the mass implementation of organic waste resource utilization.
The windrow compost turning machine, with its flexible and efficient decomposition capabilities, has become an indispensable core component of bio-organic fertilizer equipment. It makes the ecological transformation of organic waste more controllable and efficient, providing robust equipment support for green agriculture development and promoting the implementation of the circular agriculture concept.