In bio-organic fertilizer production lines, crushing hard materials such as straw clumps and dead branches is a common challenge. This can easily lead to jamming and blade wear in the core bio-organic fertilizer equipment (bio-organic fertilizer crusher), and also affect the operation of the entire production line. Efficiently processing hard materials with this equipment requires key adaptation techniques and risk avoidance strategies, balancing efficiency and equipment protection.
Technique 1: Raw material pre-treatment. First, remove impurities such as metal and stones to avoid damaging the blades; cut large pieces of material to less than 10 centimeters to reduce equipment load. Select blades according to material hardness; use wear-resistant alloy blades for high-hardness materials, and pre-soften coarse fibrous materials to ensure material compatibility with subsequent production line processes.
Technique 2: Precise equipment parameter matching. Do not use conventional parameters; slightly reduce the speed for high-hardness materials to maintain torque, and slightly increase the speed for coarse fibrous materials to facilitate secondary crushing; ensure uniform feeding to avoid overload and jamming, and ensure that the crushed material meets the requirements of subsequent processes in the production line.
Troubleshooting Guide: Immediately stop the machine and check for any abnormal noises or vibrations during operation; after operation, clean the remaining material in the chamber, check the blades and screens, and perform timely maintenance and lubrication. Scientific operation will allow the bio-organic fertilizer equipment to stably serve the production line, extend its service life, and ensure efficient and smooth production.
DAP (diammonium phosphate) and MAP (monoammonium phosphate) compound fertilizers, due to their high phosphorus content, have stringent granulation requirements. Using an NPK fertilizer production line for granulation requires careful adaptation and control throughout the entire process, focusing on raw material characteristics while balancing granule quality and equipment wear to achieve stable production.
Pre-treatment before granulation is fundamental. DAP/MAP raw materials must be crushed to 80-100 mesh, with moisture content controlled at 8%-12%; nitrogen, potassium, and other auxiliary materials are precisely measured according to the formula and fed into the fertilizer mixer machine of the NPK production line along with the DAP/MAP raw materials for thorough mixing. The mixing speed must be strictly controlled to prevent frictional heat from causing nutrient decomposition, laying the foundation for a uniform material.
Equipment adaptation and parameter adjustment during granulation are crucial. The rotary drum granulator or flat die pelleting machine of the NPK production line should be prioritized: for rotary drum granulation, adjust the inclination angle to 3°-5°and the rotation speed to 20-30 r/min, and precisely control the moisture content to 15%-18% through spraying; for flat die granulation, adjust the die hole diameter and roller pressure to match the raw material viscosity. Additionally, DAP requires a slight increase in ammoniation to maintain strength, while MAP requires strict control of the conditioning liquid to prevent moisture absorption.
Post-granulation quality verification is essential. The granules must be dried promptly (temperature 80-100℃) and screened to ensure the finished product has a moisture content of ≤2% and a particle size of 2-4.75mm; unqualified granules are returned to the fertilizer mixer machine for reprocessing. Granule strength and nutrient uniformity are monitored throughout the process, and equipment parameters are fine-tuned to ensure consistent quality.
In material handling processes across numerous industries, including mining, building materials processing, chemical purification, food grading, and agricultural screening, precise and efficient screening is crucial for ensuring product quality and improving production efficiency. The drum vibrating screen, a high-efficiency screening device integrating the advantages of both drum screens and vibrating screens, breaks through the performance limitations of single screening equipment with its unique “drum rotation + vibration” dual-drive mode. It has become the preferred equipment for large-scale material screening in various industries, providing a reliable solution for the precise grading of materials of different particle sizes.
The stable and efficient operation of the drum vibrating screen stems from its scientifically designed structure, where core components work together to form a complete screening system. The drum body, the core of the equipment, consists of a screen, a support frame, and a drum shell. The screen aperture can be precisely customized according to specific screening needs, which is the foundation for separating materials of different particle sizes. The vibration device is key to improving screening efficiency. It typically consists of a motor, eccentric blocks, or vibration springs. By generating stable vibrations, it ensures uniform material distribution within the drum, preventing localized accumulation that could lead to insufficient screening. The drive unit, consisting of a motor and reducer, powers the drum’s rotation and precisely controls its speed to adapt to the screening rhythm of different materials. The support system, employing a combination of a support frame and bearings, stably supports the drum while reducing frictional losses during operation, ensuring smooth equipment operation. The inlet and outlet form an orderly material flow channel, with the outlet designed according to particle size classification to ensure accurate discharge of materials of different specifications. Furthermore, the sealing device effectively prevents dust leakage during screening, maintaining a clean working environment and meeting the requirements of modern green industrial production.
The core advantage of the drum vibrating screen stems from its unique working principle, achieving efficient screening through the synergistic effect of rotation and vibration. When material enters the drum through the inlet, the drive unit drives the drum to rotate at a uniform speed, while the vibrating device simultaneously generates vibration. Under the combined action of rotational and vibrational forces, the material continuously tumbles and spreads within the drum, ensuring full contact with the screen mesh. At this point, fine particles smaller than the screen mesh size pass smoothly through the mesh, completing the initial screening; while coarse particles larger than the mesh size move forward along the inner wall of the drum under the propulsion of rotation and vibration, eventually being discharged from the corresponding coarse material outlet. This dual-drive mode not only makes material screening more thorough but also significantly improves processing efficiency, meeting the continuous operation needs of large-scale production and avoiding the drawbacks of traditional single screening equipment, such as small processing capacity and low efficiency.
The unique structure and working principle endow the drum vibrating screen with many significant features, making it widely adaptable to various industries. High-efficiency screening is its core competitiveness; the dual action of rotation and vibration greatly improves screening efficiency while providing a large processing capacity, adapting to continuous production rhythms. Its application range is extremely wide, achieving stable screening of dry ore particles, building material raw materials, as well as food raw materials and agricultural waste with high moisture and viscosity, demonstrating good adaptability to material moisture and viscosity. The equipment structure is relatively simple, with a reasonable layout of core components, convenient subsequent maintenance, and strong operational stability, effectively reducing the company’s operation and maintenance costs. Furthermore, the equipment boasts excellent adjustability. By changing the screen mesh with different apertures or adjusting the vibration frequency, it can quickly adapt to the screening needs of different materials, offering exceptional flexibility. Simultaneously, the drum and screen are made of wear-resistant materials, ensuring a long service life and further reducing operating costs.
From ore grading in mines to aggregate screening in building material plants, from raw material purification in food factories to seed sorting in farms, the drum vibrating screen, with its core advantages of high efficiency, stability, and flexibility, provides strong support for screening operations across various industries. Against the backdrop of industrial production transitioning towards higher efficiency and greener practices, this equipment, integrating the advantages of dual-effect screening, not only improves enterprise production efficiency but also aligns with the development trend of environmentally friendly production, becoming an important piece of equipment driving the upgrading of material handling across various industries.
A Critical Quality Control Unit in Fertilizer Production
The drum vibrating screen exemplifies the critical role of precise material classification in industrial processes. In the fertilizer manufacturing industry, this type of efficient screening equipment is an indispensable component of professional fertilizer manufacturing equipment, ensuring the uniformity and quality of the final product.
Within a complete npk fertilizer production line, a screening machine is typically integrated at multiple stages of the npk fertilizer production process. For instance, after raw materials are precisely blended by an npk blending machine or npk bulk blending machine, screening may be used to ensure uniformity before granulation. Following granulation—whether using a disc granulation production line with a disc granulator for shaping or a roller press granulator production line—the hot, shaped granules are screened to separate on-spec product from undersized or oversized particles for recycling. This screening step is equally vital in an organic fertilizer production line, which begins with raw material processing using a windrow composting machine. The high-efficiency screening ensures that only granules of the correct size are packaged, directly impacting the marketability and performance of both standard NPK and specialized bio organic fertilizer production line outputs.Thus, the screening machine acts as a crucial quality gate, working in concert with blenders, granulators, and dryers to produce the consistent, high-quality fertilizer that modern agriculture requires.
With the rapid development of ecological agriculture, the market demand for organic fertilizers continues to rise, and the corresponding production methods are also becoming increasingly diversified. Based on differences in fermentation methods and production scale, the current mainstream organic fertilizer production methods mainly include the windrow composting method, the fermentation tank method, and the Bokashi method. Each method has its own focus in terms of process design, equipment requirements, and applicable scenarios, respectively adapting to large-scale commercial production, precise customized production, and small-scale home/garden planting needs, collectively promoting the resource utilization of agricultural waste.
The windrow composting method is the mainstream choice for large-scale aerobic composting and is widely used in large organic fertilizer production enterprises, especially suitable for processing large quantities of agricultural waste such as crop straw and livestock manure from large-scale farms. The core advantage of this method lies in its strong large-scale processing capacity. Through dedicated windrow turning equipment (such as crawler-type windrow turners and trough-type windrow turners), automated turning of tens of thousands of tons of compost piles can be achieved, significantly improving labor efficiency and precisely controlling the aeration and temperature distribution of the compost pile. In the production process, the compost pile is usually stacked in windrows, with a height of 1.5-2 meters and a width of 3-5 meters. The windrow turner regularly turns the pile to maintain a stable temperature of 50-60℃, ensuring the killing of pathogens and the complete decomposition of organic matter. In addition, the equipment investment of the windrow composting method is relatively controllable, and the production process is mature, making it suitable for producing general-purpose organic fertilizers. The products are mainly supplied to large-scale planting bases and grain-producing areas, effectively reducing the reliance of large-scale agricultural production on chemical fertilizers and solving the problem of disposing of large quantities of agricultural waste. However, this method is subject to significant site limitations, requiring sufficient composting space, and the fermentation cycle is relatively long, usually requiring 25-35 days.
The fermentation tank method uses closed tank equipment as its core and is suitable for aerobic or anaerobic fermentation production requiring a highly controlled fermentation environment, especially widely used in the production of liquid organic fertilizers, such as amino acid liquid fertilizers and humic acid liquid fertilizers. The greatest advantage of this method lies in the precise and controllable fermentation process. The sealed tank effectively isolates the process from external environmental interference. Through an intelligent control system, parameters such as temperature, oxygen content, and pH value are adjusted in real time, ensuring that microorganisms remain in their optimal metabolic state. This results in a fermentation efficiency increase of over 30% compared to traditional methods. In anaerobic fermentation mode, the fermentation tank can efficiently process high-concentration organic wastewater and livestock manure, producing organic fertilizer while simultaneously recovering biogas, achieving a dual output of energy and fertilizer. The aerobic fermentation mode can be used to produce high-quality powdered organic fertilizer. By precisely controlling the carbon-nitrogen ratio and fermentation time, the organic matter content and nutritional stability of the product are improved. The fermentation tank method is suitable for small and medium-sized fine fertilizer production enterprises. The products are mostly customized formulations, supplied to facilities such as greenhouse agriculture and fruit and vegetable planting bases that have high requirements for fertilizer quality. However, the initial investment in equipment is high, and the technical requirements for operators are also more stringent.
The Bokashi method is a small-scale anaerobic fermentation composting method. With its advantages of simple operation and short fermentation cycle, it has become an ideal choice for home gardening, backyard vegetable gardens, and small farmers. This method uses specific functional microorganisms (such as EM bacteria) as the core. Kitchen waste, household plant residues, and a small amount of animal manure are mixed with molasses and EM bacterial agents and placed in a sealed container for anaerobic fermentation. Composting is completed in only 7-15 days, shortening the composting cycle by more than half compared to traditional methods. The fermentation products of the Bokashi method are divided into solid fertilizer and fermentation liquid. The solid fertilizer can be directly applied to the soil or used as a seedling substrate, and the fermentation liquid can be diluted and sprayed as a foliar fertilizer, achieving full resource utilization. In addition, this method does not require large equipment, has a low operating threshold, and can effectively treat household organic waste, reducing the amount of household waste, thus possessing both economic value and environmental significance. However, the Bokashi method has a small processing scale and is not suitable for large-scale commercial production. Furthermore, strict control of sealing conditions is required during the fermentation process; improper sealing can easily lead to fermentation failure and produce unpleasant odors. The differentiated development of different production methods allows organic fertilizer production to adapt to different needs, providing diversified technical support for green agricultural development.
From Fermentation to Finished Product: The Industrial Pathway
The diverse composting methods—windrow, tank, and Bokashi—each serve as the starting point for transforming organic waste into valuable amendments. To scale these processes for commercial markets, the compost produced must be integrated into a formal organic fertilizer manufacturing system, which standardizes and enhances the final product.
For large-scale operations utilizing windrow composting, the mature compost is processed through a complete organic fertilizer production line. The initial stage relies on advanced fermentation composting turning technology, often using equipment like a chain compost turning machine. To create a market-ready product, this compost undergoes organic fertilizer production granulation. Producers can choose specialized systems like an organic fertilizer disc granulation production line for uniform pellets or a more flexible organic fertilizer combined granulation production line. If microbial inoculants are added, this entire system becomes a sophisticated bio organic fertilizer production line, ensuring the survival and efficacy of beneficial microbes in the final product. This integration bridges the gap between raw composting and commercial-grade fertilizer.Ultimately, the choice of initial composting method defines the feedstock, while the subsequent industrial processing line defines the quality, consistency, and scalability of the fertilizer that reaches the farmer, enabling sustainable practices at every scale.
The core competitiveness of NPK compound fertilizers lies in the precise proportioning and uniform distribution of nitrogen, phosphorus, and potassium nutrients. This advantage is achieved through the synergistic operation of the fertilizer mixer and NPK fertilizer granulator in the NPK fertilizer production line. These two pieces of equipment respectively undertake the core tasks of uniform nutrient mixing and precise shaping and solidification, jointly ensuring the efficacy and quality of the finished fertilizer.
The fertilizer mixer machine is the “first line of defense” for nutrient balance. The pre-treated nitrogen, phosphorus, and potassium raw materials, fillers, and enhancers must first be efficiently mixed to break down particle aggregation, ensuring full nutrient integration and controllable nutrient deviation in the mixed materials.
The NPK fertilizer granulator undertakes the critical mission of “nutrient solidification and shaping.” After the uniformly mixed materials are fed into the NPK fertilizer granulator, the equipment transforms the loose materials into granular form through wet rolling or dry extrusion. Based on the characteristics of the NPK raw materials, the granulator can precisely control the particle size and strength, firmly locking the nutrients inside the granules and preventing nutrient stratification and loss during transportation and storage.
In the NPK fertilizer production line, the synergistic connection between the fertilizer mixer and the NPK fertilizer granulator forms the core link of “precise mixing – stable shaping.” The former ensures nutrient uniformity, and the latter ensures product stability. Together, they enable NPK compound fertilizers to meet the nutrient needs of different crops and adapt to the efficient application requirements of large-scale agricultural production.
In numerous industries, including chemical raw material transfer, building material production batching, food processing conveying, environmental solid waste treatment, and coal mining transportation, efficient and clean material conveying is a core element ensuring smooth production processes. Screw conveyors (also known as screw feeders or screw elevators), as a simple and stable conveying equipment, utilize a unique screw drive design to achieve horizontal, inclined, and even vertical conveying of granular and small lump materials, making them a backbone device in material conveying systems across various industries. They push materials through the rotation of screw blades, completing the conveying operation in a closed environment, ensuring both conveying efficiency and environmental compliance, providing reliable material flow guarantees for large-scale production.
The stable operation of screw conveyors relies on a scientifically sound structural design, with each core component working in concert to form a complete conveying system. The screw shaft is the core transmission component of the equipment, welded from screw blades to the shaft body. The helical angle of the blades is precisely designed to ensure a stable pushing force during rotation, driving the material forward. The conveying pipe typically employs a cylindrical structure, serving not only to house the screw shaft and materials but also creating a sealed conveying space. This effectively reduces material leakage and dust emissions, aligning with environmentally friendly production principles. The drive unit, consisting of a motor and a reducer, provides stable rotational power to the screw shaft while adjusting the speed via the reducer to suit different conveying needs. The inlet and outlet handle material entry and exit, respectively, and their positions can be flexibly adjusted according to the conveying angle, ensuring smooth material flow. The support frame provides stable support to the conveying pipe, reducing vibration during operation and ensuring a smooth conveying process. Sealing devices are installed at the inlet, outlet, and other connection points to further enhance the sealing effect, preventing material leakage and the entry of external impurities, ensuring the purity of the conveyed material. The control device enables precise control of equipment start-up and shutdown, as well as conveying speed, making quantitative conveying possible.
The screw conveyor operates on a simple and efficient principle, utilizing the rotational transmission of helical blades to transport materials. During operation, material first enters the sealed conveying pipe through the inlet. Then, the drive unit starts, causing the screw shaft to rotate at a constant speed. The screw blades rotate synchronously, generating axial thrust, which propels the material continuously forward along the conveying direction. When the material is pushed to the outlet, it is discharged from the outlet under the combined action of the pushing force of the screw blades and the material’s own gravity, completing the entire conveying process. The entire process takes place in a sealed environment, ensuring continuous and stable material conveying without much manual intervention, thus improving conveying efficiency and avoiding environmental pollution.
The unique structure and working principle give the screw conveyor many significant advantages, making it adaptable to the complex conveying needs of various industries. Excellent sealing is its core highlight; the sealed conveying pipe design effectively prevents material leakage and dust emission, making it particularly suitable for industries with high environmental requirements, such as chemical and environmental protection. A simple and compact structure is another major advantage. The equipment consists of basic components such as the screw shaft, conveying pipe, and drive unit, occupying a small area and facilitating installation in various production sites. It is also easy to maintain, reducing the operational difficulty for enterprises. Its exceptional adaptability is a key competitive advantage, capable of conveying various powdery, granular, and small lump materials. Whether it’s chemical powders, building material granules, food raw materials, or coal lumps, it can deliver them stably. It also supports multiple conveying angles, including horizontal, inclined, and vertical, flexibly adapting to the layout requirements of different production processes. Operation is remarkably convenient; the conveying speed can be easily adjusted via a control device to achieve quantitative material delivery and precisely match the material needs of subsequent production processes. Furthermore, compared to other types of conveying equipment, screw conveyors have lower energy consumption, and their core components are easy to replace, resulting in low long-term operating and maintenance costs and excellent economic efficiency.
From raw material transfer in chemical workshops to solid waste transportation in environmental protection projects, from raw material proportioning in food factories to material flow in building material enterprises, screw conveyors, with their core advantages of high efficiency, cleanliness, stability, and economy, provide strong support for material conveying in various industries. Against the backdrop of industrial production transforming towards high efficiency and green practices, this simple yet powerful conveying equipment, with its wide adaptability and reliable performance, has become an important basic piece of equipment for promoting the optimization and upgrading of production processes across various industries.
Connecting Process Stages in Modern Organic Systems
The screw conveyor is an indispensable component within modern, large-scale organic waste processing systems. Its ability to handle powdery and granular materials in a sealed, controlled manner makes it a critical link for moving materials between different stages of a compost production machine operation or a complete fertilizer manufacturing plant.
Within an integrated system, the screw conveyor works in synergy with key pieces of equipments required for biofertilizer production. For example, it can efficiently transfer matured compost from a large wheel compost turner or a chain compost turning machine—core components of fermentation composting technology for organic fertilizer—to a multiple silos single weigh static batching system for precise formulation. It can then convey this blended material to adisc granulation production line for final shaping into pellets. By ensuring a continuous, dust-free flow of material between these major processing units, the screw conveyor enhances the overall efficiency, cleanliness, and automation level of the entire fermentation composting turning technology and production process.Thus, while not a primary processing machine itself, the screw conveyor is a vital enabler of industrial-scale organic fertilizer production, seamlessly connecting biological transformation with mechanical processing to create a continuous, efficient manufacturing flow.
Diammonium Phosphate (DAP) is widely valued in agriculture for its high phosphorus and nitrogen content, which effectively promotes root development and early crop growth. However, like any fertilizer, excessive application of DAP can lead to a series of adverse consequences, ranging from direct crop damage to long-term soil degradation and environmental pollution. Understanding these risks and mastering corresponding mitigation and prevention measures is essential for scientific fertilization and sustainable agricultural production.
The most immediate and obvious harm of overapplying DAP is fertilizer burn, also known as salt stress, which severely impairs crop health. DAP contains high levels of soluble salts, and an excessive amount in the soil disrupts the osmotic balance around plant roots. This causes water to be drawn out of the root cells, resulting in dehydration of the root system—a condition known as osmotic stress. Damaged roots lose their ability to absorb water and nutrients, leading to a range of above-ground symptoms: leaves turn yellow or brown, especially at the tips and margins, and may curl, wilt, or appear scorched. In severe cases, crop growth is stunted, plants become weak and leggy, and roots may turn brown or black and become mushy, eventually leading to plant death.
Overapplication of DAP also poses significant threats to soil health and seedling survival. DAP releases ammonia during decomposition, and excessive amounts can form toxic ammonia pockets in the soil, particularly in alkaline (high pH) soils. These ammonia pockets are highly harmful to seeds and young seedlings, often causing seed rot or seedling death, drastically reducing germination rates. Additionally, excess salts from DAP can accumulate on the soil surface, forming a visible white salt crust that further inhibits water infiltration and root respiration. High salt concentrations also kill beneficial soil microorganisms, which play a crucial role in nutrient cycling and soil structure improvement, disrupting the soil’s ecological balance and reducing long-term soil fertility.
If excessive DAP has already been applied, timely and effective measures must be taken to mitigate the damage. The primary method is heavy watering: flushing the affected area thoroughly with large volumes of water to dilute the salt concentration and leach excess salts deeper into the soil, away from the root zone. If visible DAP granules remain on the soil surface, they should be raked up immediately, and the remaining fertilizer should be spread more evenly to reduce local concentration. Incorporating organic matter, such as compost or manure, into the soil is another effective approach—it helps buffer the harmful effects of salts, improves soil structure, and restores the activity of beneficial microorganisms.
Prevention is always better than cure when it comes to avoiding the risks of overapplying DAP. The first and foremost principle is to follow recommended application rates, which should be determined based on soil tests to ensure they match the nutrient needs of the crops and the existing nutrient levels in the soil. Direct contact between DAP and seeds should be strictly avoided; high concentrations of DAP placed near seeds are a major cause of seedling damage. Instead, DAP should be mixed into the soil rather than left on the surface, which not only reduces ammonia volatilization but also ensures more uniform nutrient distribution.
In conclusion, while DAP is a valuable fertilizer, its overapplication carries substantial risks. From fertilizer burn and crop death to soil degradation and environmental harm, the consequences underscore the importance of scientific fertilization. By adhering to recommended rates, conducting soil tests, and adopting proper application methods, farmers can maximize the benefits of DAP while minimizing its potential harms, safeguarding both crop yields and ecological health.
The Industrial Foundation for Balanced Nutrition
The critical need for precise DAP application underscores a broader principle in modern agriculture: balanced and appropriate nutrient delivery. This precision is made possible on a commercial scale by advanced manufacturing systems that can produce a wide range of precisely formulated fertilizer products.
These products are created through sophisticated npk fertilizer production technology within a complete npk fertilizer production line. The npk fertilizer manufacturing process begins with accurate formulation using an npk blending machine or npk bulk blending machine. This precisely measured blend is then transformed into uniform granules using advanced npk granulation machine technology. The core of this stage is the npk fertilizer granulator machine, a key component of npk fertilizer granulator machine equipment. This integrated system allows manufacturers to produce balanced NPK blends that include appropriate levels of phosphorus (from sources like DAP) alongside nitrogen and potassium, thereby helping to prevent the imbalances and toxicities associated with single-nutrient overapplication. The scale of this operation is defined by the plant’s total NPK compound fertilizer production capacity.Therefore, the scientific recommendations for field-level fertilizer use are directly enabled by industrial-scale manufacturing that can produce consistent, complex nutrient blends, moving beyond reliance on single materials like DAP alone.
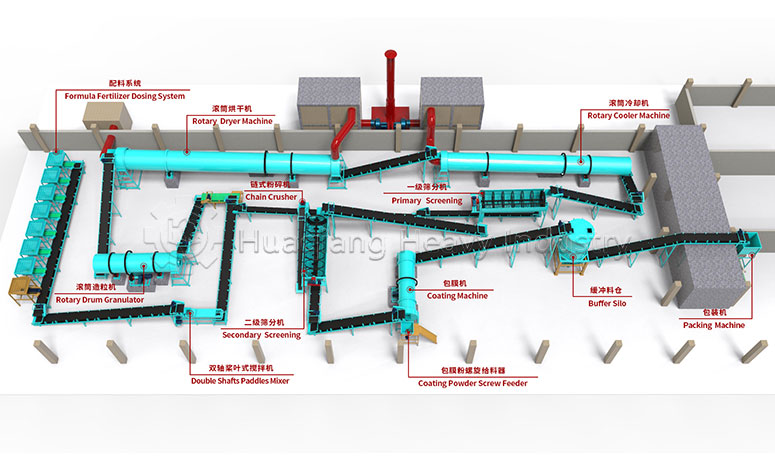
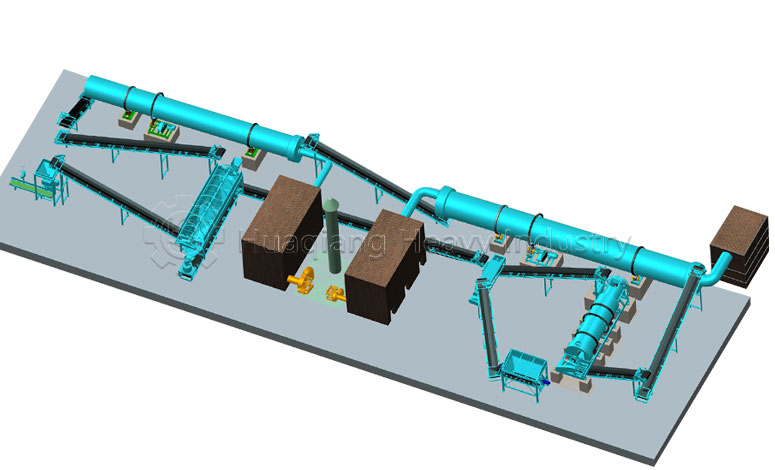
In August 2024, four flat die pelleting production lines, custom-designed for a Qingdao client by Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd., completed full-process installation and commissioning, successfully entering the large-scale production stage. This production line focuses on the high-efficiency granulation needs of organic fertilizers and compound fertilizers, integrating core processes such as crushing, mixing, granulation, drying, coating, and screening. With multi-equipment collaboration, highly automated configuration, and stable operating performance, it has become a benchmark project for high-end flat die pelleting machine equipment applications in China, providing local fertilizer production enterprises with a one-stop mass production solution.
Production Line Full-Process Configuration and Process Analysis
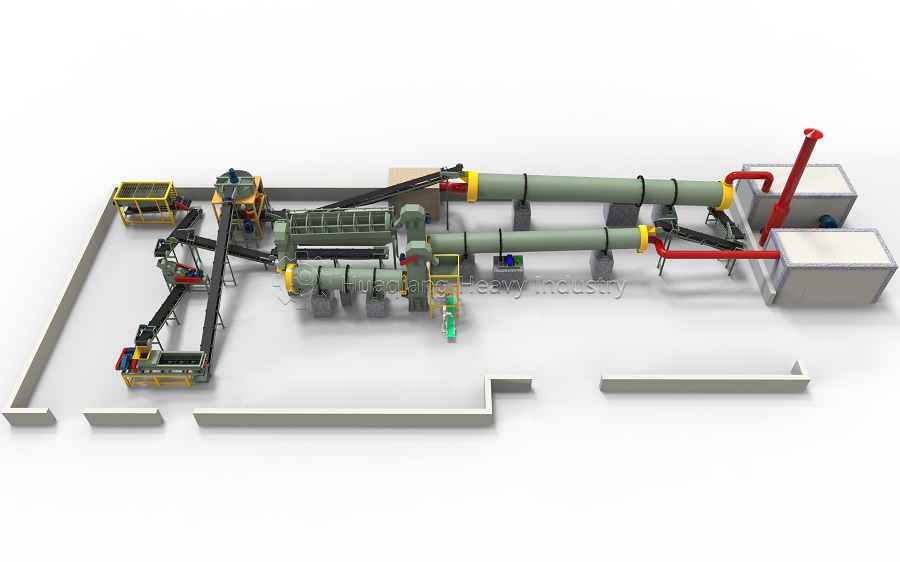
The entire production line follows a closed-loop design of “raw material pretreatment – precision granulation – post-processing and finishing – finished product output.” The equipment layout is scientific, the connections are smooth, and the functions of each unit are complementary, fully ensuring production efficiency and product quality.
Raw Material Pretreatment Unit: Laying the Foundation for Uniform Granulation
Raw Material Feeding and Crushing: The production line starts with a loader-loaded hopper, adapting to the rapid feeding requirements of bulk raw materials. The feed inlet features a spill-proof design to reduce raw material loss. Raw materials are conveyed via a 7-meter belt conveyor to a 60×50 type double-stage crusher. This equipment adopts a “coarse crushing + fine crushing” double-stage crushing structure. The cutter disc is made of high-strength alloy material, which can crush large raw materials (particle size ≤100mm) into uniform particles ≤3mm, with a crushing efficiency of 5 tons/hour, meeting the stringent requirements for raw material fineness in subsequent granulation.
Precision Mixing Process: The crushed raw materials are transferred via a 7-meter belt conveyor to a 50 type twin-shaft mixer. The equipment adopts an anti-rotating blade design with a wear-resistant coating on the blade surface. During the mixing process, the material forms strong convection and shearing action, ensuring uniform mixing of main raw materials such as nitrogen, phosphorus, and potassium with trace elements, with a mixing uniformity error ≤2%. The mixer is equipped with a variable frequency speed control system, which can adjust the mixing speed (15-30 r/min) according to the characteristics of the raw materials. It also supports automatic feeding and unloading control to ensure continuous production.
Core Granulation Unit: 4 Main Units Operating in Parallel for Enhanced Efficiency
The mixed material is conveyed via a 12-meter belt conveyor to a 2200-type disc feeder. This feeder uses variable frequency speed control and automatic material level control technology to precisely regulate the feed rate, ensuring uniform feeding of the four 50-type flat die pelleting machines and avoiding fluctuations in granulation quality due to uneven feeding.
The parallel operation of the four flat die pelleting machines is the core highlight of the entire production line. Each unit has an hourly output of 1.5 tons, and the combined operation achieves the designed total capacity of 6 tons/hour. The granulator adopts a high-strength flat die design, with die hole diameters customizable according to customer needs (3-8mm). The pressure rollers are made of wear-resistant rubber and metal composite material, and the pressure is precisely controlled (8-12MPa) through a hydraulic pressurization system, ensuring a stable material forming rate of over 90% and a particle strength of 2.5MPa, making it less prone to pulverization. The equipment operates at a noise level below 75dB and is equipped with an automatic die cleaning device, effectively reducing die hole clogging and extending continuous operating time.
Post-processing and finishing unit: Improving product quality and stability
Drying and cooling stage: The wet granules after granulation are transferred to a 1.5x15m dryer via 4m and 12m belt conveyors. The equipment adopts a hot air circulation heating design, with a No. 26 hot air furnace providing a stable heat source. The drying temperature can be precisely controlled within the range of 60-120℃, reducing the particle moisture content from 30% to below 12%, with a drying efficiency of 8 tons/hour. After drying, the granules are conveyed via 5-meter and 6-meter belt conveyors to a 1.2×12-meter cooler. A counter-current cooling process is used, with the cooling time controlled within 15 minutes, rapidly reducing the granule temperature to room temperature (±5℃), effectively improving granule hardness and storage stability.
Coating and Sieving Optimization: The cooled granules are then conveyed via a 5.5-meter bucket elevator to a 130-type spiral duster. After pre-treatment to prevent moisture absorption and agglomeration, they enter a 1.2×6.0-meter coating machine. The coating machine uses a roller design and atomized spraying technology to evenly adhere the coating agent to the granule surface, forming a dense protective film, improving the slow-release effect of fertilizer nutrients and extending shelf life. The coated granules are transferred by bucket elevator to a 1.5×6.0 meter drum screen for grading and screening. Qualified granules (3-8mm in diameter) enter the finished product silo, while unqualified granules are returned to the crusher for reprocessing via 7-meter and 6-meter return conveyors, achieving a material utilization rate of 98%.
Environmental Protection and Finished Product Output Unit: Green Production + High-Efficiency Shipping
Environmental Protection System Configuration: The production line is equipped with dust collection chambers for the dryer and cooler, combined with 6C and 5C induced draft fans to form a negative pressure dust collection system. This system centrally collects and treats dust generated during production, achieving a dust emission concentration ≤10mg/m³, meeting national environmental standards. The chimney and water tank are linked for water washing and purification of the hot air furnace exhaust gas, reducing pollutant emissions and achieving green production.
Finished Product Packaging and Storage: After qualified finished products are stored in the finished product warehouse, they are quantitatively packaged by an automatic packaging scale. The equipment supports switching between multiple specifications such as 25kg and 50kg, with a measurement error of ≤±0.2kg and a packaging speed of up to 100 bags/hour, meeting the needs of large-scale shipments. The packaged finished products are directly transferred to the stacking area via conveyor belt, with fully automated operation reducing manual intervention.
Core Advantages and Adaptability of the Production Line
High-Efficiency Mass Production Capacity: Four flat die pelleting machines operate in parallel + a fully automated design, significantly improving production efficiency. The capacity is three times higher than a traditional single-unit granulation production line, meeting the customer’s daily production demand of 120 tons.
Stable, Reliable, and Durable: Key equipment (crusher, granulator, dryer) and their core components adopt standardized and wear-resistant designs. Wear parts are highly interchangeable, and the overall equipment operating rate reaches over 95%, reducing subsequent maintenance costs.
Highly adaptable: Supports granulation of various materials such as organic fertilizer, compound fertilizer, and bio-organic fertilizer. Die diameter, coating formula, and packaging specifications can all be flexibly adjusted to meet the personalized production needs of different customers.
The successful commissioning of four flat die pelleting machine production lines in Qingdao fully demonstrates Huaqiang Heavy Industry’s professional strength in granulation equipment R&D and production line integration design. In the future, the company will continue to focus on market demand, optimize equipment performance and process solutions, and provide more domestic and international customers with efficient, stable, and environmentally friendly customized granulation production line solutions, contributing to the high-quality development of the agricultural industry.
Integrating Granulation Options into a Complete Production Ecosystem
This Qingdao project highlights the effective application of a high-capacity flat die pelleting machine system, demonstrating its role as a key fertilizer processing machine for specific material types and production scales. It represents one successful pathway within the diverse field of fertilizer granulation technology.
The flat die pelleting production line serves a specific niche, particularly well-suited for organic materials. For producers requiring a different approach, alternative technologies are available within the broader npk manufacturing process. For instance, a roller press granulator production line utilizes a fertilizer compaction machine (or fertilizer compactor) to perform fertilizer granules compaction via dry pressure. Conversely, a rotary drum granulator employs a wet agglomeration process. These choices complement other essential equipment, such as a windrow composting machine for producing the raw organic feedstock. Each piece of equipment represents a specialized solution, allowing manufacturers to select the optimal combination of fertilizer granulation technology based on their raw material properties, desired product form, and economic considerations.Ultimately, the success of a fertilizer production operation lies in matching the right granulation technology—whether flat die, roller press, or rotary drum—to the specific characteristics of the input materials and the requirements of the target market.
We warmly welcome people from all walks of life to visit, guide, and discuss business with us, and work together to create a new future for green agricultural development!
In agricultural production, organic fertilizers and chemical fertilizers are two core types of fertilizers. They differ significantly in nutrient composition, fertilizer efficiency, and impact on soil. Understanding their characteristics is crucial for their scientific and effective use.
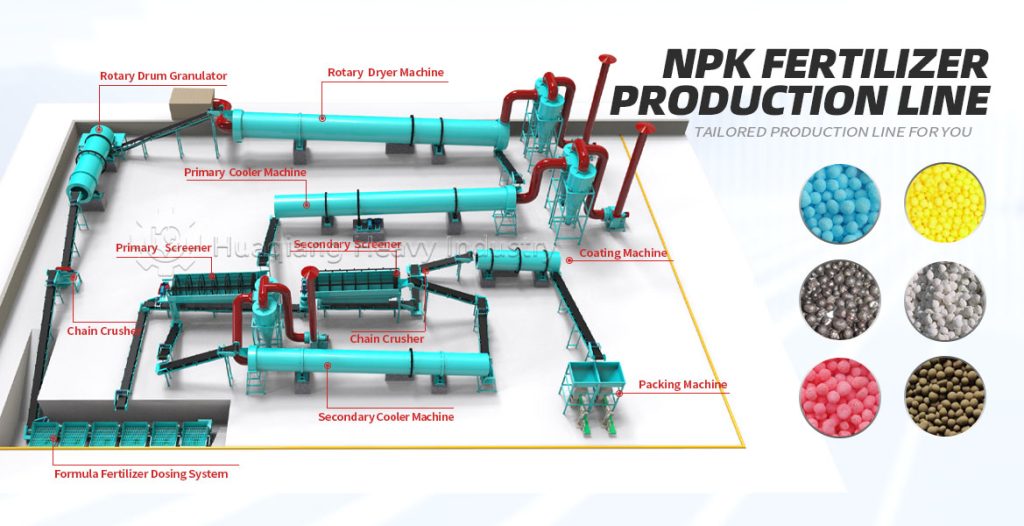
In terms of nutrient composition, organic fertilizers originate from the decomposed remains of plants and animals. After processing through organic fertilizer production lines and shaping by organic fertilizer granulators, they retain the advantage of comprehensive and balanced nutrients, containing macronutrients such as nitrogen, phosphorus, and potassium, as well as micronutrients such as calcium, magnesium, and iron, and are also rich in organic matter. Chemical fertilizers are mostly industrially synthesized, with compound fertilizers produced by NPK fertilizer production lines being a typical example. Chemical fertilizers generally have a single, concentrated nutrient composition, usually focusing on one or a few elements, such as nitrogen fertilizers, phosphorus fertilizers, and NPK compound fertilizers, with high nutrient purity.
Regarding fertilizer efficiency, organic fertilizers have a mild and long-lasting effect, with nutrients released slowly after microbial decomposition and absorption by crops, providing long-term nutrition. Chemical fertilizers have a fast and strong effect, with nutrients easily absorbed directly by crops, quickly alleviating nutrient deficiency symptoms. However, their effect is short-lived, and excessive application can lead to nutrient loss.
In terms of application scenarios, organic fertilizers are suitable as base fertilizers, applicable to various crops such as fruits, vegetables, and grains, and are especially suitable for green and organic agricultural product cultivation. Chemical fertilizers are suitable as topdressing fertilizers, used to quickly supplement nutrients during critical growth stages to increase yield. In actual production, a reasonable combination of the two can quickly meet the nutrient needs of crops while also protecting the soil and achieving sustainable farming.
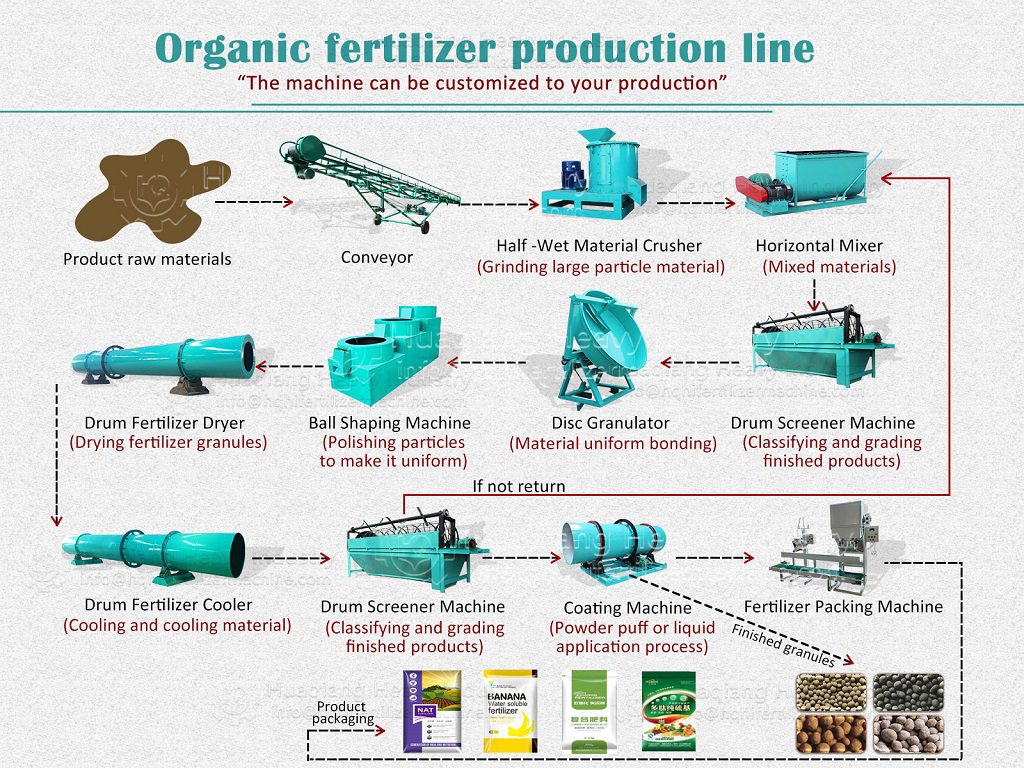
In modern organic fertilizer production, a complete production line not only needs to complete basic processing but also achieves significant value enhancement through refined processing.
After the materials have completed fermentation and mixing, the fertilizer compaction machine initiates the refined processing journey. It shapes loose powdery materials into uniformly sized granules using physical pressure. This process not only improves the physical properties of the product, making it easier to store and transport, but more importantly, it lays the morphological foundation for subsequent processing.
The extruded granules then enter the screening stage. The fertilizer screener machine, through a precise screening mechanism, strictly grades the finished product according to particle size specifications. Particles that meet the standards proceed to the next process, while products with unqualified particle sizes are returned to the previous process for reprocessing.
At the end of the entire organic fertilizer production line, the fertilizer coating machine plays a crucial role. This equipment effectively reduces clumping during storage by coating the granules with a special film material, while also enabling the slow release of nutrients. Products treated with coating not only have a brighter appearance but also significantly enhanced functionality and added value.
The coordinated operation of these specialized organic fertilizer production equipment demonstrates the high level of precision in modern fertilizer production. From the shaping process of the fertilizer compaction machine to the fine selection by the fertilizer screener machine, and then to the value-added processing by the fertilizer coating machine, each step contributes to the quality of the final product.