Co-fermentation of Food Waste and Swine Manure for VFA Production: Condition Optimization and Resource Recovery
Introduction: From Organic Waste to High-Value Chemicals
Globally, the management of food waste and livestock waste (such as swine manure) is becoming an increasingly severe environmental challenge. Improper disposal of these organic wastes can easily lead to greenhouse gas emissions, water pollution, and public health risks. However, from the perspective of a sustainable circular economy, they are regarded as potential “urban mines,” rich in organic matter that can be transformed into high-value products. Among these, volatile fatty acids (VFAs), as important platform chemicals, are widely used in bioplastic production, chemical feedstocks, and bioenergy preparation. This study focuses on the anaerobic co-fermentation technology of food waste and swine manure, systematically exploring the impact of key operational parameters such as hydraulic retention time, pH, and substrate ratio on VFA yield. The aim is to provide a scientific basis and technical guidance for the large-scale and efficient recovery of resources from organic waste.
I. Experimental Design and Research Methods
To comprehensively evaluate the influence of different conditions on the co-fermentation process, this study designed a rigorous comparative experiment. The research was conducted under mesophilic conditions (30-35°C) with a constant organic loading rate. The core variables of the experiment included two hydraulic retention times (5 days and 10 days), two pH levels (5.5 and 9.0), and five different substrate mixing ratios: 100% food waste, 80% food waste:20% swine manure, 50% food waste:50% swine manure, 20% food waste:80% swine manure, and 100% swine manure. This multi-factorial experimental design can clearly reveal the effects of individual factors and their interactions on VFA yield and composition.
II. Key Research Findings
Through in-depth analysis of the experimental data, this study revealed the key condition combinations for optimizing VFA production.
1. Optimal Condition Combination: Maximizing Yield
The results indicated that among all tested condition combinations, the co-fermentation system achieved the highest VFA yield of 1,200 mg COD/L under the conditions of 80% food waste mixed with 20% swine manure, at pH 5.5 and a 10-day hydraulic retention time. This yield was significantly higher than other test groups. This suggests that a moderate substrate mix (predominantly easily degradable food waste supplemented with more nutritionally comprehensive swine manure), a slightly acidic environment, and sufficient fermentation time are the golden rules for synergistically promoting the efficient conversion of organic matter into VFAs.
2. Dominance of Acetic Acid and the Influence of pH
Among all produced VFAs, acetic acid was the absolutely dominant component, especially at the higher pH of 9.0 where its proportion was even greater. Under the optimal conditions (80% food waste:20% swine manure, pH 5.5, 10-day HRT), the concentration of acetic acid reached 950 mg COD/L. It is noteworthy that the effect of pH showed complexity: at the lower pH of 5.5, especially when the proportion of food waste was higher, it was more conducive to the accumulation of total VFAs; when the pH increased to 9.0, although it may have inhibited some acidogenic bacteria, it favored the production and accumulation of a single component like acetic acid. This indicates that by regulating pH, the fermentation product spectrum can be directionally guided to some extent.
3. Synergistic Effect of Hydraulic Retention Time and Substrate Ratio
Hydraulic retention time is a key parameter determining fermentation depth and product yield. Compared to the short retention time of 5 days, the longer retention time of 10 days significantly increased the total VFA yield. A longer fermentation time provides hydrolytic and acidogenic microorganisms with more sufficient metabolic time, allowing more complex organic matter to be decomposed and converted into target products. Simultaneously, the substrate ratio is also crucial. Pure food waste fermentation, while easily degradable, may suffer from nutritional imbalance; pure swine manure fermentation may be slow to hydrolyze due to its high lignocellulose content. The 80:20 mixing ratio seems to have achieved the best balance: food waste provides rapidly degradable carbon sources, while swine manure supplements trace elements and buffering capacity, creating a more stable and efficient microbial fermentation environment.

III. Application Value and Future Prospects
The results of this study have significant practical implications and broad application prospects.
For Waste Management: This research provides a practical and feasible technical solution for the synergistic treatment and high-value utilization of food waste and livestock manure, two types of organic waste that are generated in large quantities. By producing VFAs through co-fermentation, it not only alleviates end-of-pipe treatment pressure but also transforms waste into marketable products, achieving a shift from “burden” to “resource.”
For the Bio-based Chemicals Industry: VFAs are key precursors for the biosynthesis of biodegradable plastics (such as polyhydroxyalkanoates, PHA). The optimal conditions identified in this study can provide core process parameters for the large-scale production of VFAs using organic waste as raw material, reducing the production cost of bio-based chemicals and enhancing their competitiveness with traditional petroleum-based products.
Future Research Directions: Although laboratory research has yielded positive results, moving toward large-scale application requires further exploration. Future work should focus on: 1) Verifying the stability and scalability of the process in pilot-scale continuous or semi-continuous flow reactors; 2) In-depth analysis of the microbial community structure and metabolic networks of the co-fermentation system under optimal conditions to guide process control from a mechanistic level; 3) Exploring integrated processes that directly use VFA-rich fermentation broth for downstream biorefining (such as microbial PHA or methane production), constructing a more complete resource recovery chain.
Integrated Waste-to-Resource Systems: From VFA Recovery to Organic Fertilizer
The anaerobic co-fermentation of food waste and swine manure for volatile fatty acid (VFA) recovery represents an advanced chemical conversion pathway within the broader spectrum of organic waste valorization. Following VFA extraction, the remaining solid digestate still holds significant value and can be further processed into soil amendments through traditional aerobic methods. This subsequent stage utilizes established fermentation composting technology for organic fertilizer. The organic fertilizer fermentation process is optimized using specialized fermentation composting turning technology and key pre-composting processing equipment.
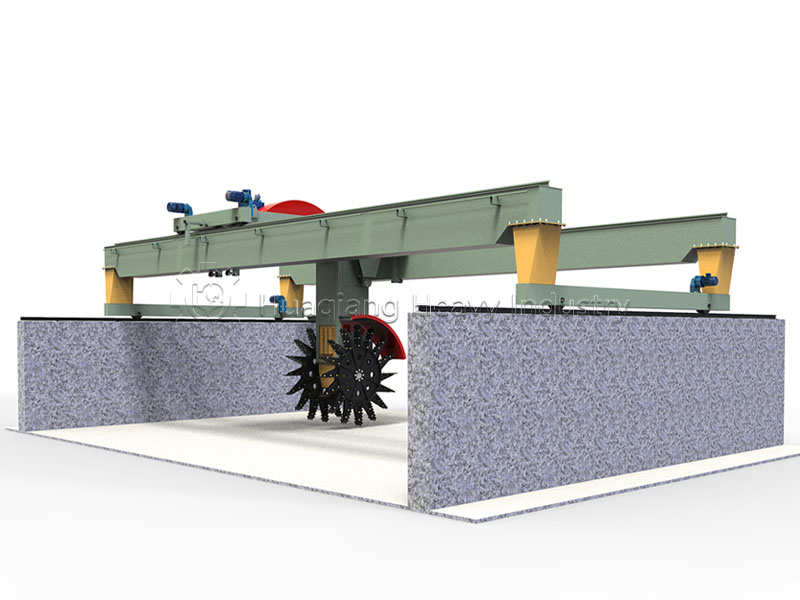
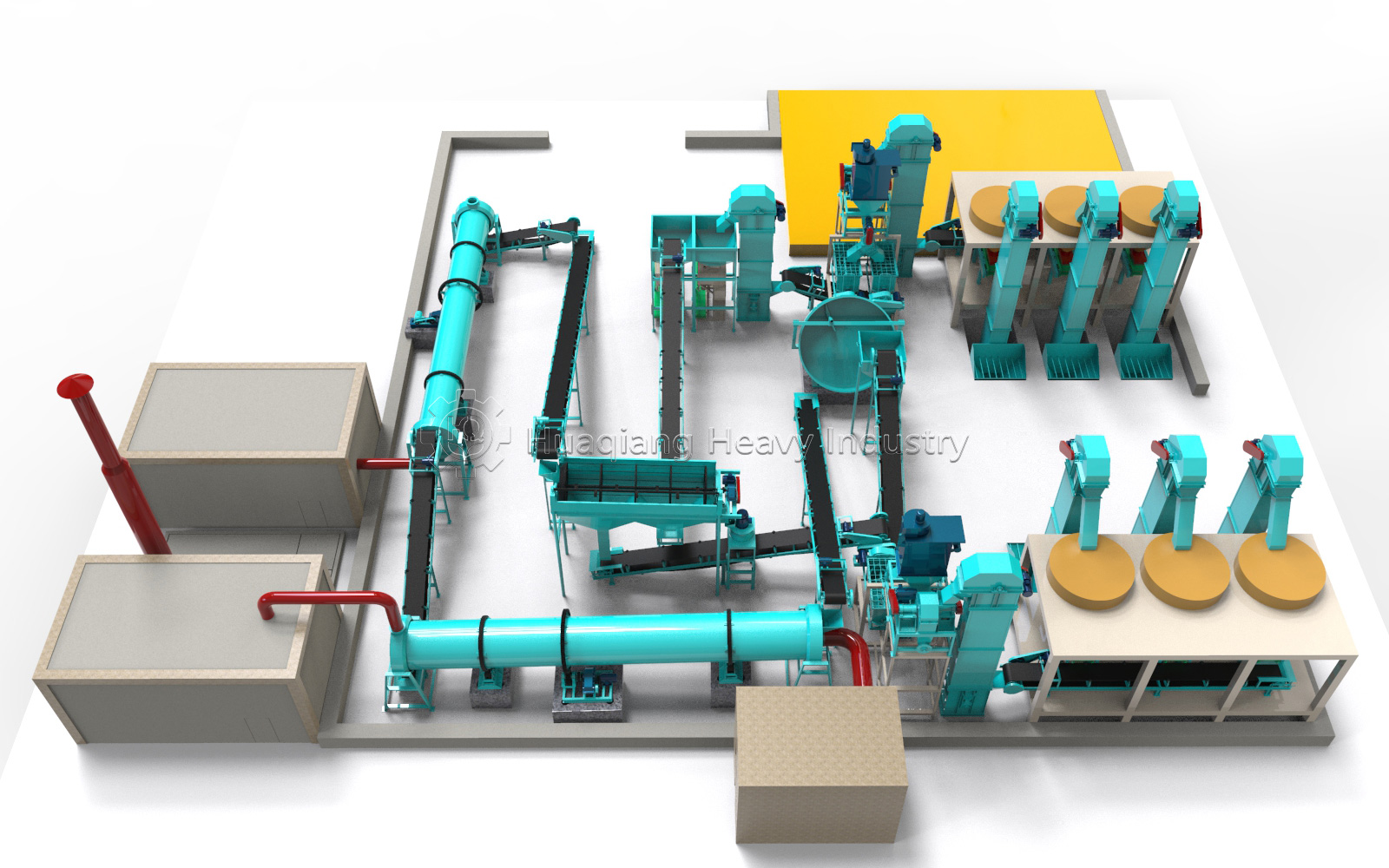
For large-scale aerobic processing, a trough-type aerobic fermentation composting technology is often employed, utilizing equipment such as the hydraulic trough compost turner or trough-type compost turner for precise control. Alternatively, outdoor windrow systems rely on the large wheel compost turner or chain compost turning machine. These machines form the core equipments required for biofertilizer production, ensuring efficient decomposition. Following complete stabilization, the composted material can be shaped into a marketable product. This is typically achieved via a disc granulation production line, which employs drum granulation or similar processes to produce uniform fertilizer pellets. This integrated approach demonstrates a comprehensive waste management strategy, where one stream (organic acids) is extracted for high-value chemicals, and the residual solids are cycled back into agriculture as a stabilized organic fertilizer, closing the nutrient loop and maximizing resource recovery from organic waste.
Conclusion
This study systematically revealed the optimal process window for producing volatile fatty acids through the anaerobic co-fermentation of food waste and swine manure. The research found that using an 80:20 substrate ratio under conditions of pH 5.5 and a 10-day hydraulic retention time can maximize VFA yield, with acetic acid being the main product. This achievement not only provides an efficient, low-carbon technological pathway for the resource treatment of organic waste but also opens new possibilities for the raw material supply of the bio-based economy. By optimizing the “working conditions” of natural microorganisms, we can more intelligently transform waste into wealth, propelling society towards a more sustainable circular future.
.jpg)